
Сварочный полуавтомат своими руками: описание, чертежи, схемы
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Сварочный полуавтомат своими рукамиНо следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.

С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.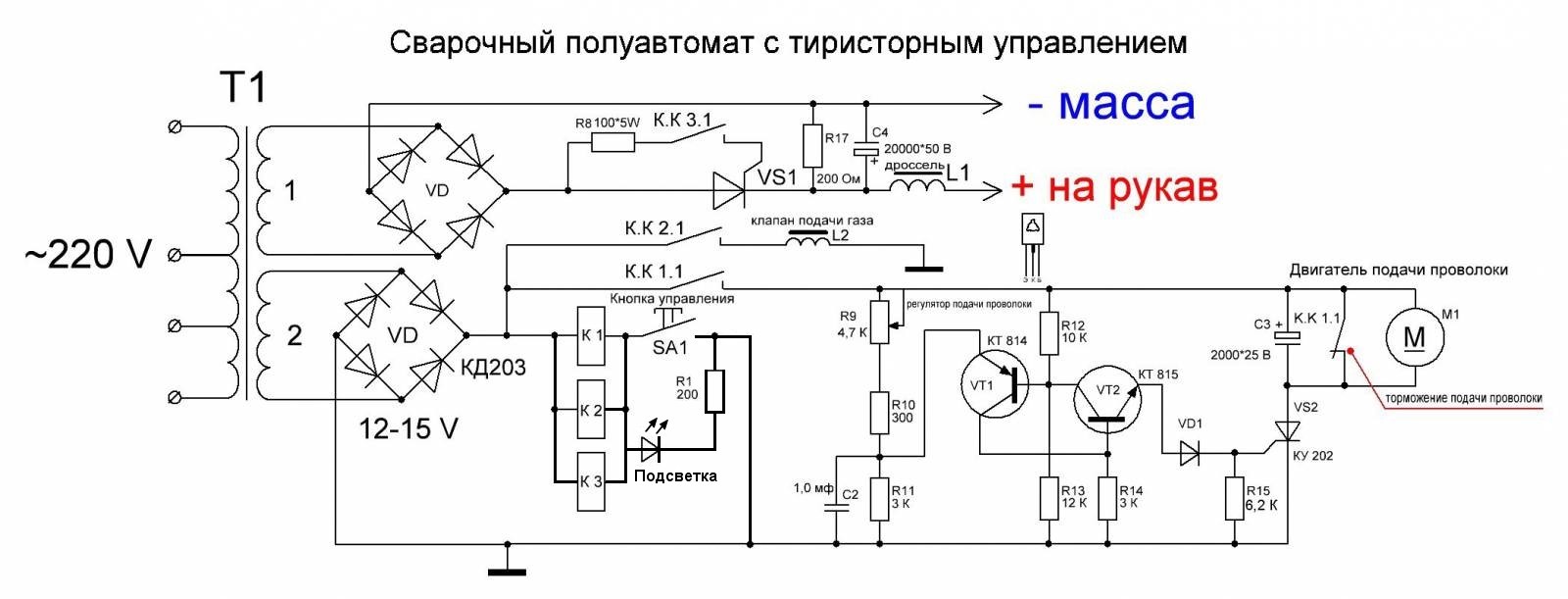
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.

Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники.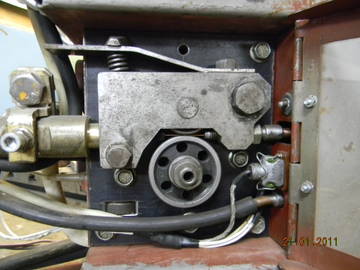 Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Самодельный сварочный полуавтомат | Сварка своими руками
Сэкономить на приобретении сварочного полуавтомата возможно, если собрать его самостоятельно. При этом можно получить высококачественную сварку для ответственных конструкций, например, автомобиля, которая ни в чем не будет уступать дорогому аппарату, купленному в магазине. Сварочным оборудованием собранным своими руками, доступно выполнение качественной сварки и получение прочных соединений.
Вариант полуавтомата №1 «Собрать с нуля»
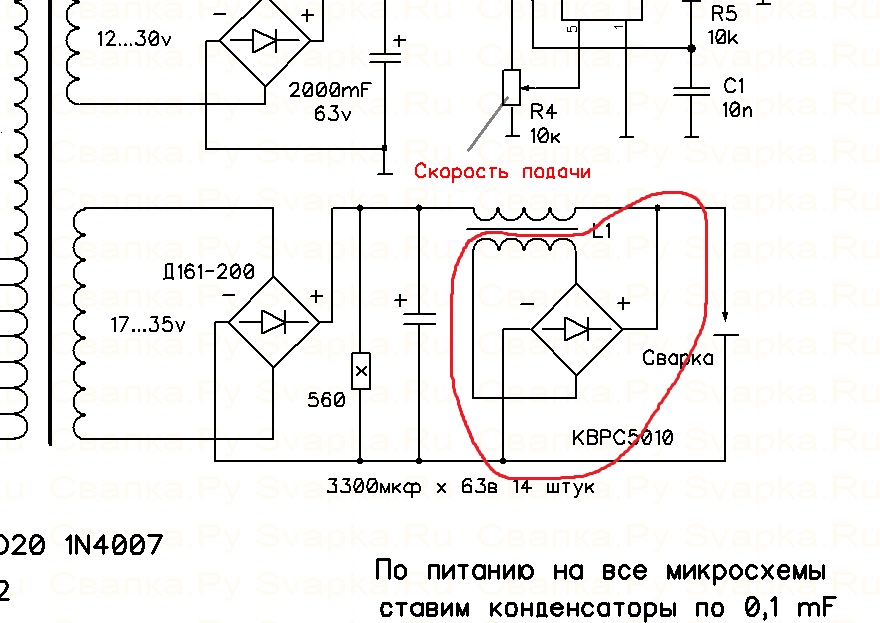
Схема приведенная ниже проверена, по ней собраны и успешно работают несколько сварочных аппаратов, которые жужжат бесперебойно уже не один год. Варить можно как с углекислотой, так и без.
Приведенная схема упрощена специально, чтобы со сборкой мог справится даже новичек, не владеющий особыми знаниями.
Силовой трансформатор Tr1 намотан на лабораторный автотрансформатор на 10А. Первичную обмотку транса оставляем без изменений, но выводы для регулировки тока расположены через пятнадцать витков.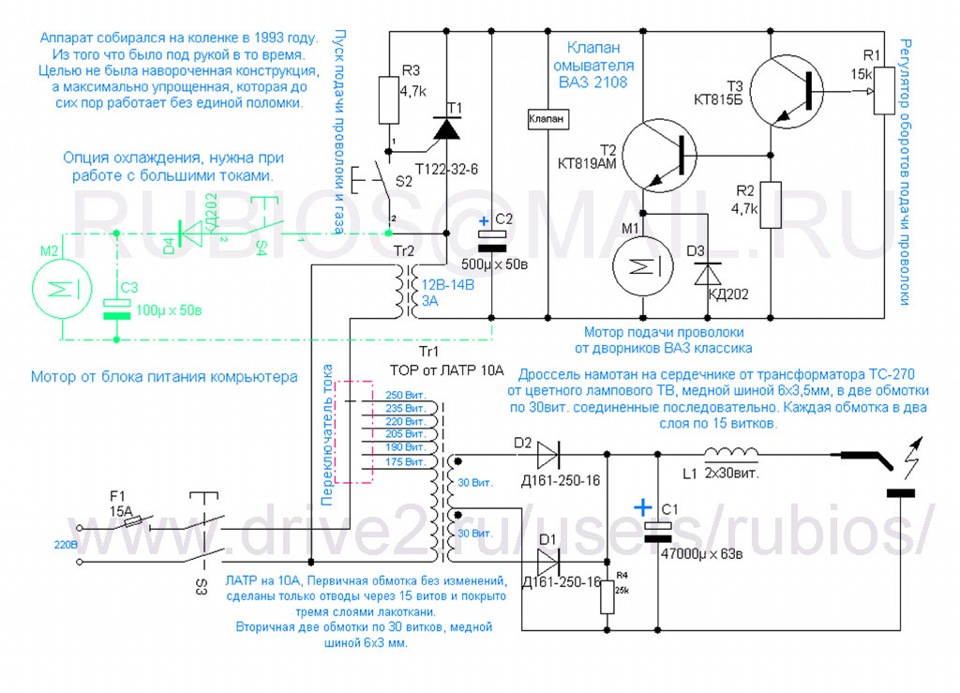
Дроссель L1 можно намотать на рамке от телевизионного трансформатора шиной из меди в две обмотки по тридцать витков)
Транс Tr2 подберите какой найдете на 13В, трехамперный.
Движок М2 –для подачи элетрода-проволоки можно взять от дворников старого автомобиля.
Движок М1 –вентилятор от системного блока (компа) – система охлаждения .
R4 – регулятор движения проволоки.
Релюшку включения силового трансформатора можно не устанавливать, так же можно обойтись без реле тормозной системы двигателя подачи.
Вариант №2. Берем за основу сварочник ММА.
За основу в самодельном полуавтомате можно взять обыкновенный инвертор постоянного тока для бытовых работ, который стоит не дорого. К примеру, инвертор MINIONE подойдет для этих целей.
Avrora Minione 1600
К минивану нужно собрать выпрямитель, который состоит из мощных диодов, дросселя и мощного, емкостью примерно 50мкФ, конденсатора. Приобрести шлаг, протяжный механизм, который продается отдельно. В качестве тормоза для катушки с присадочным материалом можно взять обычную резинку со старого магнитофона (если еще есть такой в хозяйстве). Он необходим для того, чтобы когда подача останавливается, катушка не продолжала свое вращение самостоятельно.
Приобрести шлаг, протяжный механизм, который продается отдельно. В качестве тормоза для катушки с присадочным материалом можно взять обычную резинку со старого магнитофона (если еще есть такой в хозяйстве). Он необходим для того, чтобы когда подача останавливается, катушка не продолжала свое вращение самостоятельно.
сварочная проволока 08Г2С
Для питания регулятора подачи проволоки можно использовать схему, которая состоит из автомобильных реле, блока питания на 12В, используемого для потолочного освещения, выпрямителя постоянного тока (блока диодов). Регулятор подключается к электродвигателю, который вращает катушку. Всю конструкцию можно закрепить в металлическом каркасе и варить с удовольствием! Огромный плюс еще и в том, что инвертор, который используется как база для самодельного полуавтомата можно всегда снять и использовать как обычную ММА-сварку.
Сварочный полуавтомат своими руками
Как сделать сварочный полуавтомат своими руками. Рано или поздно, я думаю, все в жизни сталкивались с тем что нужно было что-то подварить, а для этого нужен сварочный аппарат.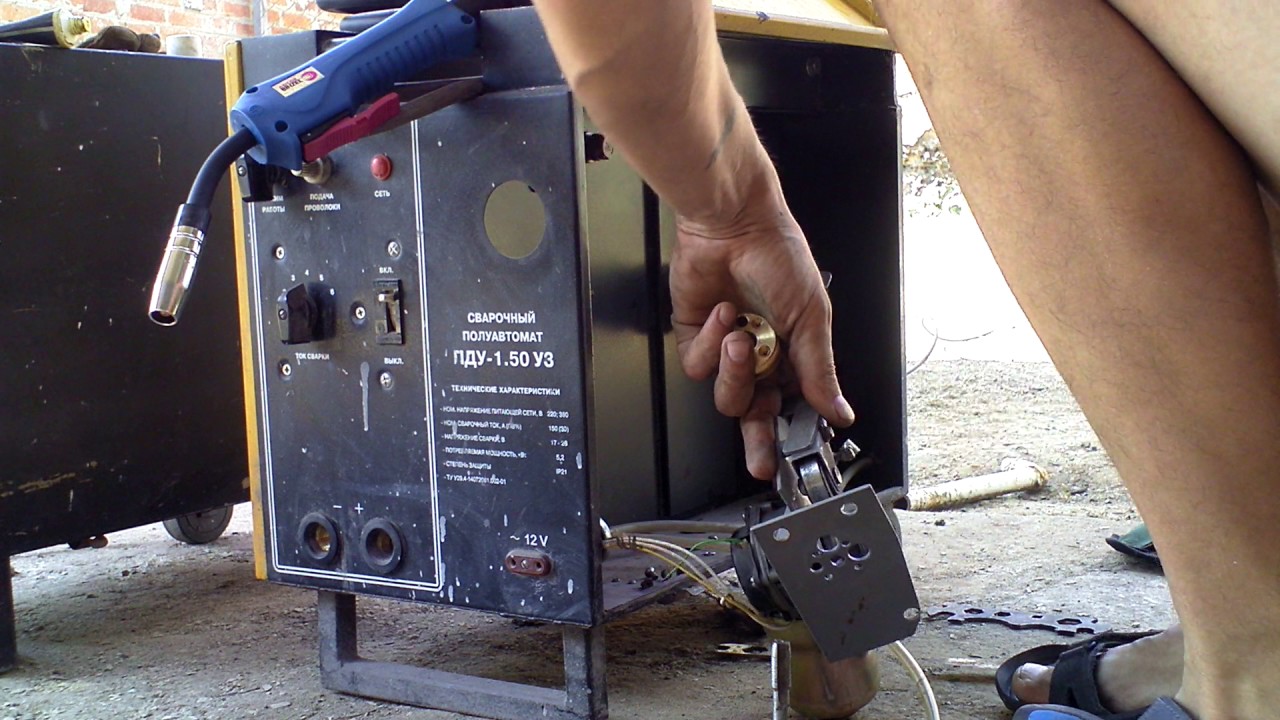 Многие скажут, зачем его делать — проще купить, но ведь приятнее сделать своими руками!
Многие скажут, зачем его делать — проще купить, но ведь приятнее сделать своими руками!
Всегда хотел иметь собственный сварочный аппарат, и даже думал его купить, но впереди была зима (больше времени), и я решил сделать его сам. Больше нужен был полуавтомат, но и дуговая сварка не помешает, поэтому решил делать 2в1 п-полуавтомат и дуговую от одного трансформатора.
Изготовление
Для дуговой сварки мне пришлось только домотать на трансформаторе нужное количество витков провода, чтобы трансформатор выдавал 45 вольт, и все.
Изготовление магнитопровода
А теперь начнем все по порядку. Сначала я занялся изготовлением магнитопровода, его я сделал из двух магнитопроводов от ЛАТРов.
Один отрезал до нужного размера.
Приспособление для размотки намотки
Оба размотал и с помощью нехитрого приспособления смотал их в один.
Затем магнитопровод я пропитываю эпоксидным клеем для того, чтобы трансформатор не гудел и не было короткого замыкания пластин.
После этого магнитопровод обматываем картоном.
Затем все обмотал изолентой из Х/Б ткани и малярным скотчем.
Подробнее о сборке тороидального магнитопровода смотрите на видео ниже:
Намотка первичной и вторичной обмоток
Следующий этап — намотка первичной и вторичной обмотки. Я мотал по такой схеме исходя из моего сечения магнитопровода.
(рассчитывается индивидуально для каждого трансформатора).
Первичная обмотка мотается медным проводом сечением от 2 мм2 (у меня он набран из нескольких жил). Для удобства намотки под магнитопровод сделал подставку, которая крепится к столу.
Провод наматываем на челнок — так намного проще мотать.
Каждый слой пропитываю лаком и мотаю сверху Х/Б тканью или изолентой.
Сечение провода на вторичной обмотке 16 мм2.
Подробнее о намотке я рассказал в видео ниже:
О результатах промежуточных испытаний также заснял видеоролик:
Изготовление механизма протяжки
Следующий этап — сделать механизм протяжки. В качестве мотора я использовал двигатель от стеклоочистителя автомобиля ВАЗ 2101.
Подающий ролик купил готовый, но его также можно выточить у токаря.
Для того, чтобы на ось двигателя было меньше нагрузки — поставил два подшипника, которые между собой соединяются и прижим к ролику регулируется винтом.
Сварочный рукав
Рукав длиной 2,5 метра на 160 ампер.
Намотка дросселя
Дальше мотаем дроссель, который является неотъемлемой частью полуавтомата. Он служит для сглаживания импульсов тока, и без него полуавтомат не будет работать полноценно. Он намотан на трансформаторе ТС 250 от телевизора.
Но лучше ТС 270.Намотать нужно столько сколько влезет до заполнения окна тем самым проводом не меньше 20 мм2.Между подковами трансформатора обязательно должен быть немагнитный зазор и он изначально ставится 2 мм (текстолитовая пластина) но лучший результат достигается экспериментальным путем увеличения или уменьшения зазора в результате чего получаем наилучший сварной шов.
Плата управления и схема
Также одной из главных составных полуавтомата является плата управления-делал я ее по такой схеме.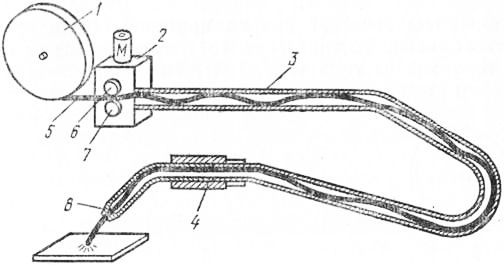
Схема была взята здесь: http://svapka.ru/sampoluavtom/svarochnyj-poluavtomat-svapka-ru-vol-2-0-svapka-ru.htm
Файл печатной платы (проект программы DipTrace), можно скачать с сайта Svapka.ru по ссылке: http://svapka.ru/down/svapka20smd.dip
Плата управления
Есть также альтернативная схема регулировки оборотов двигателя.
Вместо клапана газа использовал клапан омывателя стекол ВАЗ 2108.
Силовые диоды на 200 ампер на радиаторах.
Провод для массы.
 youtube.com/embed/AvkoKkrqj-I?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/AvkoKkrqj-I?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Переключатель напряжения первичной обмотки.
Тиристор Т-161-160 ампер.
Изготовление корпуса
Ну и наконец, завершающий этап — изготовление корпуса, компоновка всех элементов и сборка согласна схемы.
Ну и самое главное — как все это работает смотрим в финальном видео.
У кого возникнут вопросы — задавайте, всем отвечу.
Спасибо за внимание!
изготовление из инвертора и трансформатора
Возможности сварочного полуавтомата значительно выше, чем у аппарата, предназначенного для выполнения ручной дуговой сварки.
Применение специальной сварочной проволоки позволяет работать с цветными металлами, а использование защитного газа обеспечивает сварной шов более высокого качества. Учитывая эти обстоятельства, желание пополнить свою домашнюю мастерскую таким устройством вполне объяснимо.
Общие сведения
Если купить сварочный полуавтомат нет возможности, можно попробовать собрать его своими руками. Сразу нужно сказать, задача эта не из самых лёгких, и собрать самодельный сварочный полуавтомат под силу только тем, кто имеет определённый навык работы с электрическими приборами, уже что-то ремонтировал, и разбирается в схемах. Для тех, кто решился на это, можно порекомендовать несколько возможных вариантов сборки.
До начала планирования работ по созданию сварочного полуавтомата, следует изучить принципы полуавтоматической сварки, а также устройство и работу предназначенного для этого прибора.
Сварочными полуавтоматами называют аппараты, осуществляющие электродуговую сварку постоянным током с использованием в качестве электрода специальной сварочной проволоки в среде защитных газов.
Проволока намотана на вращающейся катушке и автоматически подается к месту сварки, проходя через механизм подачи. Схема сварочного полуавтомата может содержать как инверторный, так и трансформаторный источник тока.
Сварщик своими руками разжигает дугу и выполняет шов, поэтому работа называется полуавтоматической. Аналогом держателя электродов в сварочном полуавтомате служит горелка, имеющая пистолетную рукоятку с клавишей включения подачи проволоки.
Подача проволоки осуществляется по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Перед тем как зажечь дугу, включением подачи проволоки нужно добиться её выдвижение за край горелки на 10 – 15 мм.
Затем включается подача газа и начинается процесс сварки. Скорость подачи проволоки и газа регулируется руками, вращением головок, расположенных на лицевой панели сварочного полуавтомата.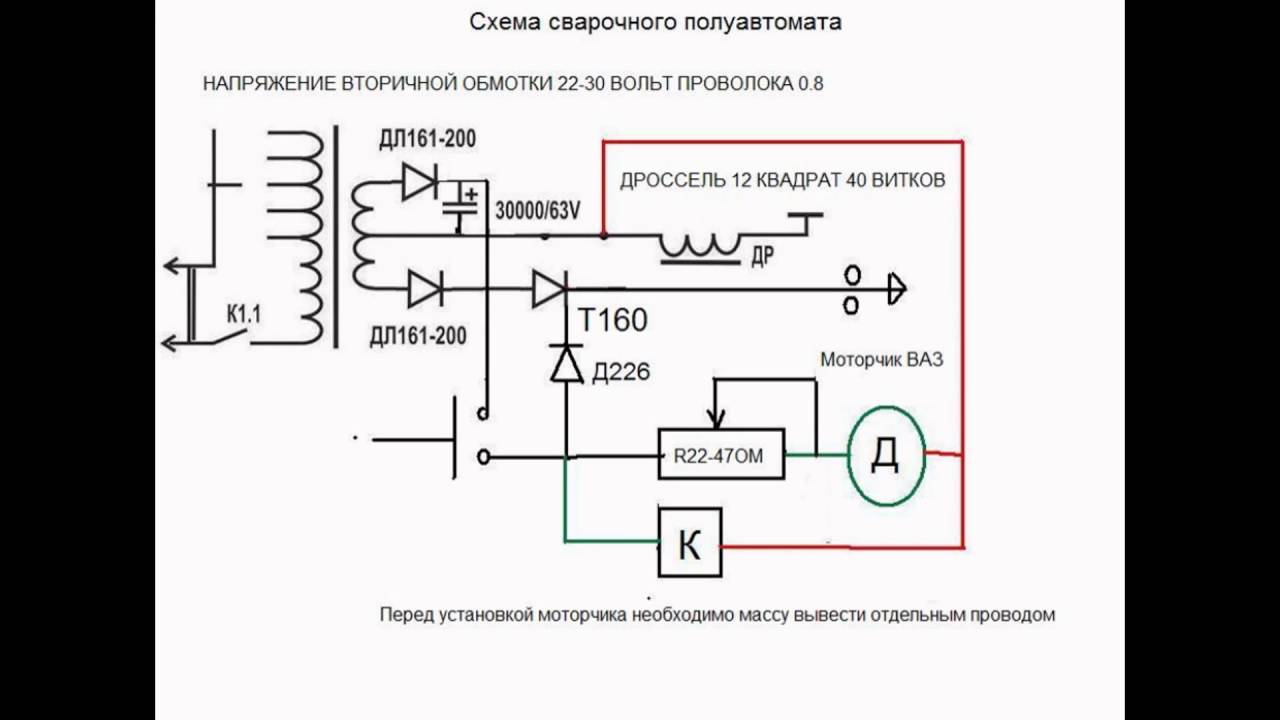
Из сварочного трансформатора
Если в Вашем распоряжении есть старый сварочный трансформатор, он может послужить основой для сборки своими руками полуавтоматического аппарата.
Если старый аппарат имеет выпрямитель и успешно варит постоянным током, в этой части больше ничего делать не надо. Если же это просто трансформатор для сварки переменным током, его следует доработать.
Диодный мост
Для того чтобы получить источник постоянного тока сварки, трансформатор необходимо укомплектовать диодным мостом и фильтром. Диодная сборка выпрямляет вторичное напряжение, фильтр сглаживает пульсации, поддерживая стабильное горение дуги.
Выпрямленное напряжение однофазного трансформатора имеет вид синусоиды, нижние полуволны которой отражены симметрично оси абсцисс и перемещены в верхние квадранты системы координат.
По сути, это пульсирующее с частотой 100 герц напряжение, два раза за период достигающее нулевого значения. Использование такого напряжения для сварки в качестве постоянного, приводит к нестабильному горению дуги.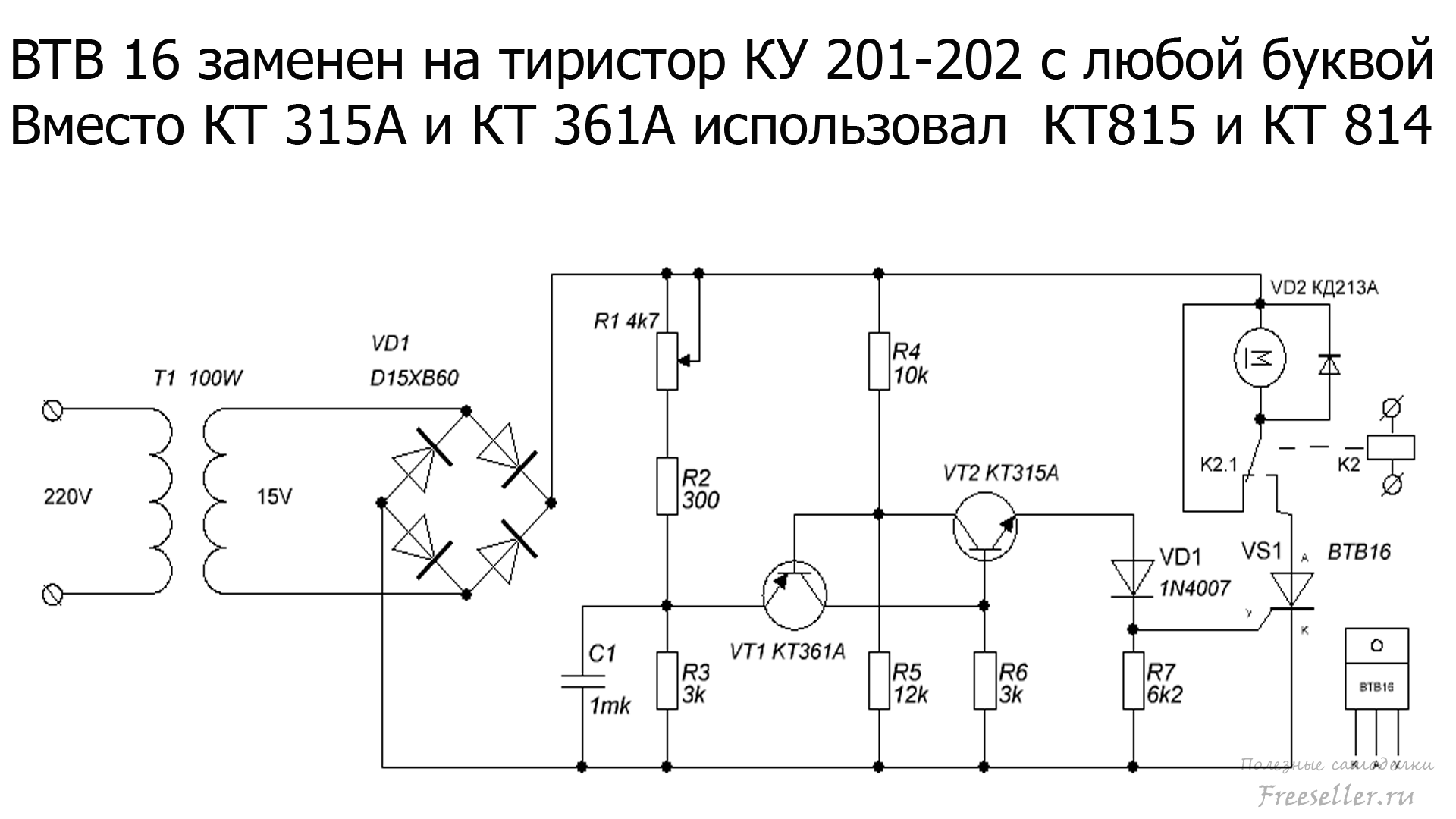 Для устранения этого явления требуется фильтр, сглаживающий провалы напряжения.
Для устранения этого явления требуется фильтр, сглаживающий провалы напряжения.
Фильтр
Фильтр состоит из дросселя, включенного в сварочную цепь последовательно, и конденсатора, включенного параллельно. Такая комбинация индуктивности и ёмкости называется Г – образным фильтром, потому что на схеме, подключенные таким образом элементы образуют букву Г.
Конденсатор для будущего полуавтомата нужен электролитический, полярный, ёмкостью 10000 микрофарад, чем больше, тем лучше. Напряжение конденсатора должно быть не менее 100 вольт, чтобы имелся хороший запас. Можно спаять несколько конденсаторов параллельно, ёмкость при этом суммируется.
Дроссель
Для намотки дросселя своими руками нужно найти старый трансформатор подходящих размеров. Хорошо подходит для этой цели трансформатор питания от старых ламповых цветных телевизоров, мощностью не менее 250 ватт.
Трансформатор имеет две катушки на овальном замкнутом сердечнике, состоящем из двух половинок. Трансформатор разбирается, катушки снимаются, старый провод с них удаляется.
Трансформатор разбирается, катушки снимаются, старый провод с них удаляется.
Для намотки подбирается подходящая медная шина плоского сечения. На каждую катушку вместо снятого провода руками наматывается два слоя витков медной шиной. На катушке должно получиться 15 – 20 витков.
После этого, стальной сердечник собирается, катушки ставятся на место, между половинками сердечника вставляется текстолитовая прокладка толщиной 1,5 мм. Катушки соединяются последовательно.
Протяжка
Механизм протяжки проволоки для полуавтомата можно соорудить своими руками, используя небольшие подшипники и электродвигатель от автомобильных дворников.
Но лучше купить в сборе готовый, он продаётся как запчасть к сварочным полуавтоматам. Также придётся купить горелку и рукав, по которому будет подаваться проволока и газ.
Из инвертора для ручной сварки
Если в мастерской имеется сварочный инвертор для ручной сварки, проблему с источником тока для полуавтомата можно считать решённой. На базе аппарата для ручной сварки можно своими руками сделать инверторный полуавтомат.
На базе аппарата для ручной сварки можно своими руками сделать инверторный полуавтомат.
Для того чтобы не разбирать работоспособный инверторный преобразователь, можно поступить следующим образом. Все дополнительные узлы, необходимые для работы сварочного полуавтомата можно расположить в отдельном корпусе.
Изготовление корпуса
Задача заключается в том, чтобы найти или изготовить подходящий корпус, в котором будет установлена катушка со сварочным проводом, свободно вращающаяся на барабане, механизм протяжки проволоки. На лицевой панели этого корпуса будет располагаться гнездо для подключения рукава с горелкой и регулятор скорости подачи проволоки.
Регулировку тока можно осуществлять на инверторе, плюсовая клемма может соединяться с заготовкой также непосредственно от инвертора.
Минусовой вывод инвертора нужно завести в новый корпус и соединить с клеммой рукава. Сварочная проволока должна быть соединена с этим потенциалом.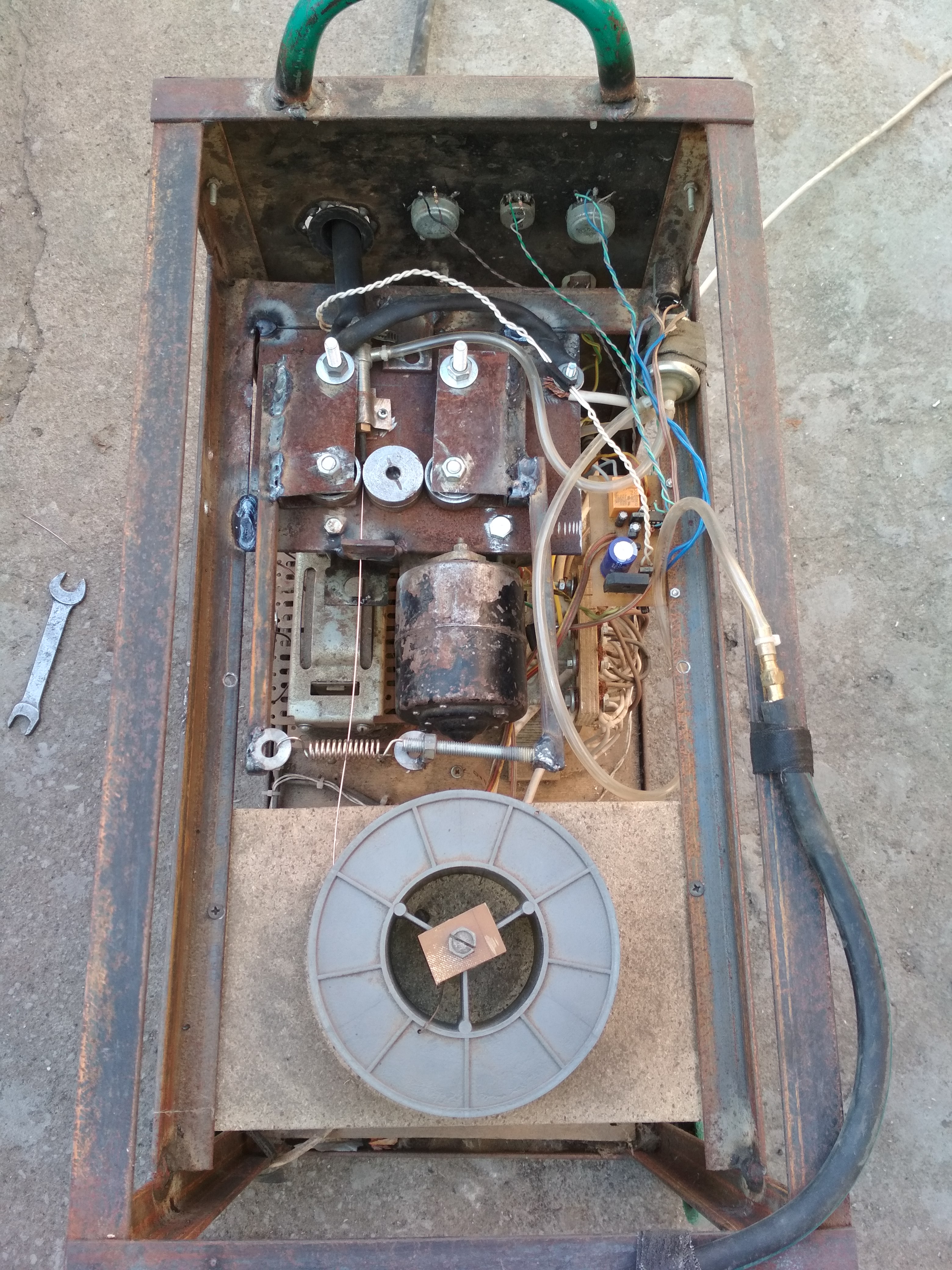
Также внутри нового корпуса следует предусмотреть монтаж шланга, соединяющего баллон с защитным газом и рукав горелки. Для осуществления регулируемой подачи газа можно установить клапан от автомобильного стеклоочистителя.
Обеспечение питания протяжки и клапана
Поскольку электродвигатель механизма протяжки проволоки и клапан, перекрывающий газ питаются постоянным напряжением 12 вольт, придётся установить небольшой трансформатор с выпрямителем, обеспечивающий это питание.
Для коммутации двигателя и клапана лучше установить промежуточные автомобильные реле на 12 вольт. Включение протяжки проволоки осуществляется клавишей на горелке, удерживаемой руками, для открытия и закрытия клапана подачи газа, на лицевой панели устанавливается тумблер.
Такая компоновка позволит пользоваться инвертором и для ручной сварки, и как источником тока для сварочного полуавтомата. Затраты на изготовление самодельного полуавтомата невелики, а польза от него будет ощутимая.
Затраты на изготовление самодельного полуавтомата невелики, а польза от него будет ощутимая.
схема самодельных аппаратов для сварки. Как сделать его из инвертора по чертежам?
Сварка уже давно является одним из довольно востребованных процессов при работе с такой структурой, как металлы. Её использование позволяет обеспечить создание и ремонт разнообразных поверхностей, выполненных из различного рода металлов и сплавов. Но сам по себе сварочный аппарат – сравнительно недешёвое удовольствие.
Хотя, в принципе, сделать сварочный полуавтомат своими руками в домашних условиях можно. Попытаемся разобраться, как самостоятельно сконструировать простое полуавтоматическое устройство для сварки и какие для этого понадобятся запчасти.
Особенности изготовления
Для понимания того, как собрать сварочный полуавтомат, требуется обладать кое-какими познаниями в области электротехники, ведь создание подобного прибора – не самая простая задача. Проще всего переделать устройство из инвертора. Чтобы это стало возможным, его мощность должна составлять не менее 150 ампер.
Проще всего переделать устройство из инвертора. Чтобы это стало возможным, его мощность должна составлять не менее 150 ампер.
Также важным моментом будет наличие пусковой схемы сварочного полуавтомата.
В данном случае потребуется иметь под рукой трансформатор на 150 ампер, бобину, блок управления, механизм проволокоподачи, шланг газоподачи.
Лучше всего будет разместить все вышеупомянутые элементы в специальном корпусе. Например, корпусе от персонального компьютера или микроволновки.
Инструменты и материалы
Выше была уже упомянута часть материалов, которые потребуются для сборки рассматриваемого устройства. Но полный список элементов выглядит так:
Но полный список элементов выглядит так:
- 150-амперный инвертор;
- механизм подачи проволоки;
- газовая горелка;
- шланг подачи, что выполняет роль направляющего рукава;
- газовый шланг;
- катушка с проволокой присадки;
- электронный блок управления.
Как можно убедиться, большинство указанных компонентов применяется без каких-либо изменений. Единственное, что нужно будет немного поработать с механизмом проволокоподачи, чтобы процесс шёл с такой же скоростью, как и плавка. Кроме того, следует предусмотреть регулятор, ведь скорость может изменяться. На это повлияют:
- диаметр проволоки;
- тип;
- категория материалов, что свариваются.
Пошаговая инструкция
Теперь приведем пошаговую инструкцию создания полуавтомата для сварки из китайских деталей:
- немного будет сказано о схеме;
- разберёмся, как произвести подготовку трансформатора;
- произведём подбор корпуса;
- разберёмся с блоком управления и катушками;
- создадим охладительный механизм.
Схема
Схему самодельного полуавтоматического устройства для сваривания можно найти на просторах Всемирной паутины. Различные варианты почти не отличаются. Главные их компоненты – чертежи, а также описание конкретной модели рассматриваемого устройства. Учитывая малое количество отличий, целесообразно будет рассмотреть некую общую модель.
Обычно подача проволоки производится благодаря применению небольшого электрического двигателя. Лучше всего в данном случае использовать стеклоподъёмник, которым оснащается любой автомобиль.
Но работу этой части устройства следует регулировать. Для этого можно применить ШИМ-регулировку. Качество сварной работы будет полностью зависеть от верности подачи проволоки. Она должна идти ровно и чётко, без каких-либо прерываний.
Для этого можно применить ШИМ-регулировку. Качество сварной работы будет полностью зависеть от верности подачи проволоки. Она должна идти ровно и чётко, без каких-либо прерываний.
Если говорить о подаче газа, то следует произвести регулировку соответствующим образом. Лучше всего будет, если клапан газоподачи будет открываться на пару мгновений ранее, чем начнется подача электрода. Если регулировку настроить неверно, это может стать причиной преждевременного оплавления и вместо ванны будет происходить возгорание электрода. Естественно, что в этой ситуации о получении хорошего и крепкого шва можно забыть.
Реализация необходимой задержки проволоки к месту подачи сварки может быть осуществлена при помощи реле. Если говорить о клапане подавания, его можно снять с автомобиля, применив автомобильный воздушный клапан. В качестве альтернативы может быть использован и электроклапан от баллонного редуктора.
Подобная схема полуавтомата будет приблизительной, где описаны основные части устройства. Конечно, другие модели могут иметь модификации, но принцип работы устройства везде остаётся одинаковым.
Подготовка трансформатора
Трансформатор – главный элемент самодельного сварочного аппарата из инвертора. Следует знать, что чаще всего при самостоятельном конструировании его берут из обычной СВЧ-печи, попросту переделав его. Это основной узел, который обеспечит питание процесса сварки. Обычно принцип его действия являются снижающим. Причина этого состоит в том, что сетевое напряжение довольно большое, из-за чего его необходимо снизить до требуемого показателя.
Переделка данной части будет состоять в создании определённого количества витков на обмотке первичного и вторичного типа, ведь в микроволновке установлен трансформатор повышающего типа, а в данном случае требуется противоположный.
Основа работы рассматриваемого устройства будет следующей: когда осуществится подключение к сети по контуру первичного типа, по нему начнёт идти ток переменного характера, что будет формировать магнитный поток. В обмотках начнёт индуцироваться ЭДС, что будет зависеть от наличия некоторого количества витков кабеля.
Если максимально упростить, то намотав на первичную обмотку 100 витков, а на вторую, предположим, 5, получим трансформационный коэффициент, равный 20. А в результате он даст где-то 11 вольт, то есть почти в 20 раз меньшее значение, чем в электросети.
То есть, делаем мы переделку, чтобы изменить количество витков на обмотке вторичного типа, ведь их существенно больше, чем потребуется. Но в этом вопросе лучше сильно не спешить. Если сила тока будет очень велика, то может случиться возгорание проводки, и трансформатор просто сгорит. А слабый ток не позволит устройству работать нормально.
Найти идеальное значение можно лишь исходя из расчётов. Сначала требуется понять, сколько напряжения будет на намотках, каким будет ток и иные показатели.
Именно на основе этих характеристик и должен производиться расчёт сердечника, намоток и подбор проводов с соответствующим сечением.
При проведении расчётов следует принимать во внимание большое количество характеристик. В данном случае лучше воспользоваться онлайн-калькуляторами.
Подбор корпуса
Если смотреть на схему сварочного аппарата, то можно увидеть, что тут присутствует немалое количество различных частей. Естественно, что они должны быть правильно размещены в корпусе устройства. Требований к нему не очень много, ведь он никак не влияет на работоспособность нашего полуавтомата. Но правильный подбор корпуса может существенно повысить комфорт работы с устройством.
Лучше всего будет использовать в данном случае короб, выполненный из тонколистового металла. Все размеры тут следует продумать заранее. Чтобы получить действительно удобный и практичный корпус, стоит предварительно сделать чертеж, где нужно отметить места расположения всех частей агрегата.
Когда короб будет изготовлен, в него следует поставить трансформатор, регулятор подачи проволоки и другие элементы, согласно схеме. Важным моментом, которым не следует пренебрегать, является механизм охлаждения. Он нужен, чтобы трёхфазный инвертор работал стабильно, ведь именно этот элемент нагревается больше всего. За охлаждение в данной конструкции будут отвечать вентиляторы, которые лучше всего будет расположить по бокам корпуса внутри.
Экономить на вентиляции нет нужды, и нагнетаемый воздух должен максимально быстро выводиться наружу.
Неплохим решением в этом вопросе будет корпус от компьютера. Его сильными сторонами будет наличие требуемых отверстий и места для вентиляторов.
Плата управления
Одним из важнейших элементов рассматриваемого устройства является блок управления. Он состоит из таких частей:
- реле;
- генератора задающего типа;
- защиты от перегрузок температурного характера;
- обратной связи.
Нелишним будет оборудовать наш полуавтомат регулятором тока, который вполне можно сделать самому. После окончания всех работ управляющую плату следует присоединить к силовому блоку устройства перед подключением в электросеть. После этого остаётся проверить работоспособность блока при помощи осциллографа через его присоединение к выходам.
Катушки
Как уже говорилось, в корпус полуавтомата из аккумулятора или любого другого приспособления, сделанного собственноручно, монтируются трансформаторы. После этого их следует совместить. Точнее, совместить первичные катушки со вторичными. Сделать это можно так: первичные намотки соединяем параллельно, а вот вторичные будут соединяться последовательно.
Благодаря этому появится возможность получить на выходе большую силу тока, которой будет вполне достаточно для бесперебойной работы устройства. То есть получится полуавтомат с вольтодобавкой.
Система охлаждения
Как уже стало ясно, во время постоянной работы трансформаторный импульсный инвертор может сильно перегреваться. Поэтому тут требуется хорошая система охлаждения.
Простейшим методом, который позволит осуществлять охлаждение элементов полуавтомата, будет монтаж вентиляторов, которые можно установить по бокам корпуса.
Их следует установить так, чтобы они могли работать исключительно на выдув. Кулеры можно вытащить из отработанного блока питания от компьютера. Кстати, не забудьте проделать отверстия для вывода воздушных масс в корпусе механизма. Их размер должен быть не меньше 5 миллиметров.
Использование самодельного аппарата
Чтобы нормально использовать самодельный сварочный полуавтомат, требуется чётко понимать, что его долговечность и надёжность зависят от того, насколько будет соблюдаться температурный режим. Нормальными будут считаться значения на радиаторах около 75 градусов по Цельсию.
При перегреве, поломке либо замыкании пользователь будет оповещён сигналом звукового характера. Кроме того, электронный блок управления автоматически снизит ток для работы до 20 ампер, а звуковое оповещение будет сохраняться до нормализации ситуации.
Необходимо точно знать, что именно вы делаете и для чего. Кроме того, следует использовать самодельный прибор исключительно по его прямому назначению и не пытаться применять его для чего-то ещё. Следует помнить и о том, что перед началом эксплуатации не будет лишним проверить его работоспособность.
О том, как сделать сварочный полуавтомат своими руками, смотрите далее.
Как сделать сварочный полуавтомат?.. нет ни чего проще
Многие задаются вопросом, как же сделать сварочный полуавтомат своими руками и что бы он обладал хорошими характеристиками, имел достаточно функционала и работал надёжно долгие годы.
На в самом деле всё просто. Для этого нужно знать немного о принципе работы сварочного полуавтомата и немного терпения.
Многие задаются вопросом, как же сделать сварочный полуавтомат своими руками и что бы он обладал хорошими характеристиками, имел достаточно функционала и работал надёжно долгие годы.
На в самом деле всё просто. Для этого нужно знать немного о принципе работы сварочного полуавтомата и немного терпения.
Итак начнем.
Для начала определимся с типом и мощностью сварочного трансформатора применяемого в сварочных полуавтоматах.
Как нам известно при использовании сварочной проволокой диаметром 0,8 мм сварочный ток достигает ~160 ампер. Отсюда следует, что трансформатор должен быть мощностью от 3000 вт.
Далее определяемся с типом трансформатора. Самыми лучшими характеристика обладают сварочные трансформаторы намотанные на тороидальном сердечнике (кольцо, бублик, тор)
Выбираем этот тип сварочного трансформатора, в отличии от П и Ш образных трансформаторов при одинаковой мощности они имеют меньший вес, что важно для такой конструкции, как сварочный полуавтомат.
Далее определяемся с регулированием сварочного тока. Есть два способа регулирования, по первичной и вторичной обмотке сварочного трансформатора.
Регулирование сварочного тока по первичной обмотке трансформатора с использованием тиристорной схемы регулирования имеет ряд недостатков, такие как повышенная пульсация сварочного напряжения в момент перехода фаз через тиристоры в первичной обмотке. (лечится установкой дросселя и конденсатора большой емкости в цепь сварочного тока)
Регулирование тока по первичной обмотке с использованием коммутирующих элементов (реле, галетные переключатели) не имеет таких недостатков, как тиристорная схема управления, и предпочтительней для использования в подобных схемах сварочных аппаратов.
Регулирование тока по вторичной обмотке сварочного трансформатора имеет также повышенную пульсацию сварочного напряжения в схемах с применением тиристоров. Применение коммутирующих схем (переключатели, мощные реле) ведет к дороговизне элементов и утяжелении конструкции сварочного аппарата в целом.
Отсюда следует, что регулировку тока нужно реализовывать по первичной обмотке (какую именно, решать вам)
В цепи питания сварочной дуги (вторичная обмотка) нужно обязательно устанавливать сглаживающий сварочный дроссель и конденсатор повышенной емкости от 50000 Мкф. для сглаживания пульсаций сварочного тока, не зависимо от применяемой схемы регулирования сварочного напряжения.
Дальше определяемся с регулятором подачи сварочной проволоки. Для сварочного полуавтомата рекомендуется использовать ШИМ регулятор с обратной связью.
Для чего нужен ШИМ? Во первых он стабилизирует скорость проволоки(на заданном уровне) в зависимости от нагрузки оказываемой трением проволоки в рукаве и реагирует на просадку (уменьшение) сетевого напряжения во время сварки.
Откуда запитать ШИМ регулятор, от отдельного трансформатора или намотать дополнительную обмотку на сварочный трансформатор? Тут разницы особой нет, если запитывать от отдельного трансформатора, то это увеличит вес аппарата. А если намотать дополнительную обмотку на сварочный трансформатор, то вы выиграете в весе и немного с экономите.
Возьмем к примеру такую ситуацию, вы варите на самом маленьком токе, значит и скорость проволоки тоже маленькая и напряжение нужное для регулирования двигателя подачи проволоки тоже незначительное, если варите на максимальном токе, то и напряжение нужное для двигателя максимальное, тем самым намотав обмотку запитывающую цепь регулятора подачи проволоки на сварочном трансформаторе, мы обеспечим нужный режим работы для регулятора. И отсюда следует, что потребности в дополнительном трансформаторе для двигателя подачи сварочной проволоки нет.
Какой выбрать редуктор для подачи сварочной проволоки? Вариантов много, самый распространенный это редуктор стеклоочистителя от автомобилей семейства ВАЗ.
Расчет диаметра ведущего колеса механизма подачи сварочной проволоки. Как нам известно, что скорость подачи сварочной проволоки в сварочном аппарате должна быть в пределах 0,7…11 метров в минуту при сварке проволокой 0.8 мм.
Так как передаточное отношение выбранного редуктора и скорость вращения якоря двигателя нам не известна, нужно рассчитать диаметр ведущего колеса механизма подачи проволоки, что бы он обеспечивал необходимую скорость подачи проволоки.
Делается это опытным путем. На вал редуктора с помощью пластилина прикрепляется спичка. Потом на двигатель редуктора подается максимальное напряжение, которое выдает ШИМ регулятор, например 20 вольт. . Подсчитываем количество оборотов, которые сделал двигатель за 1 минуту.
Например двигатель сделал 100 оборотов, подставив в формулу, мы рассчитаем нужный размер (радиус) ведомого колеса механизма подачи проволоки:
100 — количество оборотов двигателя, сделанных за 1 минуту.
1100 — 11 метров переведенные в см.
Или упрощенная формула для скорости 11 м/мин:
где N количество оборотов двигателя, сделанных за 1 минуту.
Таким образом у нас получилось, что радиус ведомого колеса равен 1.75 см или диаметр равен 3,5 см, при котором обеспечивается нужная максимальная скорость подачи проволоки (11 метров в минуту) при данном напряжении (20 вольт).
В качестве клапана газа для нашего сварочного аппарата, рекомендуем использовать клапан подачи воды на омыватель заднего стекла ВАЗ2108, так как он зарекомендовал себя очень надежным.
Каким должен быть функционал сварочного полуавтомата? Сварочный полуавтомат должен обязательно иметь самый минимум функций, а именно:
- при нажатии кнопки управления сначала должен податься углекислый газ, это делается для того, что бы горелка наполнилась газом.
- после задержки 1..3 секунды автоматически включается ток сварки и подача проволоки.
- после отпускания кнопки управления отключается подача проволоки и сварочный ток (одновременно).
- затем через 1…3 сек отключается подача углекислого газа, это нужно для того, что бы расславленный метал не окислился при остывании.
Как видите, из выше изложенного видно, что сварочный полуавтомат — это просто, было бы желание и возможность реализовать все это в домашних условиях.
P.S. На нашем сайте опубликовано много схем сварочных полуавтоматов. Все они разные и различаются по принципу регулирования сварочного тока, функциональности, простоте (сложности) повторения.
В связи с этим хотелось бы добавить, что каждый сам для себя может выбрать, что ему действительно нужно, и сделать, что то свое на основе приведенных здесь схем сварочных аппаратов.
Ответ на комментарий:
Регулятор подачи сварочной проволоки на TL494
Схема из журнала «Радиоаматор-Электрик» №3 2006 г. стр 28-29
Схема похоже не рабочая!!!
Схема торможения двигателя.
Реле К1 подключаем в цепь коммутации подачи проволоки.
Еще одна схема регулятора подачи проволоки на TL494 (доработанный вариант схемы из журнала «Радиоаматор-Электрик»)
Повторил эту схему.. не работает!!!! © Admin
У кого работает, пишите в комментарии.
Нажмите на изображение, чтобы увеличить.
Если возникнут вопросы, задавайте их в комментариях.
Автор статьи: Admin Svapka.Ru
Понравилась ли вам статья? Если не трудно, то проголосуйте пожалуйста:Похожие записи
Сварочный полуавтомат своими руками из инвертора и трансформатора
Сварочный полуавтомат можно сделать своими руками. За основу берем или бытовой инвертор, его проще переделать, либо старый сварочный трансформатор. Потребуется проработать горелку и механизм подачи проволоки. Схемы и инструкции — далее.
В мастерской и в быту мастеру пригодится полуавтомат для сварки, чтобы выполнить ремонт ограждения или навеса, кузова автомобиля, построить теплицу.
Что лучше: купить новое оборудование или собрать сварочный полуавтомат своими руками – зависит от личных возможностей. Но такая возможность есть. В качестве источника питания можно использовать обычный инвертор либо сварочный трансформатор и докупить некоторые детали.
Самодельный полуавтомат работает по той же схеме, что и обычный сварочник, с той лишь разницей, что электроды заменяет присадочная проволока. Она подается в рабочую зону автоматически, с помощью специального механизма. Благодаря непрерывной постепенной подаче проволоки формируется зона расплавленного металла для быстрого соединения элементов.
Электрическая схема может иметь в качестве источника тока инвертор или трансформатор. Сварщик поджигает дугу на горелке пистолетного типа и регулирует подачу расходника через обрезиненный шланг. Через этот канал одновременно поступает газ.
Полуавтомат привлекает простым принципом работы и производительностью. Шов при сварке ложится ровно и равномерно, обладает высокой прочностью. Собранная в домашних условиях конструкция сможет сваривать сталь, нержавейку и цветные металлы.
Полуавтоматическая сварка из инвертора
Чтобы переделать инвертор в сварочный полуавтомат, потребуются три основных модуля. Электрический, обеспечивающий подачу тока от инвертора и режим сварки, механизм для подвода проволоки и горелка с соплом. Горелка создает газовую среду в виде облака защитного инертного газа, предотвращающего окисление расплавленного металла. Для этого используется баллон с углекислым газом, который подключается к аппарату с помощью шланга и входного штуцера. Если применять присадочный материал со специальным покрытием, образующим защитную среду, то можно обойтись и без баллона. Такой способ распространен среди мастеров.
Рисунок 2 — Полуавтомат из инвертора
Горелка заменяет привычный для сварщиков держатель электродов. Внешне она представляет собой пистолетную рукоятку с клавишей, обеспечивающей подачу проволоки.
Она продвигается по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Для качественной сварки полуавтомат из инвертора должен поддерживать на выходе постоянное напряжение, как у заводского оборудования.
Необходимые инструменты и материалы
Для создания полуавтомата из инвертора своими руками потребуется приготовить необходимые комплектующие и оборудование.
Перечень инструментов и материалов:
- Инвертор с силой тока на выходе от 150 А.
- Механизм подачи проволоки, который перемещает ее без рывков и замедлений.
- Газовая горелка для плавления ванны.
- Подающий шланг, который будет служить направляющим рукавом для движущейся к рабочей зоне проволоки.
- Газовый шланг, подающий защитный углекислый газ к месту сварки.
- Катушка с присадочной проволокой.
- Блок электроники для управления работой сварочного полуавтомата. Здесь настраиваются сила тока, напряжение и скорость работы.
- Схема сварочного полуавтомата.
Рисунок 3 — Схема сварочного полуавтомата
Большая часть компонентов используется без существенных изменений. Переделки потребует механизм подачи проволоки, чтобы процесс соответствовал скорости плавления. В устройстве нужно предусмотреть возможность регулировки, потому что скорость меняется в зависимости от вида свариваемых материалов, типа и диаметра проволоки.
Процесс переделки инвертора
В готовом инверторе сначала необходимо переделать входящий в него трансформатор. Он покрывается дополнительным слоем, состоящим из медной полосы и термобумаги.
Обычную медную проволоку использовать для сварочного трансформатора нельзя. При сварке она сильно перегревается и способна остановить работу всего сварочного полуавтомата.
Вторичная обмотка трансформатора тоже потребует вмешательства. Она закрывается в три слоя жестью, изолированной фторопластовой лентой. Концы нанесенной обмотки спаиваются. В результате манипуляции токопроводимость существенно возрастает.
Важный элемент – это вентилятор, который будет охлаждать аппарат, защищая от перегрева.
Рисунок 4 — Обмотка инвертора
Инвертор для ручной сварки легко превращается в источник питания для полуавтомата. Работоспособный прибор можно не разбирать, а все дополнительное оборудование поместить в отдельный корпус. В нем размещается свободно вращающаяся катушка со сварочным проводом и механизм протяжки. На боковую панель выводятся регулятор скорости перемещения проволоки и гнездо для подсоединения рукава.
Вполне подойдет старый корпус системного блока компьютера. Получается компактно и аккуратно.
Параметры тока могут регулироваться на инверторе, тогда и «плюсовая» клемма подключается к заготовке от него.
«Минусовый» контакт выводится из инвертора и заходит в новый корпус. Здесь его подсоединяют к клемме рукава. Важно, чтобы и сварочная проволока соединялась с этим потенциалом.
Газовый шланг, идущий от баллона к горелке, тоже крепится в корпусе. Если задействовать клапан от автомобильного стеклоочистителя, то появится регулировка подачи газа.
Приведенная компоновка проста в исполнении, а инвертор может одновременно использоваться для ручной дуговой сварки и как источник питания для самодельного полуавтомата.
Узел механизма подачи проволоки
Механизм подачи необходим для равномерного поступления электродной проволоки с нужной скоростью в зону сварки.
Расходный материал подбирают исходя из сорта металла и целей сварочных работ. Отличаться могут материал и размер. Поэтому устройство должно иметь регулировку, чтобы подстраиваться под разные виды проволоки и условия сварки. Ходовые диаметры проволоки: 0,8; 1; 1,2 и 1,6 мм.
Механизм протяжки проволоки приобретается в готовом виде в отделе электротехнических товаров или изготавливается из подручных средств. Для сборки потребуется двигатель от автомобильных «дворников» для стекол, три подшипника, прижимная пружина и ролик, устанавливаемый на валу электродвигателя. И еще пластины толщиной не менее 1 см подходящего размера, на которых крепятся подшипники.
Рисунок 5 — Схема регулятора оборотов электродвигателя
Комплектующие размещаются на пластине из текстолита толщиной не менее 5 мм. Проволока заводится между подшипником и роликом. Место выхода должно совпадать с креплением конца подающего шланга, в который она протягивается. Провод равномерно и тщательно наматывают на катушку, потому что от этого зависит качество будущего соединительного шва. Катушка устанавливается на самодельной опоре и фиксируется. В процессе работы провод будет разматываться и поступать на свариваемый стык. С помощью подающего механизма удается упростить и ускорить сварочные работы, сделать их производительнее.
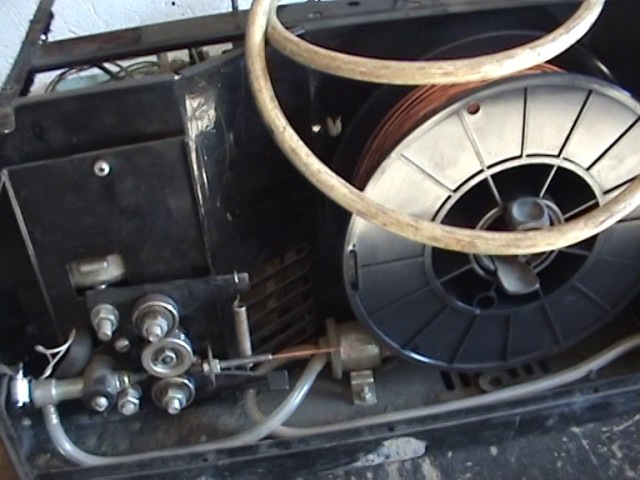
Рисунок 6 — Подающий механизм
Устройство узла горелки
Сварочная горелка – это рабочий инструмент сварщика для наложения шва в среде защитного газа. Служит она не более полугода и относится к расходным материалам.
Работают горелки по одному принципу, хотя и отличаются размерами, материалами, предельной температурой, мощностью и механизмом подачи газа.
Конструктивные элементы:
- основание с рукояткой;
- сопло;
- держатель;
- наконечник;
- изоляционная втулка.
Рисунок 7 — Устройство узла горелки
Сварка сопровождается перегревом элементов горелки. Больше всего страдает сопло и токоподводящий наконечник. От материала наконечника будет зависеть продолжительность работы. Широко применяется медь, а в более дорогих вариантах – вольфрам. Средний ресурс наконечника составляет 200 часов. Они изготавливаются быстросменными, потому что их приходится часто менять.
Для рукоятки используется термостойкий изоляционный материал, надежно защищающий сварщика от поражения электрическим током. На рукоятке горелки с помощью кнопки контролируется включение и выключение подачи расходника и защитного газа. От рукоятки отходит подающий рукав стандартной длиной 2,5–7 м. Выбор длины рукава зависит от типа выполняемых работ.
Не рекомендуется допускать излишков рукава, сложенных кольцами. От напряжения выходной катушки они сильно нагреваются, что может вызвать короткое замыкание.
Рисунок 8 — Устройство газовой горелки
На рынке представлен широкий выбор газовых горелок. Модели характеризуются следующими параметрами:
- ток нагрузки;
- способ охлаждения: воздушный или водяной;
- длина рукава;
- подключение штекером или евроразъемом;
- способ управления: универсальный, кнопочный или вентильный.
Горелка должна быть компактной и легкой. Для самодельного устройства достаточно штекерного разъема. Пластиковый корпус должен быть прочным и эргономичным. Горелку подбирают по параметрам тока, заниженным относительно полуавтомата.
Для поджига дуги необходимо, чтобы проволока выдвинулась за край горелки на 10–15 см.
Подача расходного материала включается нажатием клавиши на горелке, которая находится в руках у сварщика. Тумблер на корпусе открывает и закрывает подачу газа в зону сварки.
Управление и питание
Управление полуавтоматом выполняет микроконтроллер. Он также отвечает за преобразование и стабилизацию тока.
Электропитание к механизму протяжки проволоки и клапану, отключающему газ, подается напряжением 12 В. Для этого потребуется установить маленький трансформатор с выпрямителем. Коммутация между двигателем и клапаном происходит через промежуточное автореле на 12 В.
Сборка агрегата
Качественно сделать полуавтомат для сварки поможет инструкция по сборке. Работы осуществляются в следующей последовательности:
- Инвертор подключить к силовому и управляющему устройствам.
- Проволоку заправить в подающий механизм и проверить плавность движения.
- Установить необходимую скорость подачи проволоки.
- Горелку соединить с рукавом, который подключить к устройству подачи.
- Газовый баллон с редуктором и манометром соединить с горелкой.
- Включить инвертор и механизм подачи.
- Проверить поступление газа и проволоки. После подачи газа задержка движения проволоки должна быть 1–2 с. Она поступает уже в готовую защитную среду, иначе будет залипать.
При подготовке самодельного полуавтомата к первому пуску нужно позаботиться об охлаждении собранного сварочного полуавтомата, чтобы он не перегрелся. Для этого входные и выходные выпрямители, силовые ключи монтируют на радиаторах. На корпусе инвертора, где находится радиатор, то есть в самой нагреваемой зоне, рекомендуется установить термодатчик, который обесточит устройство при перегреве.
После этого силовую часть подключить к блоку управления, а затем включить полуавтомат в электросеть. Когда загорятся индикаторы сети, инвертор нужно протестировать. На выходе прибора измеряется ток, который не должен превышать 120 А. Если его величина меньше, то это означает, что по проводам к оборудованию поступает напряжение ниже 100 В. В этом случае меняют силу тока и контролируют напряжение, добиваясь желаемых параметров. При этом инвертор не должен перегреваться.
Под нагрузкой полуавтомат проверяют следующим образом. Сварочные провода соединяют с реостатом, рассчитанным на ток 60 А и сопротивлением не менее 0,5 Ом. Поступающий на горелку ток контролируют амперметром. Если сила тока отличается от нормы, изменяют величину сопротивления.
После включения собранного полуавтомата индикатор должен показать силу тока 120 А. Эта цифра подтверждает правильность проведения работ. Если высвечиваются восьмерки, то причина в недостаточном напряжении в подводящих проводах. Сварочные инверторы работают в диапазоне регулировки рабочего тока 20–160 А.
Контроль в процессе работы
Работоспособность и срок службы полуавтомата зависит от соблюдения температурного режима. Нормальной считается температура на радиаторах 75 °C. При перегреве, поломке или замыкании появляется звуковой сигнал. Электронный блок управления автоматически снизит рабочий ток до величины 20 А, звуковой сигнал сохранится до стабилизации ситуации. Ошибка в системе сопровождается кодом Err на индикаторе.
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.
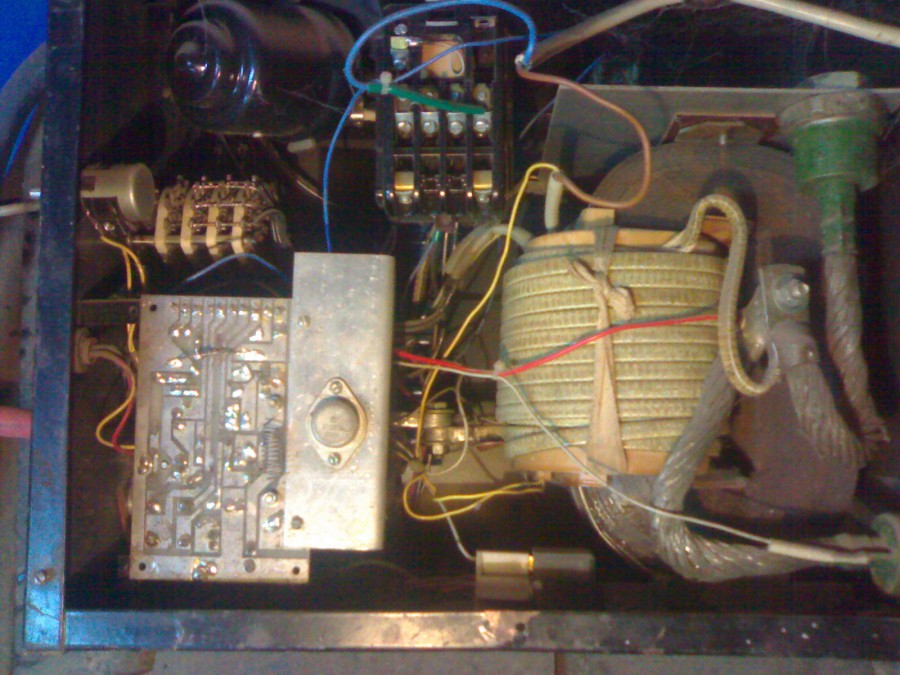
Рисунок 10 — Схема полуавтомата из сварочного трансформатора
Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций.
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.
Рисунок 11 — Блок преобразования тока
Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
Рисунок 13 — Схема сварочного устройства
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.
Рисунок 14 — Подающий механизм для проволоки
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Рисунок 15 — Чертеж с размерами корпуса
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Качественно сделанный своими руками полуавтомат будет долго и надежно служить своему хозяину, а если у вас есть опыт изготовления сварочного полуавтомата своими руками — обязательно делитесь им в комментариях к данной статье.
11 Полуавтоматическое сварочное оборудование и его применение
Сварщику необходимы базовые знания о сварочном оборудовании и его использовании, чтобы повысить производительность и избежать опасностей.
Вот некоторые из наиболее часто используемых для полуавтоматического сварочного оборудования:
1. СВАРОЧНЫЙ МАНИПУЛЯТОРУстройство, которое служит дополнительной рукой при сварке. Он используется для точного подъема и достижения мест во время сварочных работ.Он имеет регулируемую функцию и ремни безопасности, которые могут помочь вам безопасно перемещать заготовку в нужном вам направлении.
2. СВАРОЧНЫЙ РОТАТОРЭтот инструмент помогает при сварке цилиндрических сосудов. Он может вращаться и удерживать тяжелые цилиндрические металлы на месте.
3. СВАРОЧНЫЙ ПОЗИЦИОНЕРУстройство наклоняет и поворачивает металл на 360 градусов. Сварщик стоит в одном положении, работая на ровной поверхности. Это добавляет комфорта и предотвращает усталость из-за отсутствия движений во время работы.
4. СВАРОЧНЫЙ МАШИНАСварочные аппараты используются в качестве источника питания для сварки. Мощность напряжения, (переменный ток) переменный ток или (постоянный ток) постоянный ток и рабочий цикл — вот некоторые из факторов, которые следует учитывать.
Рабочий цикл — это время, в течение которого сварщик может проработать, прежде чем остынет. Более дешевые сварочные аппараты имеют более короткий рабочий цикл, в то время как более дорогие сварочные аппараты могут непрерывно работать до 100% рабочего цикла. Это предпочтительно для сварщиков, работающих с толстыми металлами.
5. ДЕРЖАТЕЛЬ ЭЛЕКТРОДАЭлектрододержатель вручную помогает электроду и проводит к нему ток. Размер часто соответствует длине кабеля, а затем соответствует выходной силе тока сварочного аппарата. Размеры варьируются от 150 до 500 Ампер.
6. СВАРОЧНЫЙ ЭЛЕКТРОДКабели необходимы для проведения тока, идущего от источника питания через электрододержатель, дугу, изделие, а затем обратно к источнику сварочного тока.Это кусок проволоки или прутка из металлического сплава, который может иметь покрытие, а может и не иметь его. Имеет два типа:
- Расходный электрод — структура электрода изменяется или расходуется при сварке. Он имеет различные функции, такие как предотвращение загрязнения и стабилизатор дуги.
- Неплавящийся электрод — этот электрод не плавится сразу во время процесса сварки, но его длина со временем уменьшается из-за окисления и испарения материала электрода во время сварки.
Сварочный пистолет или горелка подает электродную проволоку и защитный газ в сварочную ванну.
8. ЗАЩИТНЫЙ ГАЗЗащитный газ используется для получения чистого и бесшлакового шва. В зависимости от целей сварки можно выбирать из различных типов газа.
9. МОЛОТОК И ПРОВОЛОЧНАЯ ЩЕТКАЭти инструменты можно использовать для очистки поверхности, брызг расплавленного металла и удаления шлака.
10. СВАРОЧНЫЕ КЛЕЩИМожет использоваться для снятия контактного наконечника, горячего сопла или обрезки проволоки.
11. ЗАЩИТНЫЕ ШЕСТЕРНИИспользуйте защитные средства, такие как сварочные перчатки, сварочную обувь и сварочный фартук, чтобы защитить свое тело от шлака и ожогов. Также рекомендуется использовать сварочный шлем с автоматическим затемнением, чтобы предотвратить попадание разлетающихся искр или мусора в лицо, а также для защиты глаз от слепящего света во время сварочной операции.
Сварка трудоемка и сопряжена с некоторыми рисками. Знание основ и инвестиции в сварочное оборудование позволят вам упростить процесс сварки.
Наши сварочные манипуляторы не только обеспечивают неизменно высокое качество сварных швов, но и повышают безопасность сварщиков. Свяжитесь с Arcboss, чтобы узнать больше.
Почему я не могу выполнить сварку с помощью сварочного шва на моем аппарате MIG?
Q : У меня дома есть небольшой сварщик MIG. Я хочу использовать его для сварки штангой, но мне сказали, что я не могу.Почему это? В работе у нас есть несколько разных типов сварочных аппаратов. Почему некоторые из них могут использоваться только для сварки штучной сваркой, а некоторые — только для сварки проволокой, но есть другие машины, которые можно использовать для обеих? Я слышал термины CC и CV, но что они означают и почему они важны? Наконец, у нашей компании есть несколько чемоданов для подачи проволоки с переключателем «CV / CC» внутри них. Значит ли это, что их можно использовать с любым сварочным аппаратом?
A : Это отличные вопросы, которые, я уверен, задавали многие сварщики.С точки зрения конструкции и управления дугой существует два принципиально разных типа источников сварочного тока. К ним относятся источники питания, вырабатывающие на выходе постоянный ток (CC), и источники питания, которые производят постоянное выходное напряжение (CV). Многопроцессорные источники питания — это те, которые содержат дополнительные схемы и компоненты, которые позволяют им производить выход как CC, так и CV, в зависимости от выбранного режима.
Обратите внимание, что сварочная дуга является динамической, в которой ток (A) и напряжение (V) постоянно меняются.Источник питания отслеживает дугу и вносит изменения в миллисекунды, чтобы поддерживать стабильное состояние дуги. Термин «постоянный» относителен. Источник питания CC будет поддерживать ток на относительно постоянном уровне, несмотря на довольно большие изменения напряжения, в то время как источник питания CV будет поддерживать напряжение на относительно постоянном уровне, независимо от довольно больших изменений тока.
Рисунок 1 содержит графики типичных выходных кривых источников питания постоянного и постоянного тока.Обратите внимание, что в различных рабочих точках кривой выхода на каждом графике наблюдается относительно небольшое изменение одной переменной и довольно большие изменения другой переменной («Δ» (дельта) = разница).
Также следует отметить, что в данной статье рассматриваются только традиционные типы источников сварочного тока. При импульсной сварке с использованием многих новых источников питания с технологией управления формой волны вы действительно не можете рассматривать выход как строго CC или CV. Источники питания скорее отслеживают и изменяют напряжение и ток с чрезвычайно высокой скоростью (намного быстрее, чем источники питания с традиционной технологией), чтобы обеспечить очень стабильные условия дуговой сварки.
Прежде чем обсуждать вопрос о CC и CV, мы должны сначала понять эффекты как тока, так и напряжения при дуговой сварке. Ток влияет на скорость плавления или скорость расхода электрода, будь то стержневой электрод или проволочный электрод. Чем выше уровень тока, тем быстрее плавится электрод или тем выше скорость плавления, измеряемая в фунтах в час (фунт / час) или килограммах в час (кг / час). Чем ниже ток, тем ниже становится скорость плавления электрода.
Voltage управляет длиной сварочной дуги, а также шириной и объемом конуса дуги.По мере увеличения напряжения длина дуги становится больше (и конус дуги шире), а по мере ее уменьшения длина дуги становится короче (и конус дуги уже). На рисунке 2 показано влияние напряжения на дугу.
Используемый процесс сварки и связанный с ним уровень автоматизации определяют, какой тип сварочной мощности является наиболее стабильным и, следовательно, предпочтительным. Процессы дуговой сварки защищенного металла (SMAW; MMAW или Stick) и газо-вольфрамовой дуговой сварки (GTAW; также известного как TIG) обычно считаются ручными процессами.Это означает, что вы управляете всеми параметрами сварки вручную. Вы держите электрододержатель или горелку TIG в руке и вручную управляете углом перемещения, рабочим углом, скоростью перемещения, длиной дуги и скоростью подачи электрода в соединение. В процессах SMAW и GTAW (т. Е. Ручных процессах) CC является предпочтительным типом выхода от источника питания.
И наоборот, процесс газовой дуговой сварки (GMAW; также известный как MIG) и процесс дуговой сварки порошковой проволокой (FCAW; также известный как флюсовая сердцевина) обычно считаются полуавтоматическими процессами.Это означает, что вы по-прежнему держите сварочный пистолет в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения и расстояние от наконечника до рабочей поверхности (CTWD).
Однако скорость подачи электрода в соединение, известная как скорость подачи проволоки (WFS), автоматически регулируется устройством подачи проволоки с постоянной скоростью. Для процессов GMAW и FCAW (т.е. полуавтоматических процессов) предпочтительным выходом является CV.
Таблица 1 содержит сводную информацию о рекомендуемых типах выхода в зависимости от процесса сварки.
Для упрощения конструкции и снижения затрат на закупку источники сварочного тока обычно проектируются для использования только с одним или двумя типами сварочных процессов. С этой целью базовая машина для стержневой сварки будет иметь мощность только CC, так как она предназначена только для сварки стержнем. Аппарат TIG также будет иметь выход только CC, так как он предназначен только для сварки TIG и электродной сварки. И наоборот, базовая машина MIG будет иметь только выходное напряжение CV, поскольку она предназначена только для сварки MIG и сердечника из флюса.
Что касается вашего первого вопроса «Почему я не могу выполнять сварку с помощью сварочного шва на моем аппарате MIG», то ответ заключается в том, что ваш аппарат MIG имеет только выходное напряжение CV, что не предназначено или не рекомендуется для сварки штучной сваркой.И наоборот, вы, как правило, не можете выполнять сварку MIG на ручном станке с выходом CC, потому что это неправильный тип мощности для сварки MIG.
Как упоминалось ранее, существуют источники питания для многопроцессорной сварки, которые могут обеспечивать выход как CC, так и CV. Однако они, как правило, более сложные, имеют более высокую производительность, предназначены для промышленного применения и не имеют цены в базовом ценовом диапазоне сварочных аппаратов начального уровня. На рисунке 3 показаны примеры типичных сварочных аппаратов CC, CV и многопроцессорных сварочных аппаратов.
Вы можете создать сварочную дугу с помощью любого из сварочных процессов на выходе типа CC или CV (если вы можете настроить сварочное оборудование для этого). Однако, когда вы используете предпочтительный тип выхода для каждого соответствующего процесса, условия дуги очень стабильны. Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что поддерживать дугу невозможно.
Теперь давайте обсудим, почему эти последние утверждения верны.С помощью двух ручных процессов, SMAW и GTAW, вы контролируете все переменные вручную (вот почему они являются двумя процессами, требующими наибольшего количества навыков оператора). Вам необходимо, чтобы электрод плавился с постоянной скоростью, чтобы вы могли подавать его в соединение с постоянной скоростью. Для этого сварочная мощность должна поддерживать постоянный ток (т. Е. CC), чтобы результирующая скорость плавления была постоянной. Напряжение — менее контролируемая переменная.
При ручных процессах очень трудно постоянно поддерживать одну и ту же длину дуги, потому что вы также постоянно вводите электрод в соединение.Напряжение меняется в результате изменения длины дуги. С выходом CC ток — это ваша предварительная установка, регулирующая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
Если вы попытаетесь выполнить сварку методом SMAW, например, используя выход CV и ток, итоговая скорость плавления будет слишком сильно отличаться. Когда вы двигались вдоль стыка (пытаясь согласоваться со всеми другими параметрами сварки), электрод плавился бы быстрее, затем с меньшей скоростью, затем с большей скоростью и т. Д.Вам постоянно нужно было бы изменять скорость, с которой вы вводили электрод в соединение. Это невыполнимое условие, поэтому выход CV нежелателен.
Когда вы переключаетесь на полуавтоматический процесс, такой как GMAW или FCAW, что-то меняется. Хотя вы все еще управляете многими параметрами сварки вручную, электрод подается в соединение с постоянной скоростью (в зависимости от конкретной WFS, установленной на механизме подачи проволоки). Теперь вы хотите, чтобы длина дуги была одинаковой.Для этого сварочная мощность должна поддерживать напряжение на постоянном уровне (т. Е. CV), чтобы полученная длина дуги была постоянной.
Ток — менее контролируемая переменная. Он пропорционален WFS или является его результатом. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, а управляющие переменные и ток просто измеряются во время сварки.
Если вы попытаетесь выполнить сварку с использованием процессов GMAW или FCAW, используя выход CC, напряжение и результирующая длина дуги будут слишком сильно отличаться.При уменьшении напряжения длина дуги станет очень короткой, и электрод войдет в пластину. Затем при увеличении напряжения длина дуги станет очень большой, и электрод сгорит обратно к контактному наконечнику. Электрод будет постоянно вонзаться в пластину, затем гореть обратно к кончику, затем врезаться в пластину и т. Д. Это невыполнимое условие, что делает выход CC нежелательным.
В качестве примечания: также часто полностью автоматизируют процессы сварки GTAW, GMAW и FCAW.В случае полной автоматизации все переменные контролируются машиной и удерживаются под постоянным углом, расстоянием или скоростью. Следовательно, меньше изменений в условиях дуги. Однако предпочтительным типом вывода для автоматизированной GTAW по-прежнему является CC, тогда как CV предпочтительнее для автоматизированных GMAW и FCAW.
Пятый распространенный процесс дуговой сварки, дуговая сварка под флюсом (SAW; также называемая дуговой сваркой), также обычно является автоматизированным процессом. Для SAW обычно используется выход CC или CV. Определяющими факторами, определяющими, какой тип выхода является наилучший, обычно являются диаметр электрода, скорость перемещения и размер сварочной ванны.Для полуавтоматической резки SAW предпочтительным типом вывода является CV.
Ваш последний вопрос был о механизмах подачи проволоки в виде чемоданов (см. Пример в , рис. 4 ). Это оборудование, которое позволяет вам идти вразрез с основными правилами, описанными в этой статье. . . по мере. Они предназначены в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с традиционными механизмами подачи проволоки в заводских условиях.
Во-первых, провод заключен в жесткий пластиковый футляр для лучшей защиты и долговечности в полевых условиях.Во-вторых, им не требуется кабель управления для питания приводного двигателя, а скорее используется провод измерения напряжения от механизма подачи проволоки. Таким образом, подключение выполняется просто, для этого достаточно использовать имеющийся сварочный кабель источника питания (и добавить газовый шланг). В-третьих, они могут работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC / CV», с помощью которого вы выбираете тип выхода от источника питания.
Когда впервые появились эти механизмы подачи проволоки в виде чемоданов, теория заключалась в том, что они могут использоваться с большой существующей базой источников питания постоянного тока, уже имеющихся на местах (в первую очередь, сварочных аппаратов с приводом от двигателя), и, таким образом, теперь дают производителям GMAW и FCAW (я.е., сварка проволокой). Вместо того, чтобы покупать новый источник питания постоянного тока, им нужно было только получить механизм подачи проволоки.
Чтобы компенсировать колебания напряжения, которые возникают на выходе CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, чтобы помочь стабилизировать дугу. Обратите внимание, что в CC скорость подачи проволоки больше не постоянная, а, скорее, постоянно увеличивается и уменьшается в попытке сохранить постоянный ток на выходе).
Реальность сварки проволокой с выходом CC состоит в том, что она довольно хорошо работает с одними приложениями и плохо работает с другими. Относительно хорошая стабильность дуги достигается при использовании процесса наплавки флюсом в среде защитного газа (FCAW-G) и процесса GMAW в режиме струйной дуги или импульсной струйной дуги для переноса металла. Тем не менее, стабильность дуги все еще очень неустойчива и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме передачи металла при коротком замыкании.
Хотя напряжение зависит от выхода CC, процессы, которые обычно работают при более высоких напряжениях (т.е.например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная сварочная дуга MIG, менее чувствительны к колебаниям напряжения, возникающим на выходе CC. Поэтому стабильность дуги довольно хорошая. В то время как процессы, такие как короткое замыкание MIG и FCAW-S, которые обычно работают при более низких настройках напряжения (т. Е. 22 В или меньше), более чувствительны к колебаниям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой.
Другой фактор, связанный с электродами FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, большая длина дуги, по существу, могут привести к чрезмерному попаданию дуги в атмосферу.Это потенциально может привести к пористости сварного шва и / или резкому снижению ударной вязкости металла шва при низких температурах.
В заключение, выход CV ВСЕГДА рекомендуется для сварки проволокой. Поэтому при использовании этих механизмов подачи проволоки в виде чемоданов с источником питания с выходом CV используйте его вместо выхода CC. Наконец, несмотря на то, что выход CC может быть приемлемым для сварки FCAW-G общего назначения, а также для дуговой и импульсной сварки MIG со струйной дугой, он не рекомендуется для качественной работы.
Тип сварочных процессов (ручная, полуавтоматическая, машинная, автоматизированная, роботизированная сварка) — Общие технические знания
Определено в Американском национальном стандарте: стандартные термины и определения для сварки, AWS A3.0: 2001:
1. Ручная сварка (MMA, TIG…)
Сварка, при которой вся сварочная операция выполняется и контролируется вручную. Поскольку сварщик выполняет всю работу вручную, это требует больших физических усилий и может привести к травмам.
При ручной сварке, как «сварка горелкой, пистолетом или электрододержателем, удерживаемая и управляемая вручную», сварщик выполняет функцию сварки и постоянно контролирует сварочные операции вручную.
2. Полуавтоматическая сварка (FCAW, MIG, MAG…)
При полуавтоматической сварке, определяемой как «ручная сварка с помощью оборудования, которое автоматически контролирует один или несколько условий сварки», сварщик манипулирует сварочным пистолетом для создания сварного шва, в то время как электрод автоматически подается на дугу.
3. Машинная (механизированная) сварка
Сварка с помощью оборудования, требующего манипуляций со стороны оператора или регулировки в ответ на изменения условий сварки. Резак, пистолет или электрододержатель удерживается механическим устройством, а механическое устройство, которое удерживает пистолет, горелку или электрод, может быть роботом.
В механизированной сварке определяется как «сварка с использованием оборудования, которое требует ручной регулировки органов управления оборудованием в ответ на визуальное наблюдение за сваркой, с горелкой, пистолетом или электрододержателем, удерживаемым механическим устройством», вмешательство сварщика заключается в настройки органов управления оборудованием в ответ на визуальное наблюдение за операциями.
4. Автоматическая сварка (SAW…)
Сварка с использованием оборудования, которое требует только периодического наблюдения за сварным швом или его отсутствия, а также без ручной регулировки органов управления оборудованием. При этом типе сварки сварщик запускает машину и следит за дефектами или проблемами, которые требуют исправления.
В автоматизированной сварке определяется как «сварка с использованием оборудования, которое требует только периодического наблюдения за сварным швом или без него и без ручной регулировки органов управления оборудованием», участие сварщика ограничивается активацией аппарата для запуска цикла сварки и наблюдением сварка на прерывистой основе, если вообще.
5. Роботизированная сварка
Сварка выполняется и контролируется роботизированным оборудованием, которое не требует участия сварщика. Основная функция сварщика в роботизированной сварке — поддерживать контроль качества и устранять любые отклонения или проблемы.
Роботизированная сварка, , определяемая как «сварка, которая выполняется и управляется роботизированным оборудованием», не предполагает участия оператора сварки в выполнении сварки, поскольку сварочные операции выполняются и контролируются сварочными роботами.
В чем разница между механизированной, автоматизированной и роботизированной сваркой?
Определения каждого термина в соответствии с Британским стандартом BS 499: Часть 1: 1991 следующие:
Механизированная сварка — Сварка, при которой параметры сварки регулируются механически или электронно и могут быть изменены вручную во время сварки для поддержания требуемого положения при сварке.
Автоматическая сварка — Сварка, при которой контролируются все параметры сварки.Ручная регулировка может производиться между сварочными операциями, но не во время сварки.
Роботизированная сварка — Автоматическая сварка с использованием робота, который можно предварительно запрограммировать на различные пути сварки и геометрию изготовления.
Успешное применение механизированных / автоматизированных систем может дать ряд преимуществ. К ним относятся повышение производительности, стабильное качество сварки, прогнозируемая производительность сварки, снижение переменных затрат на сварку и снижение затрат на детали. Ограничения включают более высокие капитальные вложения, чем для ручного сварочного оборудования, потребность в более точном расположении и ориентации деталей, а также более сложных устройствах перемещения дуги и управления.Таким образом, производственные требования должны быть достаточно большими, чтобы оправдать затраты на оборудование и установку, техническое обслуживание оборудования и обучение операторов / программистов для автоматизированного / роботизированного оборудования.
Справочный документ:
+ TWI
+ AWS A3.0
+ BS 499
Нравится:
Нравится Загрузка …
СвязанныеАвтоматические сварочные аппараты по индивидуальному заказу — каждый вариант
Универсальный не всегда подходит для всех.Сварочная бригада Bancroft Engineering не понаслышке знает о преимуществах полностью индивидуализированного решения, изготавливаемого на заказ! Будь то полуавтоматическая или роботизированная сварочная система, которую вы ищете, автоматические сварочные аппараты Bancroft используют новейшие технологии для правильного выполнения работы.
Зная, что стандартизованное оборудование не всегда может дать тот же результат, что и индивидуальное решение, мы создали дополнительные опции и индивидуальные конфигурации для всего нашего оборудования, чтобы удовлетворить требованиям сегодняшней производственной среды.Читайте дальше, чтобы узнать больше обо всех наших вариантах настройки.
Полуавтоматические и полностью автоматизированные варианты
В зависимости от ваших требований к сварке предпочтительнее будет полуавтоматическая сварочная система или полностью роботизированный вариант.
С помощью полуавтоматической сварки оператор получает больше контроля. Оператор загрузит деталь и оценит процесс во время производства. Полуавтоматическая система будет вести деталь через процесс сварки, выравнивает деталь в соответствии со спецификациями и повторяет процесс.
С полностью автоматизированными сварочными аппаратами становится проще. Сварщик или автоматическое оборудование загружают деталь, а робот позаботится обо всем остальном.
Зачем автоматизировать сварочный процесс?Обеспечивает надежную согласованность и эффективность
Повышает скорость производства
Повышает качество сварного шва (меньше бракованных деталей)
Подходит для использования операторами любого уровня опыта
012
3 Токарные станки по индивидуальному заказуТокарные станки для сварки — один из самых универсальных способов сварки промышленных деталей.Семейство сварочных токарных станков Bancroft можно настроить для вертикальной, горизонтальной или наклонной ориентации привода. Также могут быть добавлены синхронизированные шпиндели и автоматизированные приспособления для повышения эффективности. Ознакомьтесь со всеми доступными конфигурациями, доступными для нашего аппарата для кольцевой сварки MIG 605 и модели сварочного токарного станка 1210 прямо здесь.
Роторные сварочные аппараты на заказ (Welda-rounds)
Bancroft Welda-rounds, обычно называемые круговыми сварочными аппаратами или роторными сварочными аппаратами , представляют собой надежные и компактные инструменты для сварки широкого спектра деталей.Наши сварочные патроны Welda могут быть сконструированы таким образом, чтобы предлагать как одну, так и несколько горелок, специальные конфигурации рамы, базы позиционеров с электроприводом, индивидуальные варианты инструментов и многое другое! Ознакомьтесь с нашей полной линейкой ротационных сварочных аппаратов Welda-Round прямо здесь!
Сварочные аппараты по индивидуальному заказу
Сварочные аппараты для линейных швов обеспечивают непрерывную сварку от конца до конца. Сварочные аппараты лучше всего использовать для сварки за один проход и полного проплавления таких деталей, как цилиндры, конусы, коробки и плоские металлические листы.Все сварочные аппараты Bancroft могут быть полностью настроены в соответствии с вашими потребностями с помощью устройств подачи MIG, TIG-холодной проволоки и AVC. Узнайте больше о наших надежных автоматических сварочных аппаратах здесь.
Максимизируйте свой процесс с помощью автоматических сварочных аппаратов по индивидуальному заказу
Если вы хотите оптимизировать процесс сварки за счет повышения эффективности и получения более прочного конечного продукта, Bancroft Engineering может вам в этом помочь! Наша команда инженеров-сварщиков имеет опыт проектирования полностью автоматизированных сварочных систем по индивидуальному заказу как для малых, так и для крупных предприятий.Готовы к обновлению? Позвоните нам сегодня по телефону 262-786-1880 или по электронной почте: [email protected]
Сервисная школа
Сертификационный учебный курс LASF (5 дней): Понедельник — пятница
Классные часы с 8:00 до 16:45 (если вы вылетаете из Кливленда, планируйте полет на 19:00 или позже). Все участники должны иметь практические знания в области теории электричества и компонентов. Класс открыт для всех, кто сдает предварительный тест.
Специалистам по ремонту будут показаны основы работы обычного сварочного аппарата. Класс начнется с базовой теории, а затем покажет, как эта теория применима к машинам, обычно обслуживаемым LASF. Машины в этом курсе будут включать трансформатор / выпрямитель и базовые машины инверторного типа, а также машины с приводом от двигателя и механизмы подачи проволоки. По окончании курса техник должен пройти тест по покрытому материалу.
Курс повторной сертификации LASF * (3 дня): Со вторника по четверг
Классные часы с 8:00 до 16:45 (если вы вылетаете из Кливленда, планируйте рейс на 19:00 или позже).Этот курс открыт только для сертифицированных технических специалистов LASF. Технические специалисты узнают о новых продуктах, выпускаемых Lincoln Electric. Мы обсудим теорию и ее применение к новым машинам. Для ознакомления технических специалистов с новыми продуктами будут проведены обширные практические испытания.
Технологический курс Power Wave ® * (3 дня): Со вторника по четверг
Классные часы с 8:00 до 16:45 (если вы вылетаете из Кливленда, планируйте рейс на 19:00 или позже).Этот курс открыт для сертифицированных технических специалистов LASF и клиентов. Пройдя этот курс, вы сможете сохранить свой сертификат. Рекомендуется иметь большой опыт работы в области электроники и электротехники. Участникам будет представлена теория сварочных систем Power Wave. Этот класс будет охватывать основы этих систем от ручных до полностью автоматических процессов. По завершении этого курса будет проведено обширное практическое тестирование. Коммуникационные кабели будут предоставлены участникам с ноутбуками.
Курс по технологиям, управляемым двигателями * (3 дня): Со вторника по четверг
Классные часы с 8:00 до 16:45 (если вы вылетаете из Кливленда, планируйте рейс на 19:00 или позже). Этот курс открыт только для сертифицированных технических специалистов LASF. Техническим специалистам будет представлена теория источников энергии Lincoln Electric с приводом от двигателя. Мы рассмотрим теорию генераторов постоянного тока, генераторов переменного тока и то, как мы используем эту технологию в наших машинах. Будет проведено несколько аудиторных занятий и обширное практическое тестирование.
* Количество классов для повторной сертификации LASF
7 Ошибки при сварке MIG и как их избежать
Сварка MIG предлагает множество преимуществ для производительности без ущерба для качества готового шва, но есть много факторов, которые могут помешать успешной сварке MIG.
Вы можете улучшить производительность и результаты ваших сварочных работ MIG — и сэкономить деньги за счет сокращения отходов расходных материалов — приняв меры, чтобы избежать типичных ошибок, связанных с горелкой MIG и расходными материалами.
Рассмотрите эти распространенные причины плохих характеристик при сварке MIG и узнайте, как их предотвратить, что положительно скажется на производительности и прибылях.
Избегание типичных ошибок помогает добиться наилучших результатов при сварке MIG. Также важно правильно обслуживать пистолет MIG и расходные материалы, включая контактный наконечник и гильзу.№ 1: Неправильная длина лайнера
Обрезка сварочного лайнера неправильной длины — распространенная проблема при сварке MIG. Во многих случаях дело в том, что лайнер обрезан слишком коротко.
Если лайнер имеет неправильную длину, это может вызвать плохую подачу проволоки, неустойчивую дугу и / или вибрацию проволоки. Для обычных лайнеров используйте калибр лайнера в качестве ориентира при обрезке и установке лайнера. Другой вариант — использовать расходную систему, предназначенную для безошибочной установки, которая исключает неправильную обрезку лайнера и не требует измерения. Сварочная гильза загружается через шейку горелки MIG и затем фиксируется на месте спереди и сзади горелки, при этом концентрически совмещаясь с контактным наконечником и силовым штифтом.После блокировки сварщик просто обрезает футеровку заподлицо с приводным штифтом. Помимо точной обрезки, за счет блокировки гильзы на обоих концах пистолета он не может расширяться или сжиматься. Результат — плавный путь подачи проволоки.
№ 2: перегретые расходные детали
Когда расходные детали пистолета MIG перегреваются, они могут быть источником многих проблем.
Выбирайте расходные детали с конической конструкцией, так как это помогает соединить токопроводящие части вместе, что приводит к меньшему электрическому сопротивлению, меньшему нагреву и увеличению срока службы.Чтобы предотвратить перегрев расходных материалов, используйте правильный вылет проволоки, помните о рабочем цикле пистолета и выберите правильное расстояние между контактным наконечником и рабочей поверхностью. Любые меры по охлаждению расходных материалов помогут ограничить количество вибрации в пистолете и уменьшить проблемы с выгоранием.
Хотя слишком длинный вылет проволоки нежелателен, имейте в виду, что слишком короткий вылет может привести к тому, что сопло и контактный наконечник окажутся слишком близко к сварочной ванне, что приведет к их перегреву. Это влияет на производительность, вызывая ожоги и заедание проволоки, а также может значительно сократить срок службы расходных деталей.
Также ищите расходные материалы с конической конструкцией, так как это помогает соединить токопроводящие детали вместе, что приводит к меньшему электрическому сопротивлению, меньшему нагреву и увеличению срока службы. В некоторых расходных материалах имеется контактный наконечник, который утоплен в газовом диффузоре, что помогает снизить перегрев. Эта конструкция также позволяет защитному газу, протекающему через пистолет, охлаждать хвостовую часть контактного наконечника для дополнительной защиты от перегрева.
№ 3: Плохое заземление
Сокращение срока службы контактного наконечника и других расходных деталей передней части также может быть результатом отсутствия твердого заземления при сварке MIG.
Без твердого заземления дуга может стать неустойчивой и, в конечном итоге, вызвать большее тепловыделение в передней части пистолета. Любая проблема, вызывающая большее количество тепла, также приведет к увеличению сопротивления и износу, что приведет к повреждению контактного наконечника и других расходных деталей передней части и, возможно, к снижению качества сварки.
Чтобы избежать этих проблем, прокладывайте заземляющий кабель как можно ближе к заготовке. Если возможно, зацепите заземляющий кабель за сварную конструкцию. Если это невозможно, прикрепите его к скамейке.Но помните: чем ближе он к дуге, тем лучше.
Ключевым шагом для предотвращения перегрева пистолета MIG является выбор правильного пистолета для применения. Помните о требованиях к работе и выберите пистолет с достаточным рабочим циклом и допустимой силой тока.№ 4: Неправильное напряжение или скорость подачи проволоки
Установка неправильного напряжения или неправильной скорости подачи проволоки также может вызвать неустойчивую дугу.
Установка слишком высокого напряжения может привести к слишком сильному нагреву рукоятки пистолета, что, в свою очередь, может в конечном итоге нанести ущерб контактному наконечнику.
Слишком высокая скорость подачи проволоки может вызвать скопление проволоки вместо ее плавления в сварочной ванне. Это также может вызвать ожог или гнездование птиц. Слишком низкая скорость подачи проволоки не подает сварочную ванну, поэтому проплавление не обеспечивает надлежащего проплавления для получения качественного сварного шва.
Всегда соблюдайте рекомендации производителя по правильному напряжению и скорости подачи проволоки для присадочного металла и толщины свариваемого основного материала.
№ 5: Плохая организация кабелей
Плохая организация кабелей питания может привести к проблемам с производительностью и повреждению кабеля.
Во избежание повреждений или других ошибок не тяните сварочный аппарат за кабель. Когда пистолет горячий, все податливее. Дергание или натягивание кабеля может растянуть кабель или гильзу и даже привести к отрыву кабелепровода от газового штифта, что может привести к проблемам с защитным газом.
Также важно дать пистолету остыть в плоском положении, а не накидывать или вешать кабель на кусок пластины или какой-либо другой предмет. Если горячий пистолет накинуть на что-либо или повесить на него, он может погнуть трубку.Когда пистолет и расходные материалы остынут, они могут деформироваться, что приведет к ограничению охвата защитным газом.
Позаботьтесь, чтобы пистолет был правильно разложен, чтобы дать ему остыть. Кроме того, не забудьте правильно хранить пистолет и кабель, когда они не используются, чтобы избежать повреждений, которые могут возникнуть, если кабель переедет вилочным погрузчиком или другим тяжелым оборудованием.
№ 6: Выбор неправильного пистолета
Ключевым шагом для предотвращения перегрева пистолета MIG является выбор правильного пистолета для конкретной области применения. Помните о требованиях к работе и выберите пистолет с достаточным рабочим циклом и допустимой силой тока.
Если приложение требует, чтобы вы выполняли сварку при 300 А в течение всего дня и вы выбрали пистолет на 200 А с рабочим циклом 30 или 40 процентов, этот пистолет не справится с этой задачей. Превышение рабочего цикла пистолета приводит к перегреву, а частое выполнение этого сокращает срок его службы.
В дополнение к выбору пистолета MIG, который имеет достаточно высокую номинальную силу тока и рабочий цикл для работы, вы также можете делать перерывы, чтобы дать пистолету и расходным материалам остыть, чтобы избежать перегрева пистолета.
Изменение защитного газа также может помочь снизить количество тепла, выделяемого во время сварки. Если вы используете защитный газ аргон, чем выше процентное содержание аргона, тем меньше охлаждает защитный газ. Однако имейте в виду, что во многих приложениях используется защитный газ аргон, поскольку он обеспечивает более чистый процесс с гораздо меньшим разбрызгиванием и сокращает время очистки. Таким образом, хотя уменьшение количества аргона может помочь процессу охладиться, есть и другие компромиссы, которые могут повлиять на производительность.
Использование неправильного типа ведущего ролика или установка неправильного натяжения ведущего ролика могут быть частыми причинами неустойчивой или плохой подачи проволоки при сварке MIG.Учтите размер и тип используемой проволоки и подберите ее к соответствующему ведущему ролику.№ 7: Проблемы с ведущим роликом
Использование неправильного типа ведущего ролика или установка неправильного натяжения ведущего ролика также могут быть распространенными ошибками, вызывающими неустойчивую или плохую подачу проволоки при сварке MIG. Учтите размер и тип используемой проволоки и подберите ее к соответствующему ведущему ролику.
Поскольку порошковая проволока более мягкая — из-за трубчатой конструкции и флюса внутри — для нее требуется приводной ролик с накаткой, зубцы которого могут захватывать проволоку и помогать ее проталкивать.Приводные ролики с накаткой обычно не следует использовать для сплошной проволоки, поскольку зубцы могут привести к отрыву стружки от проволоки, засорению гильзы и возникновению сопротивления при подаче проволоки. Вместо этого используйте приводные ролики с U-образной или V-образной канавкой со сплошной проволокой.
Установка правильного натяжения приводного ролика — еще один важный шаг. Без должного напряжения беспорядочное кормление может вызвать ожог или другие проблемы. Чтобы установить правильное натяжение приводных роликов, сначала отпустите ведущие ролики. Затем увеличивайте натяжение, подавая проволоку в руку в перчатке, пока натяжение не превысит проскальзывание проволоки на пол-оборота.Всегда держите пистолет как можно прямо, чтобы избежать перегиба кабеля, что может привести к плохой подаче проволоки.
Избегание типичных ошибок помогает добиться наилучших результатов при сварке MIG. Не менее важно правильно обслуживать пистолет MIG и расходные материалы, включая контактный наконечник, сопло и гильзу.
Каждый раз при замене расходных материалов проверяйте, чтобы отверстия для газа в сопле были чистыми, а седло, удерживающее контактный наконечник, не было заполнено брызгами или мусором. Засоренный контактный наконечник или сопло может вызвать перегрев пистолета и рукоятки.
Также часто проверяйте, что все соединения затянуты и насколько возможно концентричны. Сохранение горелки и кабеля как можно более прямыми во время сварки — и их плоская укладка для охлаждения — обеспечивает эффективную и эффективную горелку MIG.
Следуйте этим советам, чтобы свести к минимуму простои, повысить производительность и качество, а также сэкономить деньги на сварке MIG.
Плюсы и минусы автоматизированной сварки
Автоматическая сварка может обеспечить огромное повышение производительности и прибыльности производителей.
Успешное применение автоматизированных сварочных систем может дать огромные преимущества, в том числе:
- Повышенное качество и точность
- Меньшие затраты
- Повышенная повторяемость
- Уменьшенные расходные материалы
- Пониженная потребность в рабочей силе
- Повышенная безопасность
- Уменьшение брака и переделок
- Простота эксплуатации
Поскольку производители становятся все более и более сложными из-за роста затрат на рабочую силу, нехватки навыков и глобальной конкуренции, это преимущества, которые современный производитель просто не может позволить себе игнорировать.Самые новаторские производители в настоящее время применяют автоматизацию сварки в обычном порядке.
Что такое технологии автоматизации сварки?
Технология автоматизации сварки »- это общий термин, используемый для описания широкого спектра устройств — некоторых простых, а некоторых очень сложных — предназначенных для автоматизации повторяющихся сварочных задач, повышения точности сварки, повышения качества сварки, повышения повторяемости и повышения квалификации сварщиков.
Опытный сварщик инстинктивно и за доли секунды принимает решения относительно скорости движения, угла горелки, колебаний, подводимого тепла, напряжения и подачи проволоки.Сварка — это не бинарный процесс. По самой своей природе сварка — это многопараметрическая задача, которую необходимо решать в режиме реального времени. Люди доказали, что в этом нет ничего лучше, однако высокая стоимость квалифицированных сварщиков вызвала огромный интерес и привела к прогрессу в технологиях автоматизации сварки , начиная от робототехники и заканчивая адаптивным отслеживанием шва.
Значительное повышение производительности при использовании правильных приложений
Хотя соединение металлов концептуально просто, сварка превратилась в один из самых сложных производственных процессов.
Компании, не знающие о достижениях в области автоматизации сварки, нередко тратят сотни тысяч (а в некоторых случаях и миллионы) долларов на подъемно-транспортное оборудование и автоматизацию сборки, не обращая внимания на возможность значительного снижения затрат, повышения производительности и качества усовершенствования за счет объединения революционных новых сварочных процессов, таких как K-TIG и Friction Stir, с современным оборудованием для автоматизации сварки.
Стоимость такого оборудования обычно несущественна по сравнению с порядком экономии затрат, которая может быть достигнута в подходящих производственных приложениях или значительных проектах.
Ручная сварка имеет свое место
Превосходное качество может быть достигнуто квалифицированным сварщиком вручную, а для некоторых применений вы просто не можете превзойти ручную ручную сварку.
Сварочная механизация и автоматизация поддаются производству, где повторяемость является ключевым моментом. Крупные инвестиции в сложные технологии автоматизации сварки вряд ли будут иметь смысл для мастерских, занимающихся небольшими объемами уникальных проектов. При этом даже производственные предприятия, в которых работает один человек, могут получить значительную выгоду от базовой механизации сварки, такой как вращатели, позиционеры, закаточные машины, сварочные тележки в сочетании с высокопроизводительным процессом сварки.
Полностью или полуавтоматическая автоматизация?
Автоматическая сварка делится на две основные категории: полуавтоматическая сварка и полностью автоматическая сварка.
Сварочный полуавтоматПри полуавтоматической сварке оператор вручную загружает и настраивает заготовки. Затем промышленная система управления контролирует горелку, движения деталей и параметры сварки (предварительно установленные или регулируемые динамически с помощью датчиков), которые выполняют сварку.По завершении сварки оператор должен удалить свариваемый компонент и подготовиться к следующему сварному шву. Полуавтоматическая сварка на сегодняшний день является наиболее распространенной категорией автоматизации сварки и предназначена для увеличения, а не для полной замены квалифицированных операторов.
Сварочный автоматПолностью автоматическая сварка включает установку или серию машин (обычно роботов), которые загружают заготовку, перемещают деталь или горелку в нужное положение, выполняют сварку, контролируют качество соединения и выгружают готовое изделие, а также могут включать пост -проверка качества сварки.Производители, занимающиеся производством больших объемов прецизионных компонентов, могут добиться значительного увеличения производительности за счет полностью автоматической сварки.
Какие сварочные приложения лучше всего подходят для автоматизации?Сварочные аппараты, которые больше всего выигрывают от автоматизации, имеют одну или несколько из следующих характеристик:
- Требуется высокая производительность
- Качество и повторяемость имеют решающее значение
- Точность сварки очень важна
- Детали идентичны
- Детали имеют значительную стоимость
- Сварочный ремонт сложно или дорого
- Необходимо снизить затраты на сварку
- Расходные материалы необходимо уменьшить
- Работа дорогая и / или труднодоступная
- Сварщики вручную могут быть в опасности
- Доля брака и переделки недопустимо высока
- Площадь цеха ограничена
Производство сосудов под давлением и резервуаров, в частности резервуаров из высококачественных нержавеющих и коррозионно-стойких материалов, является примерами применений, которые обладают почти всеми этими характеристиками и идеально подходят для полуавтоматической автоматизации сварки.
Целостность и повторяемость сварного шва
Качество сварки определяется двумя основными факторами: целостностью и повторяемостью сварного шва.
Целостность сварного шваСистемы автоматизации сварки помогают обеспечить целостность сварного шва за счет использования промышленных контроллеров процесса сварки. Комбинируя механизированное перемещение горелки или детали (для обеспечения постоянной скорости движения, что обычно является критическим параметром сварки) с предварительно заданными или динамически регулируемыми током, напряжением, длиной дуги, рисунком переплетения, импульсным режимом и подачей проволоки, можно выполнять сложные сварочные операции. более высокий стандарт, чем это возможно при ручной сварке.Контроль качества может быть встроен в автоматизированную процедуру сварки и обеспечиваться во время сварки, а не полагаться на постсварочный контроль.
Повторяемость сварного шва Системы автоматизации сварки помогают обеспечить повторяемость сварных швов за счет высокой степени точности процесса, а в случае адаптивной сварки (см. Top 20 Welding Automation Technologies ) — возможности регулировать параметры сварки в реальном времени в ответ на изменения условия подгонки или сварки.При использовании адаптивной сварки параметры обычно могут изменяться только в заданном диапазоне, чтобы обеспечить полное соответствие процедуре сварки. Повышенная производительностьПолуавтоматические и полностью автоматические сварочные системы могут значительно увеличить производительность за счет уменьшения или устранения зависимости от людей. При использовании систем автоматизации сварки максимальная скорость производства не ограничивается человеческой выносливостью, концентрацией или часами работы.
Наиболее частично или полностью автоматизированные сварочные системы могут значительно опередить квалифицированного сварщика-ручного сварщика.
Превосходное качество сваркиАвтоматизация скорости перемещения, тока и других ключевых переменных снижает вероятность ошибки человека в процессе сварки. Как правило, автоматическая сварка запускается только тогда, когда все предварительно определенные требования удовлетворены, либо посредством предварительного контроля сварного шва, предварительного сканирования сварного шва или адаптивного измерения сварного шва в реальном времени.
Ручная сварка требует высокой степени концентрации в течение длительного периода времени, что неизбежно приводит к усталости сварщика и увеличивает вероятность возникновения дефектов.В некоторых случаях, особенно при работе с дорогостоящими деталями, только экономия на списанных деталях и материалах может оправдать покупку автоматизированной системы сварки.
Повышенная консистенция сварного шваВысокоавтоматизированные сварочные камеры могут выполнять одну и ту же сварочную операцию многократно в течение очень продолжительных периодов времени. Действительно, если предположить, что условия сварки в высшей степени согласованы, хорошо запрограммированная автоматизированная система сварки будет обеспечивать стабильное качество сварки практически на неопределенный срок.
Автоматизация сварки позволяет в гораздо большей степени соблюдать процедуры сварки и стандарты обеспечения качества, а также может значительно снизить частоту таких процессов доработки, как шлифование, механическая обработка и повторная сварка.
Снижение затрат на рабочую силу
Высокоавтоматизированные сварочные камеры могут выполнять одну и ту же сварочную операцию многократно в течение очень продолжительных периодов времени. Действительно, если предположить, что условия сварки в высшей степени согласованы, хорошо запрограммированная автоматизированная система сварки будет обеспечивать стабильное качество сварки практически на неопределенный срок.
Автоматизация сварки позволяет в гораздо большей степени соблюдать процедуры сварки и стандарты обеспечения качества, а также может значительно снизить частоту таких процессов доработки, как шлифование, механическая обработка и повторная сварка.
Сниженные затраты на рабочую силуПолное использование людей, выполняющих ручную сварку, может значительно увеличить затраты производителя на рабочую силу. Производители должны учитывать не только время, которое сварщики тратят на изготовление детали, но и их перерывы, часы работы, сверхурочную работу, ежегодный отпуск, отпуск по болезни, травмы с потерей рабочего времени, текучесть кадров, время обучения, ежедневные отвлекающие факторы и множество других факторы, влияющие на личную производительность и, следовательно, на стоимость рабочей силы.
Многие производители вынуждены работать сверхурочно со сварщиками-ручными сварщиками или нанимать дополнительную рабочую силу по контракту, чтобы удовлетворить спрос. Это может иметь серьезные и негативные последствия для производственных затрат. Если продукты не могут быть доставлены требовательному конечному потребителю, могут быть применены штрафные санкции, и отношения с покупателем могут быть поставлены под угрозу. Компании с относительно высокой зависимостью от автоматизированной сварки и относительно низкой зависимостью от ручной сварки в значительной степени защищены от этих воздействий.
В общих чертах, полуавтоматическая сварочная система будет обеспечивать как минимум в 2 раза производительность квалифицированного сварщика, в то время как полностью автоматическая система с несколькими позиционерами и возможностью загрузки и выгрузки деталей может обеспечить производительность до 8 раз больше, чем у квалифицированного руководства. сварщик.
Пониженная рабочая силаНаличие квалифицированной рабочей силы для ручной сварки является серьезной проблемой во многих регионах. Во многих западных странах средний возраст сварщиков быстро растет, поскольку все меньше и меньше молодых людей выбирают ручную сварку в качестве профессии.
Для примера, средний возраст 360 000 сварщиков в США сейчас превышает 55 лет и продолжает расти. Согласно статистике Американского общества сварщиков (AWS), менее 20% людей моложе 35 лет. Только в США к 2020 году будет дефицит в 290 000 квалифицированных сварщиков из-за продолжающегося убытия и роста спроса со стороны бурильщиков природного газа, производителей стали, автомобилестроения и других секторов. Эта ситуация отражается в Европе, Канаде, Австралии и других странах с развитой экономикой.
Критически важно, что для эксплуатации оборудования автоматизации сварки требуются только обычные операторы, которые гораздо более доступны и значительно более доступны по цене, чем квалифицированные сварщики.
Экономическая эффективностьХотя первоначальные капитальные затраты на некоторые системы автоматизации сварки более высокого уровня могут быть значительными, окупаемость и окупаемость инвестиций могут быть очень быстрыми в результате значительного повышения производительности, производительности, снижения затрат на рабочую силу, повышения качества и точности, сокращения отходов и переделок. , уменьшение очистки и другие факторы.
Производители, внедряющие системы автоматизации сварки, могут либо уменьшить размер своей рабочей силы, либо назначить своих высококвалифицированных сварщиков для выполнения критически важных ручных операций, а менее квалифицированных и низкооплачиваемых операторов поручить надзор за автоматизированными сварочными операциями.
Повышенная безопасностьДля многих сварочных работ безопасность работников может быть значительно повышена за счет автоматизации сварочных процессов. Многие сварочные работы, такие как сварка в ограниченном пространстве, опасны.Почти все сварочные работы могут нанести вред токсичным сварочным дымом и вспышкой дуги. Такие приложения можно автоматизировать и в значительной степени исключить необходимость участия человека. Автоматизированные сварочные системы могут значительно снизить как вероятность получения травм с потерей рабочего времени в краткосрочной перспективе, так и негативно повлиять на общее состояние здоровья сварщика в долгосрочной перспективе.
Высокоавтоматизированные роботизированные сварочные ячейки сами по себе представляют потенциальную опасность. Однако это в значительной степени смягчается использованием нескольких устройств безопасности, таких как лазерные завесы, закрытые сварочные ячейки и наличие многочисленных кнопок аварийного останова в пределах легкой досягаемости операторов и руководителей.
Круглосуточная работаАвтоматизированные сварочные станции не нуждаются в дымках. Время, необходимое для выполнения планового обслуживания большинства систем автоматизации сварки, составляет лишь небольшую часть общего времени, связанного с периодами отдыха, необходимыми для сварщиков, выполняющих ручную сварку.
Высокоавтоматизированные (обычно роботизированные) сварочные процессы, которые включают в себя возможности обработки материалов, могут работать непрерывно намного дольше, чем ручные сварочные аппараты, в том числе в течение 24 часов и более.Время и ресурсы, связанные со сложным расписанием сотрудников, могут быть значительно сокращены.
ТочностьАвтоматизация сварочных процессов может значительно улучшить точность сборки и геометрии стыков, а также точность и точность самого сварного шва. Идентичная подгонка в сочетании с идентичными параметрами сварки приводит к идентичным высококачественным сварным швам.