Сварка элементов автомобиля своими руками: кузова, днища, двигателя
Сварка кузова автомобиля
Кузов – это главная составляющая любого автомобиля, требующая тщательного ухода, своевременной проверки и ремонта, одним из видов которого является его электросварка своими руками. В гаражных условиях сварка кузова автомобиля своими руками вполне выполнима при наличии углекислотного полуавтомата, способного варить проволокой. Он позволяет сваривать листы от 0,8 до 6 миллиметров. С помощью полуавтомата можно заделать заплатами любые прорехи, приваривать новые детали (лонжероны, пороги, крылья), выправить вмятины.
Cварка автомобиля сделанная своими руками
Двуокись углерода под давлением подается в зону сварки, при этом вытесняя обычный воздух, тем самым защищая металл от излишнего окисления. Это позволяет сохранить металлические частички в большем объеме, поэтому он не сгорает, а только плавится.
Если же двуокись углерода заменить аргоном, то можно варить даже цветные металлы – нержавейку, алюминий или сплавы других металлов. При этом важно использовать такую же присадочную проволоку из того же металла – из алюминия или нержавейки.
При этом важно использовать такую же присадочную проволоку из того же металла – из алюминия или нержавейки.
Подготовка металла к сварке
Электросварщиком ручной дуговой сварки, перед началом работ обязательно должна быть проведена подготовка металла под сварку. Места кузова и кузовные детали, подлежащие сварке, тщательно должны быть очищены от краски, ржавчины, масла и других загрязнений. Преимущество полуавтоматической сварки заключается в механизированной подаче плавящегося электрода, высокой скорости сварки тонких листов металла, снижении зоны теплового влияния на свариваемые детали, что приводит к повышению качества шва как внешне, так и по механическим свойствам, снижению расхода материалов и деформации металла.
В зависимости от доступности соединяемых деталей, их назначения в конструкции кузова, конструктивного расположения узла и толщины соединяемых деталей, сварку автомобиля своими руками можно выполнять прерывистым или сплошным швом. Прерывистый шов можно применять на тонколистовом металле при наличии широкого зазора между соединяемыми деталями, что требуется для предотвращения опасности прожога. Сварку сплошным швом выполняют при соединении деталей встык.
Прерывистый шов можно применять на тонколистовом металле при наличии широкого зазора между соединяемыми деталями, что требуется для предотвращения опасности прожога. Сварку сплошным швом выполняют при соединении деталей встык.
Уменьшения передачи тепла металлу можно добиться периодической подачей тока и сварочной проволоки. Соотношение между временем выполнения сварки и перерывом подбирается в зависимости толщины соединяемых деталей и величины зазора между ними. Во время перерыва происходит охлаждение сварочной ванны, устраняя тем самым возможность прожога.
Своими руками дуговая сварка кузова осуществляется следующим образом:
1. Перед тем, как пользоваться электросваркой, необходимо проверить сеть на нагрузочную способность, другими словами, вам надо быть уверенными в том, что ваша проводка выдержит нагрузку сварочного аппарата. Лишь только после этого вы можете начинать подготовку к сварке.
2. “Зарядите” полуавтомат сварочной проволокой. Это можно сделать так: снимите сначала газовое сопло сварочной горелки, потом с помощью ключа отвинтите ее медный наконечник, затем отведите прижимной ролик с проволокой и установите требуемую полярность тока. При сварке флюсовой проволокой надо плюс установить на зажиме, а минус на горелке. В случае использования обычной проволоки, полярность надо будет поменять – плюс на горелке, а минус – на зажиме.
При сварке флюсовой проволокой надо плюс установить на зажиме, а минус на горелке. В случае использования обычной проволоки, полярность надо будет поменять – плюс на горелке, а минус – на зажиме.
После этого требуется вручную завести конец проволоки на 10 – 20 см в подающий канал и подвести прижимной ролик, удерживая проволоку от осыпания. Обязательно проверьте, что проволока попала в ложбинку на ведущем ролике.
После выполнения всех этих действий можно будет подключить полуавтомат к сети и нажать клавишу на ручке сварочной горелки. Сначала произойдет подача газа, а затем включится подача сварочной проволоки и тока. Затем надо выбрать и надеть на проволоку требуемый медный наконечник, закрутить его и установить газовое сопло.
При сварочных работах в кузове обычно провариваются все части, кроме передней, так как нагрузка на нее является минимальной. Исключение составляют транспортные средства, в которых на переднюю подвеску делается больший упор, а именно – место крепления передних “лап” к поперечной балке надо хорошо проварить. Проваривать пол можно с обеих сторон, только при этом не забудьте обработать специальным грунтом сварные швы, это очень важно. Переднюю часть автомобиля, то есть крылья и капот обычно не проваривают, но тщательную обработку швов поддона, стоек и задней части требуется провести обязательно.
Исключение составляют транспортные средства, в которых на переднюю подвеску делается больший упор, а именно – место крепления передних “лап” к поперечной балке надо хорошо проварить. Проваривать пол можно с обеих сторон, только при этом не забудьте обработать специальным грунтом сварные швы, это очень важно. Переднюю часть автомобиля, то есть крылья и капот обычно не проваривают, но тщательную обработку швов поддона, стоек и задней части требуется провести обязательно.
Сварка авто своими руками – ремонт днища
Одним из видов кузовного ремонта является также сварка днища автомобиля своими руками, обычно проводимая при необходимости восстановления целостности поврежденных элементов. Берясь за проведение сварочных работ днища кузова, следует учитывать, что кроме ровных и достаточно четких швов в месте, необходимо еще тщательное соблюдение температурного режима, который способствует сохранению определенной структуры шва и нейтрализует возможное вредное для металла днища воздействие сварочного аппарата, расположенного рядом с местом ремонта.
Выбирая металл для изготовления заплаты для днища, необходимо помнить, что чересчур тонкий лист будет ненадежным, а слишком толстый материал может относительно плохо поддаваться обработке. Как правило, для проведения ремонта днища автомобиля следует использовать металл толщиной от 1,5 до 2 мм. Резка металла электросваркой должна выполняться с соблюдением оптимальных режимов, для того чтобы избежать ухудшения технологических качеств материала.
Сварку днища лучше выполнять вдвоем. Дело в том, что слой металла должен располагаться равномерно, а одному работающему проконтролировать это почти невозможно, так как высока вероятность некачественной сварки. После сварки края латки надо обточить и обработать грунтом или эпоксидной смолой для обеспечения герметичности и надежной защиты места стыка.
В процессе эксплуатации существует вероятность деформирования днища. Вмятины на нем не портят внешнего вида автомобиля, однако именно там больше всего скапливается грязи и образуется коррозия. Самым простым способом избавления от вмятин является простукивание днища киянкой. Это следует делать равномерно, начиная от середины деформированного участка с постепенным плавным переходом на его краям.
Вмятины на нем не портят внешнего вида автомобиля, однако именно там больше всего скапливается грязи и образуется коррозия. Самым простым способом избавления от вмятин является простукивание днища киянкой. Это следует делать равномерно, начиная от середины деформированного участка с постепенным плавным переходом на его краям.
Ремонт днища автомобиля, как и его техническое обслуживание, предполагают соблюдения техники безопасности, в силу того, что большинство материалов, использующихся при выполнении работ, в той или иной мере огнеопасны. Ремонт днища и стоимость электросварки своими силами конечно обойдутся намного дешевле, но если у вас возникают вопросы, как научиться правильно варить электросваркой, а также сомнения в своих способностях, то лучше будет обратиться к специалистам по кузовному ремонту.
Основы дуговой сварки при ремонте элементов двигателя
Полуавтомат также является наиболее подходящим сварочным аппаратом для бытовой электросварки элементов двигателя, но только с обязательным использованием аргона. С помощью аргонной сварки вполне реально варить практически все используемые в автомобильном двигателе металлы: чугун, нержавейку, алюминий или обыкновенную сталь. Список деталей двигателя, которые можно отремонтировать с помощью сварки представлен ниже:
С помощью аргонной сварки вполне реально варить практически все используемые в автомобильном двигателе металлы: чугун, нержавейку, алюминий или обыкновенную сталь. Список деталей двигателя, которые можно отремонтировать с помощью сварки представлен ниже:
- Блоки цилиндров.
- Направляющие втулки клапанов.
- Головки блока цилиндров.
- Впускные клапаны.
- Коллекторы впускные и выпускные.
- Крышки и колпачки для камер регулировки момента зажигания.
- Насосы водяные и масляные.
- Поршни и поршневые пальцы.
- Седла и вкладыши клапанов.
- Трубопроводы и многое другое.
Сварка глушителя автомобиля
Сварочный полуавтомат с успехом применяется и для ремонта глушителя. Чтобы заварить пробитый или прогнивший глушитель автомобиля рекомендуются следующие действия:
- Вырезать лист металла требуемых размеров и наложить его на место повреждения.
- Зачистить наждачной бумагой края места повреждения и накладываемого ремонтного материала.

- Накладывать заплатку необходимо на самые толстые места глушителя – это делается, чтобы его не прожечь.
- Выбрать электроды диаметром два мм и настроить под них ток сварочного аппарата.
- Перед выполнением сварочных работ следует обязательно отсоединить выводы аккумулятора.
- Выполнять сварку нужно с отрывом сварочной дуги, ведя электрод с толстого металла (заплатки) на тонкий (материал глушителя).
- Полученный в результате сварочный шов, следует отбить молотком от шлаков и визуально проверить на наличие/отсутствие в нем пор. Если их нет, то все в порядке и глушитель можно продолжать эксплуатировать. Если же поры есть – нужно их проварить и поверх первого наложить еще один шов.

Принцип работы и теория электросварки полуавтоматом:
Если после наших советов, вы так и не решились к самостоятельной работе, рекомендуем вам посмотреть видео материал по теме, уроки электросварки для начинающих.
как собрать аппарат своими руками
Необходимость осуществления сварочных работ при кузовном ремонте не вызывает сомнений. И чтобы процесс этот не отнимал время, а также позволял устранить многие проблемы своими руками, важно подобрать соответствующее оборудование.
И чтобы процесс этот не отнимал время, а также позволял устранить многие проблемы своими руками, важно подобрать соответствующее оборудование.
Ремонт кузова не мыслим без контактной сварки
Сварочный процесс при ремонте кузова
Абсолютное большинство работ при ремонте кузова автомобиля может произведено посредством контактной сварки. Этот вид, являясь довольно-таки специфическим, применяется преимущественно по причине своей простоты, отсутствия расходных материалов и высокого уровня производительности.
Подробнее о контактной сварке
Согласно техническому определению данная разновидность сварочных работ представляет собой процесс, в ходе которого образуется неразъемное соединение. Такое соединение есть следствие нагрева металла посредством проходящего электрического тока, а также пластический деформации самой зоны соединения (последнее происходит в результате сжатия).
Существует несколько способов осуществления контактной сварки своими руками, включая и точечный. Такая схема предполагает соединение деталей по отдельным участкам, которые и называются точками.
Такая схема предполагает соединение деталей по отдельным участкам, которые и называются точками.
Для получения сварной точки свариваемые детали (предварительно тщательно зачищенные) собираются внахлестку, сжимаются с определенным усилием, после чего через место их контакта пропускается токовый импульс. На границе контакта свариваемых деталей машина образует место расплава, именуемое ядром точки. Когда течение тока будет завершено, это ядро закристаллизуется и образует весьма прочное соединение.
Высверливание перед соединением деталей
Существует ряд факторов, способных оказать влияние на качество, т.е. прочность точки и ее размер:
- Речь идет о таком параметре, как усилие сжатия;
- Определенную роль играет и показатель величины сварочного тока, который выдает машина;
- Важна также длительность токового импульса;
- Наконец, имеет значение диаметр контактной поверхности электродов.
Применяемые аппараты
Контактная сварка своими руками при кузовных работах осуществляется при помощи соответствующих сварочных аппаратов.
Получается, что любой аппарат основан на принципе нагревания места сваривания током с одновременным воздействием давления.
Может быть использована стационарная машина, а также машина подвесная либо мобильная (для ручной работы). Каждый такой аппарат, в свою очередь, делится на определенные разновидности с учетом способа сварки.
Схема каждого аппарата предполагает наличие ряда частей: электрической, механической, гидросистемы, пневмосистемы (или же системы водяного охлаждения).
Аппарат для контактной сварки вполне может быть сконструирован своими руками, о чем мы и предлагаем поговорить подробнее.
Образец заводского шва
Самостоятельная сборка аппарата
Аппарат для осуществления контактной сварки состоит из двух узлов:
- Сварочный выносной пистолет;
- Блок питания.

Порядок ручной сборки хорошо демонстрируют многочисленные видео. Процесс изготовления пистолета начинается с того, что следует создать переходник и электроды. Для этого берется текстолитовый лист и из него вырезаются накладки (габариты определяются под собственную руку). Затем нужно просверлить каналы в ламподержателе для проводов. Эти провода будут вести к лампе подсветки.
К готовым накладкам крепится при помощи винтов и двух держателей микропереключатель. Из полосы оргстекла можно изогнуть распорные планки, учитывая при этом их расположение на накладках. Не следует забывать и о размещении проходящего через рукоятку сварочного кабеля.
Конец такого кабеля опаивается, потом вставляется в отверстие переходника и фиксируется винтом. Острые кромки накладок рекомендуется притупить. Важно обмотать рукоятку изоляционной лентой. Готовый вариант, опять же, отлично рассматривается на видео.
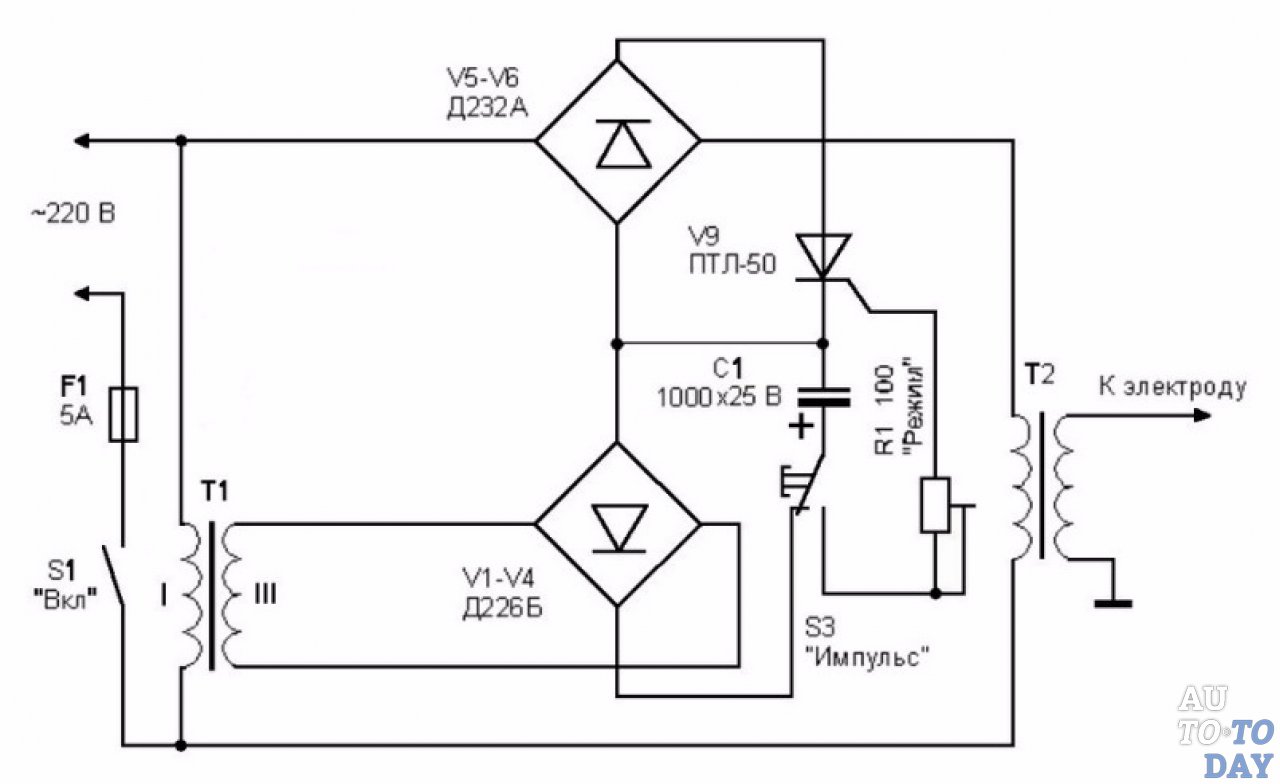
Что касается блока питания, то он собирается из реле на сварочном трансформаторе и на тиристоре.
К сети первичная обмотка трансформатора подключается посредством диодного моста и включенного в его диагональ тиристора. При этом необходим и вспомогательный трансформатор для обеспечения управления тиристоров и лампой подсветки.
То есть самодельная контактная сварка вполне возможна. После окончания сборки сварочная машина должна быть протестирована. Готовый аппарат (как он выглядит, показывают видео) позволит выполнять многие работы.
Таким образом, при сборке своими руками соответствующего аппарата контактной сварки необходимо запастись вышеуказанными элементами для пистолета, а также для трансформатора. Поскольку именно трансформатор влияет на то, каким будет в итоге аппарат по размерам, именно с него и рекомендуется начать процесс сборки.
Сварка кузова автомобиля своими руками
Всем хорошо известно — кузов главный элемент каждого автомобиля, требующий тщательного специального ухода, своевременной диагностики и ремонта. Сварка один из его видов. Многие автолюбители делают такой ремонт в своем гараже самостоятельно. Сварка кузова автомобиля своими руками возможна при наличии специального оборудования.
Сварочный аппарат для ремонта
Углекислотный сварочный аппарат
Неискушенный автолюбитель, который ни разу не сталкивался со сварочными работами, может предположить, что для сварки кузова авто подойдет простой сварочный аппарат, работающий на переменном токе. Это не так. Таким аппаратом нельзя добиться качественного шва на автомобильном кузове. Весьма проблематично подобраться к некоторым его местам с электродом. Сварочным аппаратом переменного тока хорошо приваривать железо толщиной больше 6 мм.
Толщина металла кузова автомобиля 0,8-1 мм, чтобы качественно производить на нем сварочные работы, а не прожигать насквозь, вам понадобится углекислотный автомат. Научиться работать со сварочным аппаратом переменного тока, гораздо сложнее, чем варить при помощи углекислотного полуавтомата. Сварка на нем производится проволокой, которая автоматически подается в зону сварки, или вольфрамовым электродом, в отличие от проволоки, он не плавится в среде защитного газа.
Научиться работать со сварочным аппаратом переменного тока, гораздо сложнее, чем варить при помощи углекислотного полуавтомата. Сварка на нем производится проволокой, которая автоматически подается в зону сварки, или вольфрамовым электродом, в отличие от проволоки, он не плавится в среде защитного газа.
Вольфрамовый электрод
Углекислотный полуавтомат — самый популярный сварочный аппарат, который применяют в автосервисах и гаражах при ремонте кузовов автомобилей самостоятельно. На полуавтомате можно производить сварочные работы на стальном листе толщиной от 0,8 до 6 мм. Шов сварки получается эстетичным и качественным. Стоит отметить, что напряжение металла в зоне, расположенной около шва, исключается.
Если углекислый газ в полуавтомате заменить на аргон, то появится возможность производить сварочные работы с цветными металлами.
Углекислотный полуавтомат — самый подходящий сварочный аппарат для кузовных работ своими руками.

Готовим кузовной металл
Сварка прерывистым швом
Ремонт кузова, как и любую работу, начинают с подготовки. Проблемные места кузова и детали, на которых будете производить сварочные работы, тщательно очищаете от грязи, ржавчины, краски, масла и других загрязнений.
Достоинства полуавтоматической сварки заключаются в автоматической подаче плавящейся проволоки, которая служит электродом высокой скорости сваривания тонких металлических листов. Сварной шов, полученный после сварки углекислотным полуавтоматом, отличается повышенным внешним и механическим качеством. При выполнении работ снижается деформация металла и расход материалов.
Прерывистый шов
Сварка кузова автомобиля своими руками может выполняться сплошным и прерывистым швом. Это зависит от доступности деталей, их конструктивного назначения в кузове, толщины.
Прерывистый шов на тонколистовом металле можете применять, если между соединяемыми элементами существует большой зазор.
 Это предотвращает детали от прожога. Детали, соединенные встык, провариваете сплошным швом.
Это предотвращает детали от прожога. Детали, соединенные встык, провариваете сплошным швом.Для уменьшения передачи тепла металлическим листам кузова ток и сварочную проволоку подавайте периодически. Время работы сварки и паузы зависит от толщины деталей и величины зазора между свариваемыми элементами. Сварочная ванна охлаждается за время перерыва, тем самым устраняется возможность прожога деталей.
Как варить
Перед началом сварочных работ надо проверить электрическую сеть в гараже. Вы должны быть уверенными, что она выдержит нагрузку углекислотного сварочного полуавтомата. Если все в порядке, вы можете начинать подготовку к сварочным работам.
Произведите зарядку полуавтомата сварочной проволокой. Со сварочной горелки снимаете газовое сопло, ключом отвинчиваете ее медный наконечник, устанавливаете нужную полярность тока, для этого отведите в сторону прижимной ролик со сварочной проволокой.
Если вы проводите сварочные работы с помощью флюсовой проволоки, минус устанавливаете на горелке, а на зажиме плюс.
 При использовании простой проволоки полярность устанавливается наоборот. Плюс будет на горелке, а минус установите на зажиме.
При использовании простой проволоки полярность устанавливается наоборот. Плюс будет на горелке, а минус установите на зажиме.Зачистка кузова
Заводите 10-20 см проволоки в подающий канал и устанавливаете прижимной ролик на место, старайтесь, чтобы проволока при выполнении этих манипуляций, не осыпалась. Проволока должна находиться в ложбинке на ведущем ролике.
Выполнив все эти подготовительные действия, подключаете углекислотный полуавтомат к сети, нажмите клавишу. Она расположена на ручке горелки. Первой включится подача газа, а затем тока и сварочной проволоки. Подберите требуемый медный наконечник, наденьте его на проволоку, установите газовое сопло.
При кузовных сварочных работах проваривают все его части, исключение — передняя часть, так как выпадающая на нее нагрузка минимальна. Пол кузова провариваете с обеих сторон, затем швы обрабатываете специальным грунтом. Капот и крылья не проваривают.
Имея углекислотный аппарат и желание провести сварные работы на своем автомобиле, смело приступайте к ним, старайтесь использовать советы, которые узнали в статье.
Оборудование для кузовного ремонта
Поговорим о проблемах с кузовом автомобиля, возникающих из-за коррозии. Каждый понимает, что если с ней не бороться, начнется процесс разрушения в местах образования очагов.
Существуют различные способы борьбы, такие как антикоррозионная обработка, но если кузов уже де-факто проржавел, прогнил и уже грозится развалиться, поможет только капитальный ремонт, либо частичный – замена прохудившихся частей.
Ремонт можно выполнить самостоятельно в гараже при наличии необходимого оборудования.
Сварка рамы
Читайте статью: Сварка рамы грузового автомобиля
Новички в деле восстановления кузова автомобиля считают, что такой ремонт можно выполнить ручной дуговой сваркой. То есть берешь штучный электрод с обмазкой и варишь. Это далеко не так.
Штучный электрод неэффективен при сварке тонкостенных стальных листов. Толщина кузова колеблется в пределах 0,8 … 1 мм. Ясно, что получить качественный сварной шов без включений шлака и прожогов затруднительно на таких толщинах. Тем более, что часто приходится варить такой листовой материал встык.
Тем более, что часто приходится варить такой листовой материал встык.
Оказывается, что наиболее качественная и эффективная сварка доступна только с углекислотным полуавтоматом – именно его чаще всего используют СТО для кузовного ремонта. Задайте ток – автомат оптимизирует скорость подачи проволоки. Задайте скорость – и сила тока будет скорректирована до оптимальной величины. Или просто выберите толщину листа. Вероятность сквозных прожогов и оплавления металла минимизируется. Берете горелку двумя руками – и получаете качественный и прочный шов.
Углекислотный полуавтомат подходит только для черных металлов, сварку нержавеющей стали и цветных металлов и сплавов проводят в среде аргона.
Нужно отметить, что в последнее время для ремонтно-восстановительных работ кузова автомобиля применяют контактную точечную сварку. Некоторые аппараты специально «заточены» под такой ремонт – имеют удобный интерфейс и перечень настроек для эффективной работы с кузовом. Плюс в сумме со специальными приспособлениями – такой аппарат в результате дает быстрый и качественный ремонт, который ничем не уступает ремонту полуавтоматом. Если кузов на заводе изначально был собран контактной точечной сваркой, то ее же и рекомендуется применять во время проведения работ по восстановлению кузова.
Плюс в сумме со специальными приспособлениями – такой аппарат в результате дает быстрый и качественный ремонт, который ничем не уступает ремонту полуавтоматом. Если кузов на заводе изначально был собран контактной точечной сваркой, то ее же и рекомендуется применять во время проведения работ по восстановлению кузова.
Сварка полуавтоматом
Вводный инструктаж для новичков, которые хотят переварить свой автомобиль, но не знают с чего начать.
Итак, подробно об минимуме инструмента, который Вам понадобится для начала:
- Сварочник
- Болгарка
- Дрель
- Проволока
- Баллон с углекислотой
- Шланг, соединяющий баллон
- Редуктор (будет регулировать подачу кислоты).
Приобретите миллиметровый лист стали размером 2х1,2м для организации латок . С него вы сможете вырезать кусок и вварить его в «прогнившее» место (после его предварительного удаления). Но прежде чем приступить к ремонту кузова автомобиля, потренируйтесь. В стальном листе вырежьте 2 образца размером 100Х100мм. Выполните в одном из них 10-15 отверстий не менее Ø5 мм дрелью или дыроколом. Сложите его со вторым образцом и начинайте варить. Подберите такую подачу проволоки и величину напряжения, при которой у вас будет получаться шов. На слабом токе вы будете недоплавлять металл, на сильном – проплавлять его. Нормальная сварка — это когда проволока из полуавтомата расплавляется и полностью заливает отверстие.
В стальном листе вырежьте 2 образца размером 100Х100мм. Выполните в одном из них 10-15 отверстий не менее Ø5 мм дрелью или дыроколом. Сложите его со вторым образцом и начинайте варить. Подберите такую подачу проволоки и величину напряжения, при которой у вас будет получаться шов. На слабом токе вы будете недоплавлять металл, на сильном – проплавлять его. Нормальная сварка — это когда проволока из полуавтомата расплавляется и полностью заливает отверстие.
Настройка полуавтомата
Горелку уприте в металл, к которому прикреплена клемма массы, и отрегулируйте подачу проволоки на панели управления аппарата путем установки скорости на минимум. Нажмите на курок горелки: если подача проволоки медленная – вы это поймете – она начнет «стрелять». Увеличивайте скорость подачи, пока инвертор не начнет нормально варить. Если скорость слишком большая, проволока будет «отбрасывать» горелку назад из-за того, что она не успевает плавиться. Скорость подачи достаточно подобрать один раз и при дальнейших работах не менять.
Сила тока подбирается в зависимости от толщины металла. Ставьте минимальный ток, если нужно будет его добавить, это вы почувствуете интуитивно по характеру образования сварочной ванны. Излишки остывшего металла зачищаются болгаркой.
После того, как Вы отточите свое мастерство на образцах, переходите к сварке автомобиля. Варить начинайте с ровных поверхностей. Берите горизонтальные швы, когда электрод находится сверху (нижняя позиция). Потолочные и боковые швы, когда металл под силой тяжести вытекает с ванны, освоите позже. Здесь нужно учитывать гравитацию и требуется определенная сноровка.
Если у вас проржавел, например, заход на порог, вырежьте его болгаркой. Далее подготовьте латку с запасом, так как сварку выполняют внахлест по сантиметру с каждой стороны. Можно сделать и встык, но это делается в исключительных моментах, так как сварка встык дает меньшую прочность. Понятно, что металлическая накладка должна повторять изгибы дефектного места.
Сварку ведут путем наплавки точками, но не ставьте их один за другим по периметру латки, а ставьте их на диаметрально противоположных местах. Ставятся точки поочередно с одного края (сверху), потом с противоположного (снизу), прихватывается середина левого края и затем, правого. После прихватки заканчивают сварку точками в шахматном порядке. Места в которых нужно накладку прижать плотнее, можно прикрутить ее саморезами. Возможен и вариант изначального крепления латки на саморезах, что позволяет ее правильно выставить перед сваркой. Деталь размером 100х100 мм достаточно прихватить 8-ми такими шурупами.
Ставятся точки поочередно с одного края (сверху), потом с противоположного (снизу), прихватывается середина левого края и затем, правого. После прихватки заканчивают сварку точками в шахматном порядке. Места в которых нужно накладку прижать плотнее, можно прикрутить ее саморезами. Возможен и вариант изначального крепления латки на саморезах, что позволяет ее правильно выставить перед сваркой. Деталь размером 100х100 мм достаточно прихватить 8-ми такими шурупами.
Металл должен плотно прилегать к кузову. Если он где-то идет с зазором, используйте деревянную ручку молотка как прижим. Форма придается металлу лучше, когда вы прогреваете его: проварили точку – и сразу же молотком нужно подстучать, где не совсем точное прилегание.
Начинайте ремонт с легких мест, остальные можно будет освоить, когда вы поймете, как гнуть металл и «почувствуете» свой полуавтомат. Ремчасти крыльев, арок, моторный щит, силовые части машины лучше не трогать, пока не приобретете достаточный опыт, так как последствия при неумелом вмешательстве могут быть самыми неожиданными, вплоть до создания аварийной ситуации на дороге.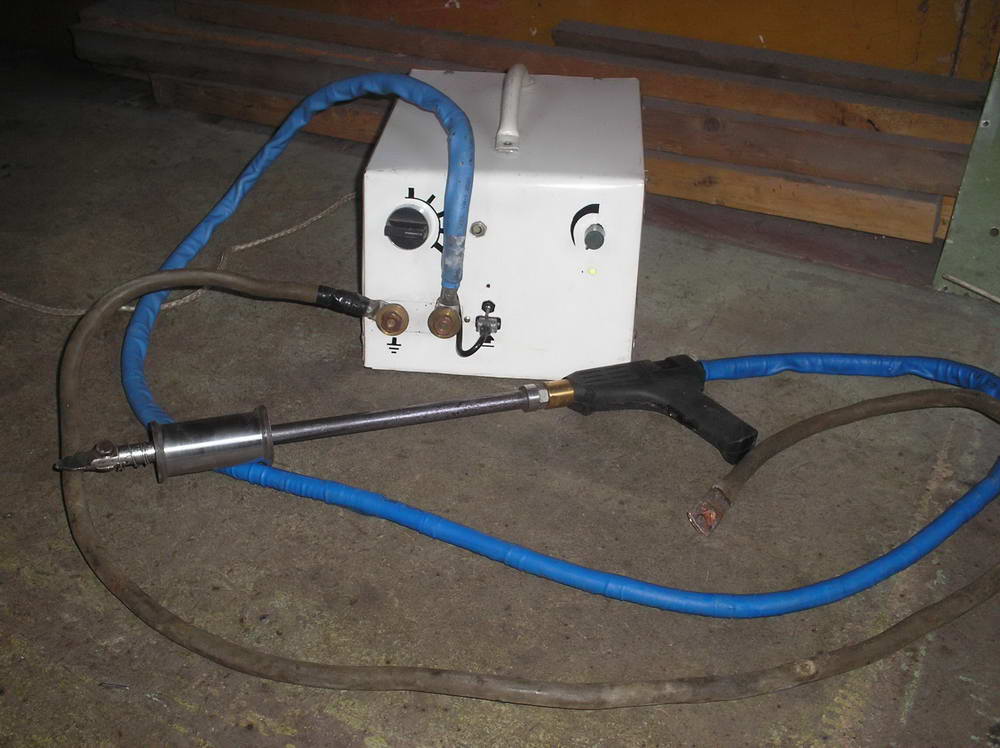
Порог находится в наиболее агрессивной среде, а потому является местом сильно подверженным коррозии. Если ваш порог проржавел, он требует немедленного ремонта. который вполне под силу выполнить самостоятельно.
Итак, общая последовательность работ по восстановлению порога, следующая:
- Зачистка проблемного места болгаркой с металлической щёткой («волосатым» кругом)
Будьте очень аккуратны во время работы, используйте защитные очки, но лучше маску. В любом случае, средствами защиты пользоваться обязательно нужно, потому что элементы щетки вылетают из нее и могут травмировать лицо и тело.
Если у Вас есть беруши, их лучше использовать, уж очень сильный звук производит инструмент. Зачистка производит много пыли, чтобы сохранить легкие одевайте респиратор.
Обратите внимание на одну небольшую тонкость: когда вы защищаете поверхность «волосатым» кругом металл вышлифовывается, но при этом вы также может накатить (завальцевать) на соседний фрагмент ржавчины металл, что обязательно проявится со временем.
- После того как вы обработали металл, нужно пройтись 120-й (или хотя бы 240-й) шкуркой так, чтобы появились риски. Это требуется для того, чтобы материал, который наносится в следующем пункте хорошо схватился.
- Обработать Цинкарем (могут быть разные варианты, такие как Цинкон, Цинкор) – преобразователями коррозии на основе цинковых и магниевых элементов, ортофосфорной кислоты и т.д. После того, как он «сделает свою работу», нужно повторно пройтись шкуркой до полного удаления остатков Цинкора и ржавчины. Завершить операцию нужно обезжириванием поверхности (сделать это можно, как известно, любым в наличии имеющимся растворителем, Уайт-спирит, нефрас, ацетон и т.д.)
- Чтобы обеспечить порогу надежную защиту наносят эпоксидный грунт.
Почему именно эпоксидный, а не акриловый или кислотный.
Кислотный грунт (он же фосфатирующий, либо реактивный) наносится, чтобы удалить какие-либо элементы коррозии в порах, углублениях, которые вы не смогли вычистить.
Эпоксидный грунт является первичным грунтом и имеет очень плотную структуру, он намного плотнее, чем акриловый. Он не пропускает ни влагу, ни воздух, которые как раз и нужны для процесса коррозии.
- Следующий этап, нанесение баранка (антигравия) – называется он так, потому что похож на баранью шерсть после высыхания. После отвердения его обязательно нужно закрасить, потому что баранок при попадании на него солнечных лучей рассыхается и разрушается. Мыть такой порог будет очень трудно.
Если порог прогнил до дыр, аварийное место вырезают. Вырезанную часть в дальнейшем можно использовать как шаблон, который можно приложить к листу и нацарапать на нем контуры будущей накладки. Отрезать нужно не по намеченному, а чуть с отступом. Вырезанные части порога, которые имеют радиус можно «образмерить» с помощью листа бумаги и в дальнейшем отпилить «накладку» по этому листу и придать ей нужную форму с помощью, например, плоскогубцев и тисков. Далее латка прихватывается точками к порогу машины внахлест.
Во время сварки не пользуйтесь щитком, который нужно держать в руке, лучше обзавестись полноценным хамелеоном, который и плотность затемнения светофильтра подберет автоматически, и защитит все части лица от обжигающего (кожа просто обгорит) влияния инфракрасного излучения. Щиток защищает от прямых лучей, с боков у него защиты нет и отражения от лакированной поверхности автомобиля (от дверей и других его частей), могут попасть в глаза, вызвав их повреждение. Думайте о своем здоровье!
Латочный ремонт порогов достаточно эффективный способ продлить ему жизнь. Тем не менее, это всегда временная мера, так как невозможно вычистить коррозию и обработать защитой порог изнутри, которая даст возможность хозяину поездить еще какое-то время, пособирать денег на замену.
Гарантию качества и долговечности вам даст только капитальный ремонт, т.е. когда порог полностью снимается и обрабатывается по всем поверхностям, либо ставится новый.
Технология сварки кузова автомобиля своими руками
Здравствуйте, дорогие друзья! Думаю, у многих из вас есть хотя бы небольшой опыт работы со сварочным аппаратом. Но при этом самостоятельная сварка кузова автомобиля для большинства считается невыполнимой и непосильной задачей. Не стоит делать поспешных выводов.
Но при этом самостоятельная сварка кузова автомобиля для большинства считается невыполнимой и непосильной задачей. Не стоит делать поспешных выводов.
Если грамотно подойти к вопросу, определить, какой лучше использовать аппарат, каким образом выглядит правильная технология работы своими руками при ремонте кузова, можно справиться с этим делом, и добиться весьма неплохого результата.
Да, если вы новичок, то браться за ремонт серьезно поврежденного автомобиля своими руками не стоит. Изначально, когда отсутствуют навыки и опыт, проводится обычная заделка дыр или перекрываются небольшие отверстия, полученные в результате ДТП, столкновения или из-за воздействия коррозии.
Сегодня поговорим с вами о том, как варить кузов, чем лучше пользоваться и почему обычным электродом качественно сварить автомобильный кузов у вас не получится. Вы же делитесь своим личным опытом, наблюдениями и дополняйте меня, если будет что добавить.
Как выбрать аппарат
Задав этот вопрос специалистам в сфере кузовной сварки, большинство из них быстро ответит на этот вопрос, даже не задумываясь. И ошибочно считать, что тут подойдет оборудование электродного типа.
И ошибочно считать, что тут подойдет оборудование электродного типа.
Мастера в большинстве случаев пользуются полуавтоматом углекислотного типа или же инвертором. А вот электродом в такой ситуации не поможешь.
Электродные устройства вовсе не советуют применять, когда речь идет о сварке кузова. На то есть несколько причин:
- Такие аппараты не способны создавать качественные швы при обработке автомобильного металла;
- Крупные размеры оборудования мешают автомобилисту добраться до труднодоступных мест, либо из-за дискомфорта не удается качественно пройтись сваркой;
- Такая контактная технология существенно повышает вероятность того, что кузов прожжется насквозь. Это обусловлено использованием переменного тока.
Точечная обработка, выполненная инвертором или углекислотным аппаратом, имеет свои характерные особенности при работе с автокузовом.
Обязательным условием успешного ремонта является подготовка машины, организация рабочего места и знание техники безопасности. Плюс самостоятельно кузов лучше не варить. В таком деле просто необходима вторая пара рук.
Плюс самостоятельно кузов лучше не варить. В таком деле просто необходима вторая пара рук.
Углекислотные устройства
Самый популярный и универсальный сварочный аппарат, в работе которого используется специальная проволока. С помощью полуавтоматов осуществляется варка металла, толщина которого варьируется от 0,8 до 6 миллиметров.
Используя такой тип устройства, вы сможете залатать дыры на кузове, переварить лонжероны и пороги, а также выправить образовавшиеся вмятины. Как показывает практика, полуавтоматы углекислотного типа получили наиболее широкое применение при работе с автокузовами, которые имеют сравнительно низкую долговечность. Это применительно к недорогим машинам. Принцип работы заключается в подаче на точку сварки двуокиси углерода. Путем вытеснения воздушной смеси образуется углекислотная среда. Это позволяет обеспечить защиту металла от окислительных процессов. В ходе работы металл начинает плавиться, и элементы прочно соединяются между собой.
Одним из главных плюсов полуавтомата называют возможность сварки любых металлов, включая цветные.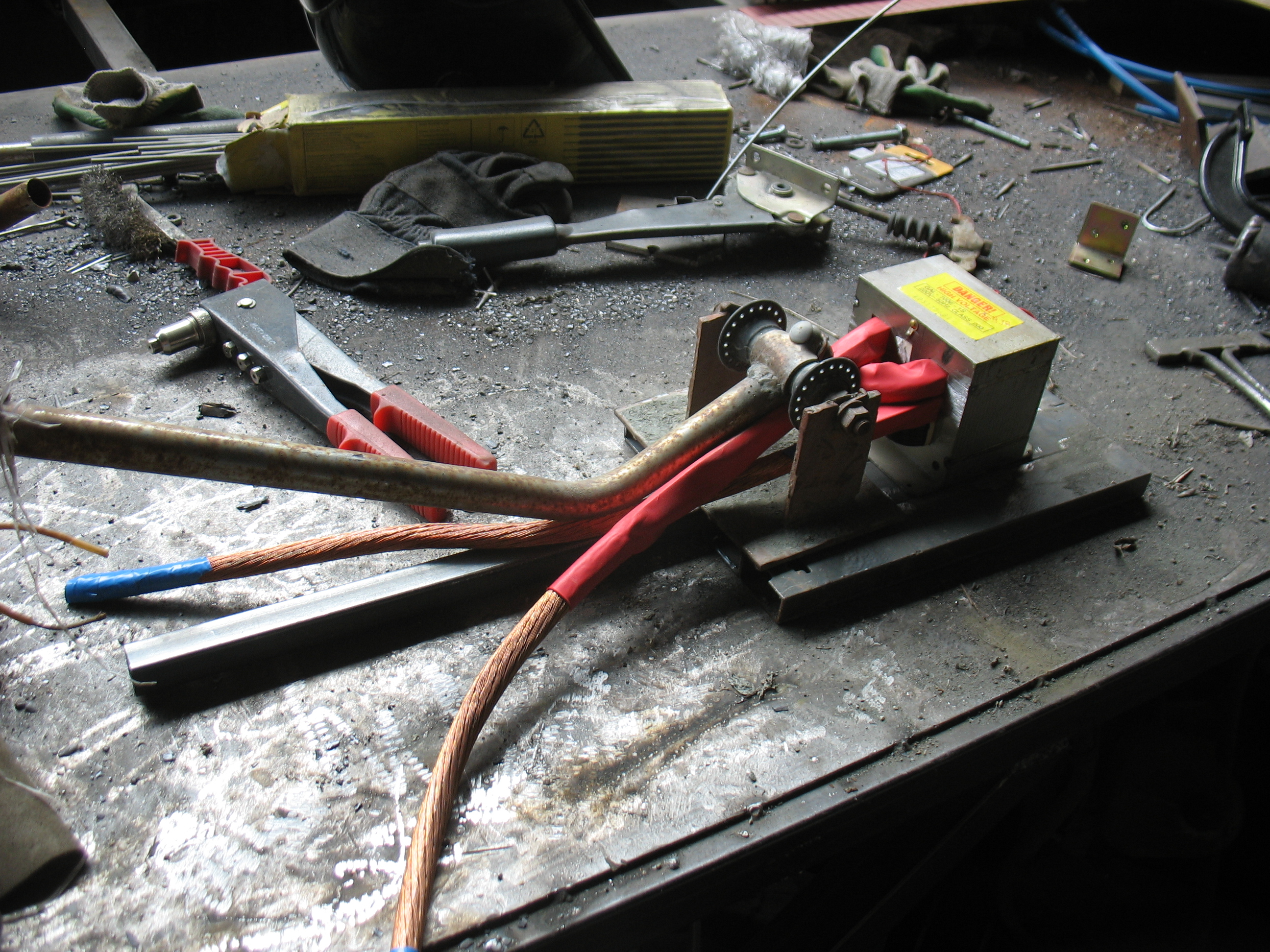 Но если требуется сварить детали на основе нержавеющей стали или алюминия, тогда двуокись заменяется аргоном.
Но если требуется сварить детали на основе нержавеющей стали или алюминия, тогда двуокись заменяется аргоном.
Чтобы создать прочный шов, важно придерживаться правил сварки. Стежки наносятся длиной около 2 см, соблюдая интервал 5 мм.
При этом полуавтоматы являются стационарными устройствами. Это связано с внушительной массой оборудования и солидными размерами девайса. Но в вопросе выполнения кузовного ремонта это не играет ключевой роли. У вас наверняка найдется достаточно места в собственном гараже, чтобы разместить там аппарат для сварки. В остальном же такой тип устройства обладает преимущественно сильными сторонами, по многим параметрам опережая своих условных конкурентов.
Но некоторых смущает цена и та же массивность. Потому они отдают предпочтение инверторным сварочным устройствам. О них расскажу отдельно.
Инверторы
Такие устройства помогают ускорить процесс выполнения сварочных кузовных работ. Функционирует приспособление в условиях высокочастотного тока до 2000 Гц. К преимуществам можно смело отнести компактные размеры, высокую скорость работы и возможность выполнять сварку, даже если напряжение в сети понижено.
К преимуществам можно смело отнести компактные размеры, высокую скорость работы и возможность выполнять сварку, даже если напряжение в сети понижено.
В случае с самостоятельной сваркой предпочтение новичкам стоит отдавать именно инверторам, поскольку они намного проще в работе, требуют меньше навыков и не нуждаются в наличии у человека определенной квалификации. Если вы только постигаете азы сварки, работая с собственным автомобилем, лучше всего брать инвертор. Но у него есть и свои недостатки. Проявляются они в солидном ценнике, высокой чувствительности к пыли, а также невозможности сварить металл, толщина которого превышает 3 миллиметра.
Выбор остается за вами. Не обязательно покупать оборудование. Сейчас распространена практика аренды. Либо спросите у друзей и знакомых.
Делаем своими руками
Если вы хотите взяться за ремонт кузова своими руками, вам потребуются базовые навыки и непосредственно сам аппарат для сварки. Не секрет, что лучшим решением будет замена кузова, а не его ремонт. Но порой иных вариантов нет.
Но порой иных вариантов нет.
Предлагая рассмотреть процесс на примере использования полуавтомата. Все же это более подходящий вариант для работы именно с автомобильным кузовом.
Прежде чем включать аппарат, подготовьте машину и оборудование. Суть подготовки кузова заключается в очистке металла на участке обработки от старой краски, следов ржавчины и всевозможных загрязнений. Всего этого быть там не должно. После чего готовится уже само оборудование. Сначала проверяется электросеть на ее нагрузочную способность. Вы должны быть уверены, что электросеть выдержит нагрузку, у вас не повыбивает пробки или автоматы во всем автокооперативе. Потом аппарат нужно зарядить специальной проволокой. Далее нужно завести конец сварочной проволоки примерно на 10-20 см в канал подачи, все зафиксировать.
Остается лишь включить девайс в сеть, после чего начнется подача газа, проволоки и тока. Не забудьте надеть на проволоку наконечник из меди, а также правильно установить газовое сопло.
Выполнение сварочных процедур
У кузова автомобиля есть ряд слабых мест, которые чаще всего повреждаются или подвергаются воздействию коррозии. Но у каждого свой фронт работ.
Но у каждого свой фронт работ.
Обычной практикой считается сварка днища. Его обычно варят с двух сторон. Но не забывайте о важности соблюдения температурного режима. Это требуется для сохранения структуры шва и нейтрализации пагубного воздействия сварочного девайса на сам металл кузова.
Выполняя заплаты для днища автокузова, обычно применяют листы металла. Заплатки из тонкого металла, менее 1,5 мм, использовать не стоит. Обычно берут заплатку толщиной 1,5-2 мм. Более тонкие листы не обладают нужной надежностью, и более толстые тяжелее обрабатывать.
В случае со сваркой нельзя спешить. Не позволяйте металлу перегреваться, иначе прочность шва окажется чрезмерно низкой. В итоге результат некачественной работы очень скоро даст о себе знать.
Когда сварка выполнена, обработанные участки обтачиваются по мере необходимости, покрываются грунтовкой, закрашиваются. Все тонкости я назвать не могу, потому дополнительно посмотрите видео.
Углекислотные полуавтоматы хорошо себя проявляют в вопросах сварки не только автокузова, но также и глушителей и самих двигателей. Если хотите варить на моторе, обязательно применяйте аргон. С его помощью варят нержавейку, чугун, алюминий и обычную сталь, поскольку именно эти металлы чаще всего применяются при создании двигателей. Глушители переваривают так же, как и в случае с днищем. То есть требуется накладывать заплатку из металла.
Если хотите варить на моторе, обязательно применяйте аргон. С его помощью варят нержавейку, чугун, алюминий и обычную сталь, поскольку именно эти металлы чаще всего применяются при создании двигателей. Глушители переваривают так же, как и в случае с днищем. То есть требуется накладывать заплатку из металла.
Далеко не всегда применение защиты кузова от царапин и сколов позволяет предотвратить более серьезные повреждения, требующие дальнейших сварочных работ.
Если вам интересно, советую дополнительно почитать о самостоятельной полировке кузова, а также о применении гидрофобного покрытия, что наверняка пригодится после восстановления авто.
Всем спасибо за внимание! Подписывайтесь, оставляйте комментарии, задавайте свои вопросы и делитесь личными историями!
Точечная сварка для авто своими руками
Всем привет. Хочу представить вам свою очередную работу, а именно изготовление точечной сварки небольшой мощности для использования в гараже.
Забегая на перед вынужден признать что фотографий процесса к сожалению нет, по этому постараюсь объяснить все в устной форме.
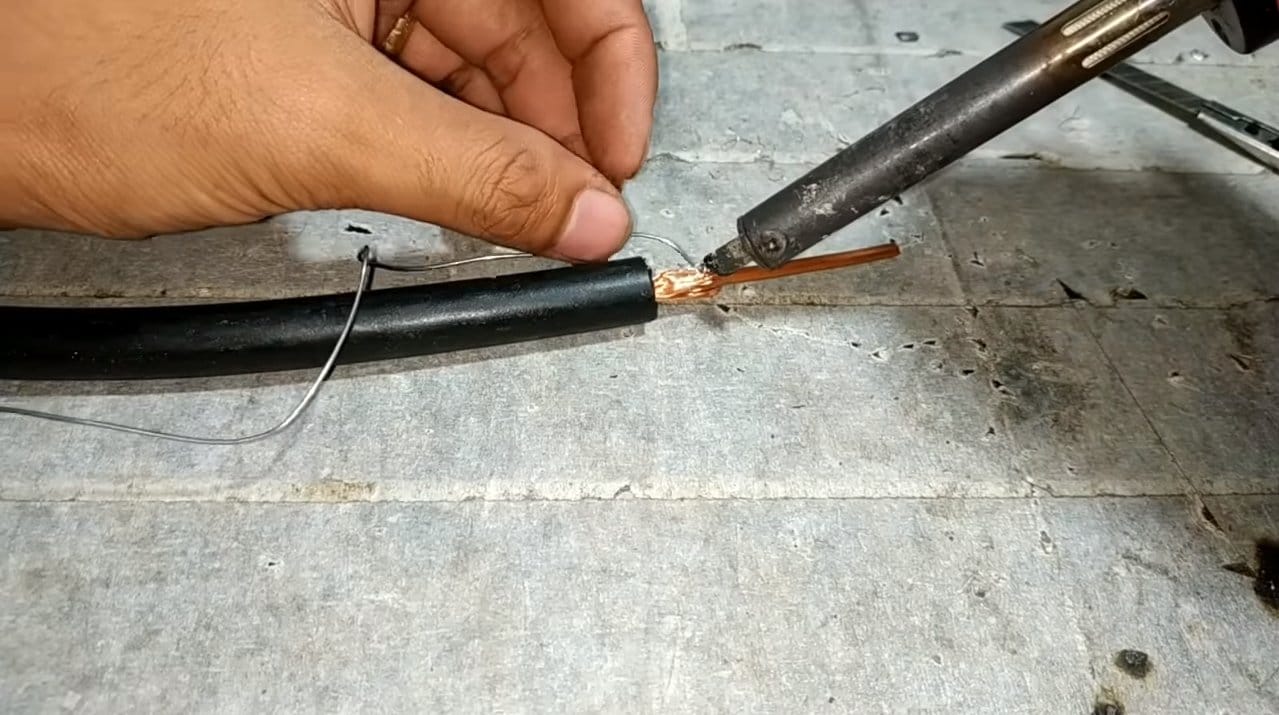
За основу была взята старенькая и вышедшая из строя микроволновая печь, из которой благополучно был извлечен трансформатор и вентилятор. Из трансформатора была извлечена вторичная обмотка, а вместо нее намотано три витка сварочного провода сечением 16мм2.
Позже куплен на блошином рынке медный прут сечением 16мм. из которого токарь выточил по моей просьбе будущие электроды.
Чертеж прилагаю.
Ну а пока токарь творит, я облагораживаю трансформатор и все обслуживающие его узлы.
В схему был включен автомат включения/выключения, вентилятор для обдува трансформатора, магнитный пускатель, микро выключатель управляющий пускателем и пара лампочек для индикации наличия сети и работы трансформатора.
Для особо любопытных, желающих знать как это все подключено прилагаю принципиальную электро схему.
В примененной мною схеме предусмотрена работа микро выключателя от сети 220V, это чревато поражением тока, во избежании подобных случаев необходимо в схему внедрить низко вольное реле, что и будет мною обязательно сделано в последующих доработках.
Вот так я разместил узлы внутри аппарата.
Крышку корпуса сделал из той же микроволновки, ребра забора воздуха ( те что сбоку ) это родные, а отверстия на задней стенке выполнены в форме трубной решетки рассчитал в программа Компас 3D. распечатал и перенес на металл, просверлил и убрал заусенки.
Ну а с клещами придется еще поработать, что бы обеспечить прижим нужной силы, думаю делать эксцентрик, по тому что система рычагом займет много места.
Вот такие получились электроды
способ крепления
Думаю изложенной выше информации вполне достаточно для таких же самодельщиков как я, которые захотят повторить данную конструкцию.
В работе: металл толщиной меньше 0,8мм. приваривает хорошо, ну а для того что бы справлялся с металлом потолще думаю нужно доработать клещи и возможно сделать острее угол на электродах.
Всем мира и ровных дорог!
Контактная сварка — один из наиболее технологичных, но вместе с тем простых методов соединения деталей из металла. Он применяется как на крупном производстве, так и в быту. Данный тип сварки относится к термомеханическому, поскольку для соединения металлов используется высокая температура и механическое давление одновременно. С помощью контактной сварки собирают самолеты, суда, автомобили и микросхемы. На заводах обычно используют крупные мощные аппараты.
Он применяется как на крупном производстве, так и в быту. Данный тип сварки относится к термомеханическому, поскольку для соединения металлов используется высокая температура и механическое давление одновременно. С помощью контактной сварки собирают самолеты, суда, автомобили и микросхемы. На заводах обычно используют крупные мощные аппараты.
Также вполне осуществима контактная сварка, выполняемая ручным способом. Для этого домашние умельцы используют самодельные аппараты для контактной сварки, поскольку их изготовление не отнимает много времени и позволяет сэкономить. Самодельные аппараты используются и дома, и в небольших частных мастерских. В этой статье мы расскажем, что такое контактный метод сварки, как с его помощью выполняется сварка нержавейки или любого другого металла. Также мы научим вас собирать аппарат для контактной сварки своими руками.
Общая информация
Контактная сварка (также «электрическая контактная сварка», «контактная электросварка» или «ERW») — это метод соединения металлов путем их нагрева с помощью тока и одновременной механической деформации с помощью давления.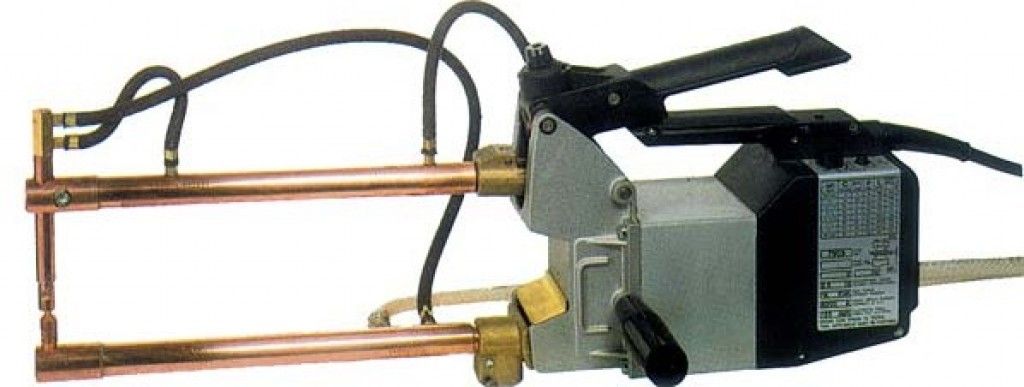 Говоря простыми словами, сварной шов получается в результате нагрева металла и его дальнейшего сжатия под двумя толстыми металлическими электродами. При контактной сварке ключевую роль играет именно ток, а не давление. Ниже представлена схема простейшей контактной сварки.
Говоря простыми словами, сварной шов получается в результате нагрева металла и его дальнейшего сжатия под двумя толстыми металлическими электродами. При контактной сварке ключевую роль играет именно ток, а не давление. Ниже представлена схема простейшей контактной сварки.
Во время прохождения тока при сварке тепло распространяется по металлической детали, в зоне сварного шва, а также между металлическими электродами. При этом все эти элементы нагреваются с разной температурой, наибольшая концентрация тепла наблюдается, когда установлен контакт между электродами и деталью.
Если аппарат настроен правильно и соблюдается технология сварки, то поверхность металла не должна нагреваться слишком сильно, поскольку в контактной сварке важна не столько высокая температура плавления, сколько совокупность температуры и механического воздействия. Кроме того, электроды должны охлаждаться (например, с помощью воды). Так что важно следить за температурой нагрева. Если она избыточна, то это первый признак ошибки сварщика или неисправного оборудования.
Преимущества и недостатки
У контактной сварки довольно много достоинств, благодаря которым она стала так популярна в последнее время. Прежде всего, такой метод сварки потребляет очень мало энергии при высокой производительности. Ведь метод контактного соединения очень быстрый и на формирование одной сварной точки уходит менее секунды. Качество получаемых швов на высоком уровне, соединения получаются прочными и долговечными.
Не требуется особых знаний, контактной сваркой может заниматься мастер без специальной квалификации. Также возможна полная автоматизация рабочего процесса, вплоть до отсутствия необходимости находиться у станка. Профессиональные станки без проблем встраиваются в крупные сборочные линии.
Также не нужно использовать дополнительные комплектующие, вроде покрытых стержней, флюсов, газов и прочего. Отсюда и высокая экологичность контактной сварки, что тоже важно в условиях современного производства. Еще один плюс — простота сварки сложных металлов. Вам под силу сварка нержавеющей стали, алюминия и цветных металлов. При этом не нужно использовать инертный газ или неплавящиеся стержни.
Вам под силу сварка нержавеющей стали, алюминия и цветных металлов. При этом не нужно использовать инертный газ или неплавящиеся стержни.
Но, как и у всех видов сварки, у контактного метода есть свои недостатки. Самый главный — высокая цена на профессиональное сварочное оборудование. Чтобы укомплектовать небольшой завод необходимым количеством аппаратов для контактной сварки нужно иметь немалый бюджет. Не говоря уже о покупке аппарата для домашней сварки.
Кроме того, такие аппараты требовательны к источнику питания. Им необходимо выдавать ток большого значения, минимум 1000 ампер. А для этого необходимо мощное и стабильное электронапряжение.
Начинающие сварщики, пожалуй, отнесут к недостатку тот факт, что правила контактной сварки регламентируются отдельным ГОСТом и они довольно строгие. Если хоть один пункт из правила не будет соблюдаться, то такую деталь просто не примут на следующий производственный этап. Проще говоря, уклониться от работы не получится. Мы не считаем это недостатком, ведь соблюдение технологии сварки и дальнейший контроль качества — это залог прочной и долговечной металлоконструкции.
Разновидности контактной сварки
Существует несколько видов контактной сварки. К ним относится точечная сварка (она может быть одноточечной, двухточечной и многоточечной), рельефная сварка, шовная сварка (может быть непрерывной, шаговой и прерывистой), стыковая сварка (выполняемая либо с помощью сопротивления, либо с помощью оплавления). Также возможны комбинации разных методов, например, шовно-стыковая сварка или рельефно-точечная. В таком случае комбинированный метод будет обладать всеми характерными особенностями обоих типов контактной сварки.
Давайте подробнее разберем способы контактной электросварки изделий из металла.
Точечная сварка
Точечная сварка — это самый распространенный тип контактной сварки. Ее суть в формировании так называемых точек путем нагрева металла и его дальнейшей деформации. Точки формируются с малым шагом, образуя сварное соединение.
Точечная сварка довольно универсальна, она используется для соединения тонколистового металла, маленьких деталей, используемых в электроприборах, и толстых деталей до 2 сантиметров. С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
Что касается качества и надежности соединения, то здесь все просто: чем больше точек, тем шов надежнее. Новички ошибочно полагают, что такое соединение ненадежно и может разрушиться в любой момент. Но это большое заблуждение. При формировании точки используется большое давление. Оно без труда деформирует нагретый металл, который затем остывает и надежно фиксирует детали между собой.
Рельефная сварка
Контактная рельефная сварка осуществляется по тому же принципу, что и контактная, только перед работой края одной детали обрабатываются с помощью специальных инструментов или станков, образующих выступы. Деталь кладется сверху, выступами вниз. Выступы могут быть полукруглыми или продолговатыми. В месте выступа как раз и будет точка, формируемая аппаратом для контактной сварки. Вторая деталь остается неизменна, она кладется снизу.
Рельефный метод контактной сварки зачастую применяется при сборке автомобилей. Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
Шовная сварка
Шовная сварка несколько отличается от прочих типов контактной сварки. Здесь электроды роликовые, с их помощью металл не только прокатывается, но и сваривается. При этом сварное соединение выглядит, как при точечной сварке. Но точки перекрывают друг друга на несколько миллиметров, образуя шов, больше похожий на соединение, выполненное ручным способом с помощью покрытого электрода.
Шовная сварка применяется при сварке тонких металлов до 3 миллиметров. Также шовная сварка отлично подходит для сварки герметичных изделий, например, баков и цистерн.
Стыковая сварка
Стыковая контактная сварка также использует тепло и давление, но в другой плоскости. Шов формируется не между верхним и нижним электродом, а посередине. Чтобы лучше понять суть, посмотрите на схему ниже.
Стыковая сварка делится на сварку с сопротивлением и с плавлением. При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
При сварке плавлением детали предварительно нагреваются до пластичного состояния и только потом соединяются с применением давления. Нагрев может быть либо постоянным, когда тепло поступает во время всего сварочного процесса, либо прерывистым, когда деталь нагревается интервалами. Прерывистый нагрев используются для экономии электричества. Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно.
Внимательные мастера спросят, куда исчезает расплавленный металл? Ведь при других способах сварки при плавлении металл начинает окисляться, образуется шлак. А это создает дополнительные проблемы. Дело в том, что в контактной сварке ток обладает электродинамическим действием, поэтому он без труда выбрасывает расплавленный металл вне зоны сварки.
Делаем аппарат для контактной сварки
Теперь, когда мы разобрались со всеми особенностями, можно определиться, использовать ли контактную сварку в своей работе. Кого-то отпугнет высокая цена на оборудование, но в оглавлении мы писали о том, что многие умельцы делают сварщик контактной сварки своими руками. Его мощности вполне достаточно для работы дома.
Мы расскажем вам, как сделать такой аппарат самому. С его помощью вы сможете выполнить контактную точечную сварку. Кстати, в интернете есть множество видео с пошаговым руководством. Изучите их, чтобы иметь полную картину. Итак, для изготовления контактной сварки нам понадобится не обязательно новый, но обязательно работающий трансформатор (можете вытащить его из старой микроволновой печи; используйте два трансформатора, если вам требуется аппарат большей мощности).
Также нам нужен медный провод большого диаметра (вместо одного толстого провода можно использовать множество тонких, связав их в жгут), рычаги из металла (их мы будем использовать для зажима электродов), основание для аппарата (это может быть толстый лист тяжелого металла или что-то очень устойчивое; можете прикрутить аппарат прямо к столу), струбцины, отвертки разных размеров, кабели, изолента (или любой другой материал для обмотки), медные детали с заостренным концом, которые будут выполнять роль электродов.
Вот и все. Приступим к сборке. Собирая сварщик контактной сварки вы должны понимать, что ключевой элемент конструкции — трансформатор. Мы не зря рекомендовали вам взять его из микроволновой печи, поскольку это идеальный варит для небольшого самодельного аппарата. Чтобы ваше устройство смогло сварить металл толщиной в 1 миллиметр вам понадобится мощность 1 кВт. Чем больше мощность, тем больше диапазон толщин.
Для работы вам понадобится не весь трансформатор. А только первичная обмотка и магнитопровод. Вторичную обмотку нужно убрать из трансформатора (делайте это максимально осторожно, чтобы не повредить остальные элементы).
Также есть шунты, их тоже нужно демонтировать. Шунты расположены с обеих сторон вторичной обмотки.
Далее нужно сделать новую обмотку. Для этого возьмем многожильный провод с диаметром не менее 10 миллиметров. Двух-трех витков будет достаточно для корректной работы трансформатора. Если у провода будет слишком толстая изоляция, можно ее удалить и обмотать провод изолентой из ткани или ПВХ. Если вы собираете мощный аппарат и для этого взяли два трансформатора, то обмотка должна быть одна на двоих. В таком случае важно правильно соединить все выводы с первичной обмотки обоих трансформаторов.
Если вы собираете мощный аппарат и для этого взяли два трансформатора, то обмотка должна быть одна на двоих. В таком случае важно правильно соединить все выводы с первичной обмотки обоих трансформаторов.
Теперь нужно собрать все компоненты воедино. Нужно установить трансформатор в корпус (можете изготовить его самостоятельно или взять подходящий от неработающего бытового прибора), подсоединить медные электроды, все кнопки и органы управления. Тут вам помогут элементарные знания электротехники.
Вместо заключения
Контактная сварка — относительно простой, быстрый и удобный метод соединения различных металлов. С ней не страшна сварка нержавейки или алюминия, которые имеют толстый слой оксидной пленки, также работу можно доверить не самому опытному мастеру и качество соединения все равно будет хорошим. Такой сваркой можно заниматься и дома, соорудив аппарат для контактной сварки своими руками. Делитесь свои опытом в комментариях, он будет полезен для новичков. Желаем удачи в работе!
Желаем удачи в работе!
Споттеры — это удобное и простое в использовании электрооборудование, предназначенное для выполнения точечной сварки. Основное назначение таких аппаратов — это рихтовка и кузовной ремонт кузовных элементов автомобилей, а также использование в быту при выполнении отделочных и строительных работ. Изготовление таких инструментов не представляет особой сложности, поэтому при наличии качественного чертежа для сборки споттера выполнить всю необходимую работу под силу каждому из нас.
По своей конструкции самодельный споттер для рихтовки кузовных элементов отдалённо напоминает инверторные аппараты, предназначенные для точечной сварки. За счёт использования различных сменных рабочих насадок такие агрегаты отличаются универсальностью в использовании, благодаря возможности гибкой регулировки тока можно выполнять качественную сварку различных металлов.
Наибольшей популярностью на сегодняшний день пользуются инверторные споттеры, которые сочетают компактные габариты, обеспечивают качественный сварочный ток, а благодаря простоте конструкции их с легкостью можно выполнить самостоятельно. Необходимо лишь использовать качественные компоненты, а всю работу выполнять по имеющейся схеме сборки такого инструмента.
Необходимо лишь использовать качественные компоненты, а всю работу выполнять по имеющейся схеме сборки такого инструмента.
Самодельные споттеры
Простота конструкции позволяет все работы выполнить самостоятельно даже при начальных знаниях в области радиоэлектроники. Выбирая конкретную схему изготовления такого оборудования, рекомендуем вам опираться на следующие характеристики сварочного аппарата:
- сила тока на входе — 30 ампер;
- показатель потребляемого напряжения — 220 вольт;
- рабочий показатель силы тока — 250 ампер.
С помощью полуавтоматического импульсного споттера можно выполнять точечную сварку тугоплавких металлов, что позволяет применять такое оборудование для ремонта автомобилей, а также в быту при выполнении строительных и ремонтных работ. Отличная производительность таких устройств позволяет использовать самодельные споттеры при выполнении больших объемов работ.
Сварочный аппарат для точечной сварки включает следующие составные элементы:
- корпус устройства;
- аккумулятор;
- блок питания;
- силовой блок;
- драйверы для силовых ключей.
Имея базовые понятия по изготовлению такого оборудования и простейший опыт чтения схем сварочных аппаратов, можно с легкостью выполнить споттер, который будет иметь отличные эксплуатационные характеристики. Соответственно, даже таким простейшим оборудованием можно будет осуществлять качественную точечную сварку тугоплавких металлов.
Материалы и инструменты для работы
От правильности выбора материалов и инструментов напрямую зависит качество выполняемой работы. Именно поэтому следует приобретать и использовать исключительно качественные микросхемы и другие компоненты, которые потребуются для изготовления такого оборудования.
Для изготовления споттера для кузовного ремонта своими руками потребуется следующее:
- листовой металл;
- элементы для изготовления электронных схем;
- медные провода и полосы;
- термобумага для изоляции;
- стеклоткань;
- слюда и текстолит;
- небольшие отвёртки;
- паяльник для работы с микросхемами;
- нож и ножовка по металлу.

Оборудование, которое используется в быту, предназначено для работы с напряжением 220 вольт. Впрочем, в интернете можно с легкостью найти схемы изготовления таких мощных промышленных споттеров, которые будут работать в трехфазной сети с напряжением в 380 вольт. Если говорить о преимуществах использования бытовых споттеров, то можем отметить их качественный сварочный ток, простоту конструкции, надежность, легкость работы и высокий КПД. Даже не имея соответствующего опыта работы точечной сварки, можно с легкостью использовать споттеры, которые обеспечивают качественное соединение металлов.
Изготавливаем питание и силовую часть
Именно от качества получаемого аппаратом электротока напрямую зависит беспроблемность эксплуатации такого оборудования. Поэтому правильности изготовления блоков с питанием следует уделить особое внимание. Основой питания станет трансформатор, который выполняют с тремя или четырьмя обмотками.
- Для выполнения первой обмотки вам потребуется проволока 0,3 миллиметра диаметром, из которой выполняют около 100 витков.
- Второй контур включает 15 витков и выполняется из толстой миллиметровой проволоки.
- Внешний третий корпус сделан из 20 витков проволоки 0,3 миллиметра диаметром.
Непосредственно к питанию подключается реле, на которое подается напряжение в 25 вольт. Чтобы понизить напряжение используют резисторы, понижающие электроток и отвечающие за преобразование переменного тока в постоянный уже на выходе из блока питания.
Диодный мост, который является промежуточным звеном между блоком питания и силовой частью, отвечает за преобразование электротока и снижение его мощности.
Необходимо будет также продумать охлаждение блока питания, для чего используемые транзисторы и диоды устанавливают на компьютерных радиаторах или же монтируют вентиляторы и кулеры от блока питания старого ПК.
Используемый силовой блок у споттера одновременно снижает напряжение и увеличивает силу тока. Изготовить такой силовой блок инвертора можно из двух сердечников, которые изолируются при помощи газетной бумаги. Обмотку выполняют медной полосой, толщина которой составляет приблизительно 0,25 миллиметра.
Изготовить такой силовой блок инвертора можно из двух сердечников, которые изолируются при помощи газетной бумаги. Обмотку выполняют медной полосой, толщина которой составляет приблизительно 0,25 миллиметра.
Использовать для обмотки сердечника силового тока обычную медную проволоку не следует, так как по причине высокого нагрева такая проволока может оплавляться, что приведет к выходу из строя выполненного своими руками устройства. Обмотки сердечников изолируются друг от друга при помощи бумаги от кассовых аппаратов. Такая лента отличается прочностью, износоустойчивостью и предупреждает появление замыканий и полностью изолирует обмотку инвертора.
Технология охлаждения оборудования
Во время работы силовой блок и инверторная часть у споттера существенно нагревается, соответственно, вам придется продумать, каким образом будет охлаждаться корпус выполненного своими руками аппарата для сварки. Проще всего охлаждать споттер при помощи вентилятора и кулеров от компьютера. Сегодня в магазинах электротехники можно подобрать уже готовые кулеры, стоимость которых не слишком высока, а их подключение в цепь не представляет особой сложности. Также вы можете разобрать старый блок питания от ЛАТРа или компьютера и подключить вентиляторы непосредственно на обдув споттера.
Сегодня в магазинах электротехники можно подобрать уже готовые кулеры, стоимость которых не слишком высока, а их подключение в цепь не представляет особой сложности. Также вы можете разобрать старый блок питания от ЛАТРа или компьютера и подключить вентиляторы непосредственно на обдув споттера.
Рекомендации по сборке
Всю выполняемую работу по сборке цифрового споттера можно разделить на несколько этапов. Первоначально приобретаются все используемые компоненты, отдельно собирается диодный мост, силовой блок, инвертор, блок питания и лишь после этого непосредственно собирают споттер из полуавтомата своими руками.
Можно как использовать уже готовый корпус от старого компьютера, так и изготовить коробку из листовой стали и других подручных материалов. В том случае, если вы используете металлический корпус, то необходимо его тщательно заизолировать. Все компоненты прочно крепятся к корпусу с помощью заизолированного крепежа и подключаются друг к другу.
На центральную панель выводят фиксаторы-шайбы и пусковые клещи для сварочного кабеля, а также устанавливают тут небольшой тумблер для изменения силы тока и кнопку пуска запуска споттера в работу. В том случае, если вы выполняете аппарат для сварки, подразумевающий возможность изменения силы тока, то необходимо использовать дополнительный ШИМ-контроллер и таймер, которые устанавливаются на выходе из инвертора и позволяет ступенчато регулировать мощность тока на выходе из устройства.
Делаем споттер из инвертора
Путем простейших манипуляций можно изготовить из имеющегося сварочного инвертора универсальный в использовании споттер, который будет отличаться высокой мощностью, функциональностью и универсальностью. Всё что вам потребуется, это приобрести дополнительные диоды и тиристорный блок, которые дополнительно подключаются в схему инвертора.
Найти простейшие схемы выполнения таких споттеров из инверторов в интернете не составит какого-либо труда. Чтобы изготовить споттер из инвертора своими руками вам потребуется использовать:
- контактную группу в 220 вольт;
- реле на 30 ампер;
- диодный мост;
- тиристор в 200 вольт;
- понижающий трансформатор.
Выполненный диодный мост подключается в цепь к инвертору и трансформатору. Управление работой споттера осуществляется при помощи тиристорной цепи, которая подключена к трансформатору. Также напрямую от трансформатора осуществляется вывод силового кабеля, подключенного к сварочному пистолету.
Как изготовить сварочный пистолет
Особенностью споттера своими руками из сварочного аппарата является наличие рабочего пистолета, который позволяет осуществлять точечную обработку металла. Изготовить такой сварочный пистолет и обратный молоток можно самостоятельно из аналогичных приспособлений для герметика и строительного клея или же приобрести уже готовые инструменты, которые будут отличаться удобством и простотой в эксплуатации. Отметим, что изготовление сварочных пистолетов представляет собой определенные сложности, поэтому рекомендуется всё же пользоваться изготовленные промышленным способом сварочным инструментом для споттера.
Сварка кузова автомобиля своими руками
Один из самых востребованных и распространенных видов работ по ремонту кузова — это его сварка. Так же следует отметить, что именно кузов является основной составляющей любого автомобиля, поэтому к нему должно быть соответствующее отношение, которое предусматривает проведение регулярных осмотров и профилактических работ. Эти факты косвенно сыграли роль в востребованности инструкции и руководства по проведению самостоятельных сварочных работ.
Цена за сварочные работы на СТО довольно-таки приличная, поэтому, если есть гараж, некоторые навыки сварки и простой сварочный инвертор, то работы целесообразно произвести самому.
Выбор сварочного аппарата
Сразу нужно сказать в пользу использования аппарата, который производит сварку проволокой в углекислой среде, которая не допускает кислород к сварочной ванне. Кузовной металл не отличается особой толщиной, всего 0,7-1,2 миллиметра, поэтому использование обычного электрода может привести к прожигам.
Преимущества сварки в углекислой среде с помощью проволоки:
- данный аппарат отличается компактностью и способностью варить листы от 0,3 до 5 миллиметров, сварочный шов отличается твердостью и аккуратностью, что очень важно во время проведения «тонких» сварочных работ;
- углекислотные автоматы являются весьма универсальными и способны заменять сварочные аппараты инверторного тока на всех видах работ.
Продвинутые мастера способны осуществлять весьма «художественные» сварочные работы обычным плавящимся электродом, но менее опытному «сварщику» необходимо будет овладеть приемами постоянного поддержания дуги, подвода электрода под необходимым углом. Для кузовного металла такой метод применим, но явно не для иномарок. Плюсом сварки с помощью плавящего электрода может выступить преимущества неразрывного шва, который обладает весьма большими пределами к растяжению или сжатию при деформации кузова.
Для того, чтобы иметь возможность сварки цветных металлов, которые иногда используются в производстве кузовов, необходимо заменить углекислую среду на инертный газ типа аргона.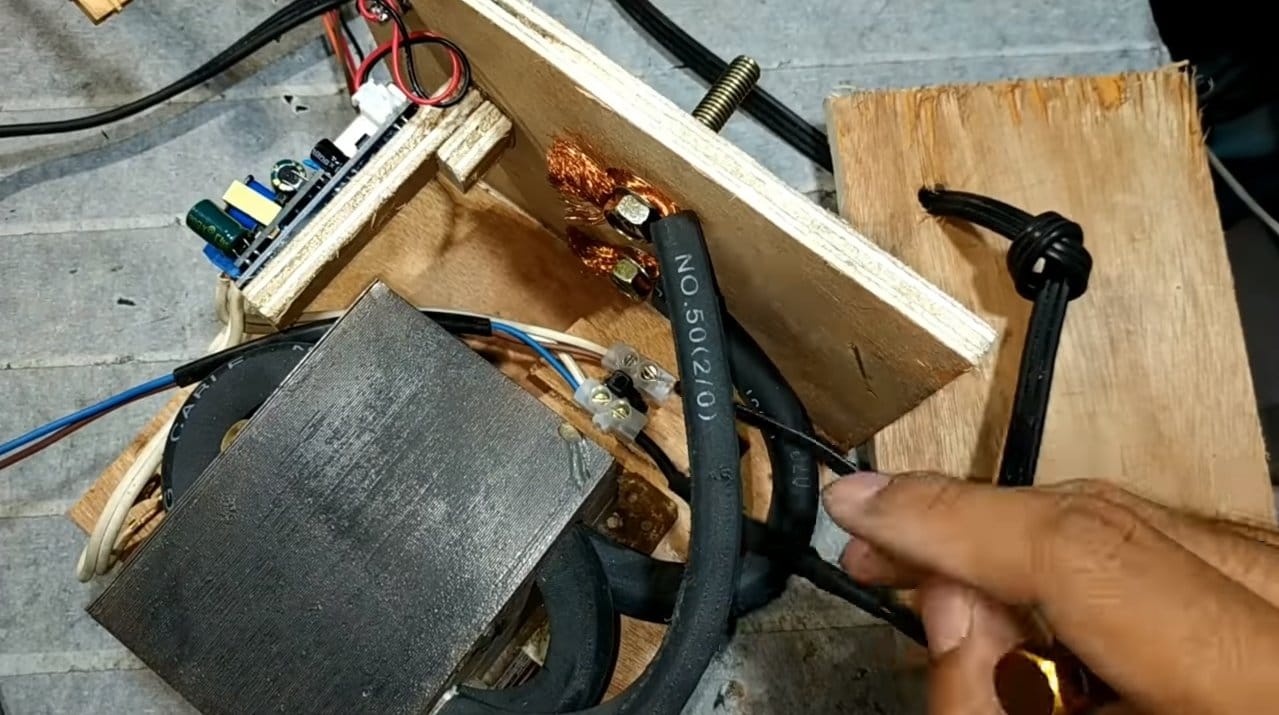 Проволоку для сварки необходимо применять так же из цветного металла.
Проволоку для сварки необходимо применять так же из цветного металла.
Конкретным выводом можно подытожить то, что для сварки кузова лучше всего использовать сварку в среде инертного газа.
Предварительные мероприятия
Так как данный вид работ предусматривает небольшие сложности на всем протяжении процесса сварки кузова, то необходимо с прилежанием отнестись и к подготовительным мероприятиям. Для того, чтобы работа удалась, необходимо соблюсти следующие условия:
- Известно, что наличие электропитания в гараже не всегда отличается стабильностью, поэтому перед подключением газовой сварки необходимо проверить сеть на возможность выдерживать перегрузки. Если же при перегрузке сеть начинает «закорачивать» или выбивать предохранители, то сварку лучше не использовать — можно ее полностью испортить из-за пробойного напряжения;
- Следует подготовить сам сварочный аппарат: для сварки кузова лучше всего использовать флюсовую проволоку с медным сердечником, так как медь обладает достаточной мягкость, при этом создавая сильные неразрывные соединения между двумя металлическими поверхностями, смешиваясь с припоем;
- Сварка осуществляется при прямом контакте проволоки с поверхностью кузова, к которому следует приложить заземление, так как, если этого не сделать, то не замкнется контур, и сварки не будет, а так же могут возникнуть блуждающие токи — причина появления окалины на кузове.

После того, как мы ознакомились с этими условиями, можно приступать к сварочным работам, включив инвертор в сеть и выставив параметры тока.
Технология сварки
Для того, чтобы качество было наилучшим, лучше всего проложить шов стежками по два-три сантиметра через каждые пять. Если использовать этот способ вместо обычного точечного, то можно получить более качественное соединении с усиленной жесткостью и пределом к деформации во время эксплуатации.
Так же стоит отметить, что проварка кузова спереди не актуальна, так как автомобильный кузов испытывает там минимальную нагрузку, а вот проварка днища обязательна с двух сторон. Так же швы обязательно обрабатываются специальным грунтом для сохранения долговечности, так как даже самое крепкое шовное соединение с помощью сварки «не живет» более 7 лет.
Безопасность
При работе со сваркой есть конкретные меры безопасности, соблюдение которых считается обязательным:
- использование щитка и защитных рукавиц;
- слой диэлектрика на полу;
- все кабеля должны быть герметичны;
- аргон не применяется в замкнутых пространствах без вытяжки и вентиляции.

Данные советы помогут любому автолюбителю при наличии базовых сварочных навыков самостоятельно осуществит кузовной ремонт своего четырехколесного, а может и более, друга.
Устал платить штрафы? Выход есть!
100% ЗАЩИТА ОТ КАМЕР ГИБДД — НАНОПЛЕНКА! Подробнее по ссылке
- Скрывает номер от камер и радаров.
- Начинает действовать сразу после установки.
- Быстро и легко приклеивается.
- Защита номеров до 2-х лет.
ЧТО ВЫ ПОЛУЧИТЕ БЛАГОДАРЯ НАНОПЛЕНКЕ
- На 100% скрывает номер от камер ГИБДД в любую погоду.
- Невозможно обнаружить защиту глазом.
- Прочно держится в любую погоду и после мытья автомобиля.
НАНОПЛЕНКА является полностью незаметной для человеческого глаза.
Как сварить металл кузова
Автомобильная сварка листового металла и сварка конструкций — обширные темы, и невозможно дать здесь что-либо, приближающееся к полному охвату. В этой главе основное внимание уделяется некоторым основам сварки листового металла, а также нескольким приемам, которые могут облегчить вам выполнение этого типа сварки и обеспечить превосходные результаты.
Этот технический совет взят из полной книги АВТОМОБИЛЬНЫЙ КУЗОВ И РЕМОНТ РЖАВЧИНЫ.Подробное руководство по этому вопросу вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
ПОДЕЛИТЬСЯ ЭТОЙ СТАТЬЕЙ: Пожалуйста, не стесняйтесь поделиться этой статьей на Facebook, на форумах или в любых клубах, в которых вы участвуете. Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://musclecardiy.com/bodywork/automotive -Bodywork-how-to-weld-body-metal /
Важно отметить, что сварка тонких металлических профилей сильно отличается от сварки мостовых балок или толстых листов.Во-первых, при сварке толстых металлических деталей редко приходится беспокоиться о тепловом искажении и деформации материала. Толстые материалы сопротивляются деформации из-за их большого размера и способности действовать как собственные радиаторы. Основными соображениями при такой сварке являются проплавление, наплавка валика, форма валика и прочность. Такие проблемы, как сварка основных материалов и образование выпадений, являются отдаленными. При сварке неструктурных панелей эти вопросы становятся первостепенными, в то время как прочность обычно вторична.
Такие проблемы, как сварка основных материалов и образование выпадений, являются отдаленными. При сварке неструктурных панелей эти вопросы становятся первостепенными, в то время как прочность обычно вторична.
У вас могут быть большие навыки и успех в сварке толстых профилей электродом, но это не означает мастерства в газовой или электрической сварке листового металла. Набор навыков для этой работы очень разный, и их нужно развивать отдельно. Если вы знакомы с горелкой и / или электросваркой, это может помочь вам научиться сварке листового металла. Но помимо того факта, что все эти формы сварки включают перенос лужи расплавленного металла вниз по шву и ее сплавление с металлом по обе стороны от шва, нет автоматического переноса навыков от сварки тяжелых профилей к сварке листового металла. .
1) За последние 35 лет сварка MIG произвела революцию в том, как мы соединяем металл кузова. Это быстро и эффективно, а также обеспечивает хорошее качество стыков. Ох уж эта маленькая отвертка между пальцами левой руки сварщика; читайте дальше и узнайте, почему он держит это там.
Существует одна общая черта между сваркой толстых профилей штангой или горелкой и сваркой листового металла. В обоих случаях исправный сварной шов часто, но не всегда, имеет красивый, ровный, проплавленный и однородный вид.К сожалению, большинство готовых сварных швов листового металла остаются незамеченными, потому что очень быстро после их создания они почти всегда шлифуются и покрываются подобными наполнителями, грунтовками и красками. Хотя навыки, необходимые для выполнения хороших сварных швов листового металла, могут равняться или превосходить навыки, применяемые к видимым сварным швам, например, на рамах мотоциклов, у вас гораздо меньше шансов добиться славы, похвал и славы с толпой обожая то, что получают создатели мотоциклетных сварных швов.Тем не менее, вы увидите свои необработанные сварные швы из листового металла до того, как они будут отшлифованы и закрашены, поэтому у вас будет возможность вкратце оценить вашу великолепную работу.
Типы соединений
Сварка панелей кратко обсуждалась в главе 3. Давайте теперь рассмотрим эту тему более подробно.
Давайте теперь рассмотрим эту тему более подробно.
Сварные соединения кузова делятся на три категории: стыковые, внахлест и со смещением внахлест. Хотя было бы демократично сказать что-то вроде: «… каждому из этих стыков есть свое место в панельной работе, и каждый из них — хороший подход», это было бы неверно.Стыковые соединения — золотой стандарт сварных соединений панелей. Иногда желательны два других типа соединения, особенно соединения внахлест. Обычно это случается, когда они используются для дублирования заводских соединений внахлест. Я полагаю, что это правда, что для начинающих сварщиков сложнее освоить стыковые соединения, но как только вы научитесь их сваривать, этого нетрудно добиться с помощью хорошего сварочного оборудования MIG или TIG.
Стыковые соединения выполняются так, чтобы края секций стыковались встык друг с другом, с некоторым зазором между ними, чтобы обеспечить расширение во время сварки.Соединения внахлест выполняются путем перекрытия небольшого количества металла и приваривания открытых кромок каждой секции к другой, с одной или с обеих сторон. Это, конечно же, создает двойную толщину металла в месте нахлеста, что может быть трудно скрыть без использования чрезмерного количества наполнителя.
Это, конечно же, создает двойную толщину металла в месте нахлеста, что может быть трудно скрыть без использования чрезмерного количества наполнителя.
Вот примеры (сверху вниз) стыкового соединения, соединения внахлест и соединения внахлест со смещением. Передние стороны показаны слева, а задние — справа. Это реалистичные примеры заводской сварки, выполненной со средним уровнем качества.
Соединения внахлест со смещением требуют использования корректирующего инструмента для отбортовки кромки одной из соединяемых секций. Затем другой край секции вставляется под область фланца и приваривается к нему. Это создает видимость сплошного металла, потому что двойная толщина соединения внахлест существует только на одной стороне соединяемых секций, и, естественно, именно эта сторона выбрана в качестве тыльной стороны и, следовательно, скрыта. Опять же, в соединениях внахлест со смещением сварной шов иногда делают на обоих краях притертого металла, чтобы герметизировать соединение.
Существует множество проблем с соединениями внахлестку и смещением внахлестку. Во-первых, вам, возможно, придется дважды сварить стыки, если вы хотите их герметизировать. Другой подход — сварить внешнюю (или видимую сторону) соединения внахлест или смещенное соединение внахлест, а затем запечатать внутреннюю сторону соединения герметиком для швов. Герметизация соединений внахлестку имеет решающее значение для предотвращения образования коррозии в притирках, где капиллярное действие привлекает влагу и электролиты, вызывающие коррозию.
Если вы сварите эти стыки двойной сваркой, то есть сварите их на обоих швах, вы должны приложить к ним в два раза больше тепла, чем при стыковом стыке.При сварке внахлест один или оба сварных шва включают приваривание кромки к плоскости, и для этого требуется больше тепла, чем при стыковой сварке встык. Этот дополнительный нагрев вызывает локальные искажения и деформацию панели. Еще одна проблема с соединениями внахлест состоит в том, что они могут позже проявиться сквозь шпатлевку и краску, поскольку панель испытывает циклы вибрации. Для того, чтобы это произошло, потребуется много миль, если это произойдет, но такая возможность существует. Наконец, нет никаких преимуществ в использовании соединений внахлестку и со смещением внахлестку, когда ситуации не требуют их, кроме ошибочной идеи, что их легче сделать, чем стыковые соединения.Два исключения — это когда вы дублируете заводской сварной шов, который изначально был соединением внахлест, и когда из-за недостатка места и доступа стыковая сварка нежелательна или невозможна.
Для того, чтобы это произошло, потребуется много миль, если это произойдет, но такая возможность существует. Наконец, нет никаких преимуществ в использовании соединений внахлестку и со смещением внахлестку, когда ситуации не требуют их, кроме ошибочной идеи, что их легче сделать, чем стыковые соединения.Два исключения — это когда вы дублируете заводской сварной шов, который изначально был соединением внахлест, и когда из-за недостатка места и доступа стыковая сварка нежелательна или невозможна.
Стыковые соединения обычно возвращают панели более близко к их первоначальному формату, чем два других типа соединений, и являются просто самым чистым решением проблем бокового соединения тонких секций листового металла. Конечно, когда ямочный ремонт панелей является целью сварки тонких участков, предпочтительнее стыковые соединения.
Сварка небольших деталей в большие конструкции
Иногда большие сложные конструкции сваривают из более мелких деталей. Многие продвинутые специалисты по формовке и производству металлов склонны не одобрять эту практику, предпочитая делать свои изделия из отдельных кусков исходного металла. Тем не менее, это может быть полезным подходом, когда ограниченность вашего оборудования и / или навыков делает невозможным изготовление отдельных деталей.
Тем не менее, это может быть полезным подходом, когда ограниченность вашего оборудования и / или навыков делает невозможным изготовление отдельных деталей.
Интересно отметить, что в прошлом некоторые большие панели OEM изготавливались из более мелких частей, сваренных вместе.Хотя по соображениям стоимости такая практика редка или исчезла в современных легковых автомобилях массового производства, она была распространена еще 15 лет назад. До этого боковые панели обрамления многих автомобилей все еще сваривались из 20 отдельных частей. Эта практика была заменена методами штамповки и профилирования, которые позволили формировать эти большие и сложные конструкции как единое целое.
Показаны некоторые обычные крепежные инструменты, удерживающие небольшие металлические детали. Слева: плоскогубцы.Центр вверху: магниты. В центре внизу: стандартный Clecos (слева), показаны обе стороны, и кромочный зажим Cleco (справа). Инструмент для установки находится под ними. Справа вверху: зажимы для большого пальца. Справа внизу: краевые зажимы нажимного типа и установочный инструмент.
Справа внизу: краевые зажимы нажимного типа и установочный инструмент.
Ранние крылья часто изготавливались из более чем одной штамповки. Например, края откидной юбки очень ранних автомобильных крыльев были приклепаны к корпусам этих крыльев. Позже некоторые большие панели, такие как крылья и капоты, были сварены с помощью газовой сварки, пайки или электросварки из двух или трех меньших штампованных деталей.
Когда вам нужно изготовить панель или конструкцию, которая слишком велика или сложна, или и то, и другое, чтобы вы могли сформировать ее из одной детали, всегда помните, что в крайнем случае вы можете сформировать ее части, а затем соединить их.
Крепеж
Из того, что я действительно ненавижу в жизни, выделяю три: 1) звук лошади, вытаскивающей копыто из глубокой грязи, 2) запах изнутри чемодана русского конного врача и 3) пытаясь сварить движущуюся мишень.Это последнее, чего я обычно избегаю.
Я избегаю этого, правильно фиксируя детали, которые нужно сваривать. Это означает две вещи: обеспечение и поддержание адекватных посадочных зазоров между ними и надежное удержание деталей на месте для прихваточной сварки. После того, как вы это сделаете, вы можете прихватывать сварочные приспособления, которые сохраняют правильное положение и зазоры для окончательной сварки.
Это означает две вещи: обеспечение и поддержание адекватных посадочных зазоров между ними и надежное удержание деталей на месте для прихваточной сварки. После того, как вы это сделаете, вы можете прихватывать сварочные приспособления, которые сохраняют правильное положение и зазоры для окончательной сварки.
Есть много способов крепления деталей для сварки. Какой из них вы выберете для своей работы, частично зависит от ситуации и частично от ваших личных предпочтений.Например, сварочные магниты могут быть достаточными для удержания коммутационной панели на месте для прихваточной сварки, но, вероятно, это не лучший способ удерживать на месте всю заднюю четверть секции. Из множества способов крепления, устройств и приспособлений основными являются: плоскогубцы, сварочные магниты, краевые зажимы, винтовые зажимы и различные устройства Cleco. Каждый из них представляет собой класс фиксирующих устройств, и каждый имеет большое разнообразие стилей, размеров и конфигураций. Каждый также применим к большинству типов стыковых, нахлесточных и офсетных стыков.
Эти специализированные клещи с фиксатором невероятно удобны для удержания металлических деталей на месте перед их прихваткой. Прямоугольная конфигурация двух наборов (вверху) работает во многих узких местах. Набор сменных губок (передний) состоит из пяти наборов сменных губок.
Плоскогубцы с фиксатором часто называют по названию, данному этому инструменту компанией, которая его первой изготовила, — Vise-Grips. Плоскогубцы отлично подходят для удержания деталей в точном положении при выполнении прихваточных швов.Они бывают изогнутыми, с большим вылетом и с поворотным концом и представляют собой первую линию удерживающих частей на месте. Также доступны специальные клещи для блокировки для многих конкретных целей.
Основным ограничением использования плоскогубцев для удержания металла в положении для сварки является досягаемость их рук. Они могут хорошо подойти вам, когда вам нужно держать их на расстоянии 12 дюймов или даже 16 дюймов от ближайшего доступного края свариваемого объекта. Но даже при такой досягаемости фиксирующие клещи имеют тенденцию быть довольно громоздкими.Помимо этого, необходимо использовать другие методы крепления.
Но даже при такой досягаемости фиксирующие клещи имеют тенденцию быть довольно громоздкими.Помимо этого, необходимо использовать другие методы крепления.
Кромочные зажимы предназначены только для удержания краев панелей и заплат, но имеют преимущества, заключающиеся в том, что их можно быстро устанавливать и снимать, а также создавать очень небольшие препятствия или препятствия для соседних частей.
Зажимы барашковой гайки могут располагаться в любом месте стыкового соединения, независимо от их глубины от его краев. Они хорошо работают на прямолинейных стыках и, по сути, поддерживают постоянный зазор посадки. Однако они не работают вдоль изогнутых стыков, поскольку удерживают края неприемлемо далеко друг от друга в этом случае.Тем не менее, если вы выполняете стыковую сварку по прямой линии, эти недорогие зажимы работают очень хорошо.
Электросварка
При работе с кузовами автомобилей применимы многие методы сварки. В настоящее время большая часть этой сварки осуществляется с помощью электричества, хотя иногда все еще используется газовая сварка. MIG, TIG и контактная (точечная) сварка являются основными подходами, рассматриваемыми здесь.
MIG, TIG и контактная (точечная) сварка являются основными подходами, рассматриваемыми здесь.
Ручная сварка
Этот метод когда-то применялся для соединения металла панелей кузова как при производстве, так и при ремонте.Эта практика заключалась в использовании сварочных стержней малого диаметра с покрытием, которые были специально разработаны для обработки листового металла. Были использованы форматы переменного и постоянного тока. Сварка листового металла палкой требовала значительных навыков и часто приводила к далеко не лучшим результатам. Основная проблема заключалась в том, что когда сварка штучной сваркой выполнялась на обычно связанных с ней машинах, процесс приводил к чрезмерному нагреву для соединения тонких секций, что приводило к чрезмерному выпадению и деформации. Время, необходимое для окончательной обработки сварных швов листового металла, было чрезмерным по сегодняшним меркам.Эта практика устарела.
Точечные сварные швы по отдельности не очень прочны, но в большом количестве они становятся прочнее. Ключом к созданию хороших точечных швов является правильная продолжительность сварки, чтобы не приваривать слабые соединения или не прожигать при чрезмерном времени сварки. Чистые контактные и сопрягаемые поверхности также имеют решающее значение.
Ключом к созданию хороших точечных швов является правильная продолжительность сварки, чтобы не приваривать слабые соединения или не прожигать при чрезмерном времени сварки. Чистые контактные и сопрягаемые поверхности также имеют решающее значение.
Контактная или точечная сварка
Это опора автомобилестроения с 1930-х годов.В нем не используется флюс или наполнитель, и он достигается за счет приложения концентрированного короткого замыкания и сильного физического давления к небольшому месту на соединяемом металлическом корпусе толщиной до трех толщин. Комбинация интенсивного нагрева, создаваемого поддержанием короткого замыкания с очень высокой силой тока в точке сварного шва в течение короткого промежутка времени, и значительного давления сжатия на две внешние поверхности области сварного шва со стороны сварочных электродов, плавит пятно на сварка плавлением. Точечная сварка выполняется быстро и легко, достаточно аккуратно и прочно.Современные легковые автомобили требуют от 3000 до 4000 точечных сварных швов, которые скрепляют свои конструкции. В последние годы производители автомобилей иногда добавляют в точечную сварку клеи и антикоррозионную обработку, чтобы повысить прочность соединения и защитить соединения, свариваемые таким образом.
В последние годы производители автомобилей иногда добавляют в точечную сварку клеи и антикоррозионную обработку, чтобы повысить прочность соединения и защитить соединения, свариваемые таким образом.
Некоторые аппараты для точечной сварки, используемые при ремонте и восстановлении, не сжимают область сварного шва между двумя электродами, а прикладывают силу точечной сварки и тепло к одной металлической детали, которая заземляется через другую деталь, которая должна быть присоединена к ней.Эти устройства особенно удобны, когда доступ к обеим сторонам зоны точечной сварки затруднен или невозможен. Существует также множество приспособлений для сварочных аппаратов MIG, которые имитируют прочность, внешний вид и конфигурацию сварных швов сопротивлением.
Этот тип точечной сварки позволяет выполнять сварку с одной стороны панели. Это может значительно облегчить проблемы с доступом. Для хорошего качества сварного шва требуется высокое давление электрода и чистый металл.
Нанесение хорошей грунтовки на сквозные сварные швы на поверхности между точечными сварными швами имеет большое значение для защиты их от коррозии.Этот метод также можно использовать при сварке MIG и TIG, но в этих случаях он менее эффективен, чем при точечной сварке.
Еще один метод для дублирования внешнего вида и функции точечной сварки — это сварка с отверстиями. В этом методе используется сварка горелкой, MIG или даже TIG для соединения двух секций друг над другом путем сварки через верхнюю толщину металла и в поверхность металла под ним. Это должно быть сделано без перегрева всей области и образования неприглядных и неприятных отверстий в обеих частях.Один из способов избежать этого — сделать сварной шов псевдо-пуговицы, просверлив отверстие в верхней части и приварив его обод к металлу под ним.
Точечные сварные швы часто подвержены коррозии, потому что места, где они используются, склонны к притяжению влаги между соединяемыми деталями металла за счет капиллярного действия. Эта проблема усугубляется тем фактом, что точечная сварка имеет тенденцию к испарению многих видов обработки стали, таких как гальваника, которые используются для защиты листового металла.Эта проблема решается путем использования грунтовки для сквозной сварки между деталями, приваренными точечной сваркой. Такие грунтовки содержат очень высокий процент цинка в твердом веществе. Это делает их проводящими и, таким образом, способными пропускать токи точечной сварки, а также защищает готовые сварные швы с помощью ионов от частиц цинка в покрытии после того, как сварка сделана.
Эта проблема усугубляется тем фактом, что точечная сварка имеет тенденцию к испарению многих видов обработки стали, таких как гальваника, которые используются для защиты листового металла.Эта проблема решается путем использования грунтовки для сквозной сварки между деталями, приваренными точечной сваркой. Такие грунтовки содержат очень высокий процент цинка в твердом веществе. Это делает их проводящими и, таким образом, способными пропускать токи точечной сварки, а также защищает готовые сварные швы с помощью ионов от частиц цинка в покрытии после того, как сварка сделана.
Сварка МИГ
Это самый распространенный вид ремонта и сварки кузовов автомобилей. Его название происходит от термина «металлический инертный газ», что на самом деле является неправильным.В конце концов, так называемая сварка TIG (для вольфрама в инертном газе) также является процессом сварки в среде инертного газа. Правильно, то, что называется MIG, должно называться GMAW Американского общества сварки (AWS) для газовой дуговой сварки. TIG правильно обозначается как GTAW для дуговой сварки вольфрамовым электродом в газе. Я рад, что со всем этим разобрались, спасибо. Теперь, пожалуйста, простите меня, хотя я продолжаю использовать термины MIG и TIG, по той же причине, что все используют и понимают их.
TIG правильно обозначается как GTAW для дуговой сварки вольфрамовым электродом в газе. Я рад, что со всем этим разобрались, спасибо. Теперь, пожалуйста, простите меня, хотя я продолжаю использовать термины MIG и TIG, по той же причине, что все используют и понимают их.
В процессе MIG сварочная проволока непрерывно подается в зону сварки (лужу), протягиваясь вдоль сварного шва.Проволока проходит через сварной шов и окружена инертным защитным газом, который подается туда через сварочный шланг и пистолет вместе с проволокой. C-25 — наиболее распространенный газ, используемый для сварки листового металла, в смеси 25% CO2 и 75% аргона. При сварке штангой газ действует подобно покрытию испаренного при нагревании стержня. Он защищает сварочную ванну и охлаждающий шов от большей части окислительной коррозии, которая могла бы возникнуть, если бы сварочный шов был выполнен и охлажден в нормальной воздушной среде.
Фактический процесс MIG включает цикл.Когда механически поданная проволока контактирует с лужей, она создает прямое короткое замыкание с заземленной заготовкой. Тепло, выделяемое коротким замыканием, отходит от конца провода в лужу, завершая короткое замыкание. Однако он быстро восстанавливается, поскольку в ванну подается все больше проволоки, что создает короткий цикл дуги, который является основой сварки MIG. Все это происходит со скоростью примерно от 100 до 150 циклов в секунду и производит знаменитый характерный звук жарящегося яйца, связанный с сваркой MIG.
Тепло, выделяемое коротким замыканием, отходит от конца провода в лужу, завершая короткое замыкание. Однако он быстро восстанавливается, поскольку в ванну подается все больше проволоки, что создает короткий цикл дуги, который является основой сварки MIG. Все это происходит со скоростью примерно от 100 до 150 циклов в секунду и производит знаменитый характерный звук жарящегося яйца, связанный с сваркой MIG.
Наиболее часто ошибочный аспект сварки MIG — это подгонка, расстояние между кромками соединяемых металлических деталей.В соединениях внахлестку и смещении внахлест подгонка не является проблемой, потому что соединения перекрываются. Но при стыковой сварке очень важно оставлять достаточное расстояние между стыковочными кромками. Это пространство постоянно находится в диапазоне от толщины цента до цента. Может показаться, что вынести сварочную лужу в такой зазор сложнее, чем вниз по двум более плотно прилегающим краям. Однако, это не так.
Что сверх трудного, фактически почти невозможно, так это получить хороший стыковой сварной шов MIG, когда кромки подгоняются слишком близко или фактически контактируют друг с другом. Это связано с тем, что расширение от сварочного тепла неизбежно приводит к настолько сильной деформации слишком плотно прилегающих металлических кромок, что их очень трудно сваривать. Также очень сложно выпрямить сваренные таким образом панели.
Это связано с тем, что расширение от сварочного тепла неизбежно приводит к настолько сильной деформации слишком плотно прилегающих металлических кромок, что их очень трудно сваривать. Также очень сложно выпрямить сваренные таким образом панели.
Сегодня сварка MIG — это основная сварка кузовов автомобилей. Выучить эту технику относительно легко. Здесь он используется для заполнения слабых мест в полу из листового металла.
Эти сварные швы, передняя часть которых показана слева, а обратная сторона — справа, представляют (сверху вниз: 1) готовый сварной шов, выполненный с чередованием прихваток и шлифовки, 2) валик, сваренный с помощью сегментов включения / выключения триггера и 3) сварной шов, состоящий из автоматически синхронизируемых сегментов.
Чтобы добиться хорошей сварки MIG, необходимо решить несколько задач. Вам необходимо найти идеальный поток газа для вашей работы. Устанавливается с помощью регулятора по объему подаваемого защитного газа. Попробуйте использовать двухступенчатый регулятор, который использует индикатор объема на второй ступени. Примерно от 10 до 20 кубических футов в минуту (при атмосферном давлении) — хороший диапазон для работы при сварке металла корпуса проволокой от 0,023 до 0,025 дюйма. Практика и эксперименты — ваши лучшие помощники в этом вопросе.
Попробуйте использовать двухступенчатый регулятор, который использует индикатор объема на второй ступени. Примерно от 10 до 20 кубических футов в минуту (при атмосферном давлении) — хороший диапазон для работы при сварке металла корпуса проволокой от 0,023 до 0,025 дюйма. Практика и эксперименты — ваши лучшие помощники в этом вопросе.
Параметры силы тока имеют решающее значение при сварке листового металла методом MIG.Сила тока устанавливается путем настройки скорости подачи проволоки. Разная проволока и разная толщина металла требуют разной скорости. Производители предоставляют рекомендации по этой настройке вместе со своими машинами. Однако это приблизительные данные, и вы должны спланировать их корректировку для своих собственных ситуаций и в соответствии с вашим собственным опытом.
Настройки напряжения также важны. Лучшие аппараты MIG имеют постоянную настройку напряжения, а менее дорогие — ступенчатую.В любом случае установка напряжения при сварке MIG в некоторой степени аналогична продолжительности дуги при сварке штангой. Он контролирует формат сварного шва и, следовательно, его высоту, форму и, в некоторой степени, проплавление.
Он контролирует формат сварного шва и, следовательно, его высоту, форму и, в некоторой степени, проплавление.
Где-то между вашим общим опытом и частой практикой вы научитесь правильно настраивать скорость подачи проволоки и напряжение для сварки MIG. Некоторые машины автоматически устанавливают одну или даже обе эти переменные. Хотя многие сварные швы не позволяют практиковаться, некоторые позволяют.Если вы можете воспроизвести условия сложного сварного шва с помощью металлолома, который похож на материал в секциях, которые вы будете сваривать, и потренироваться в сложном сварном шве, это будет для вас выгодно.
Некоторые сварочные аппараты MIG имеют точные элементы управления для таких вещей, как сварка стежком, то есть время включения и выключения сварки, и управление дожиганием, то есть время, в течение которого проволочный электрод остается под напряжением после отпускания курка горелки. Это удобные функции, которые могут повысить удобство и качество работы, но они не обязательны для хорошей сварки MIG.
Важно использовать хороший провод. Сварочная проволока MIG различается по качеству. Некоторые провода утиль, их едва хватает для сварки, а другими приятно пользоваться. Сегодня большинство основных брендов проволоки работают хорошо. Тем не менее, разные провода часто имеют разные характеристики и преимущества. Например, одна проволока может давать сварные швы, которые легче шлифовать, а другая — более однородные валики. Опять же, это вещи, с которыми вам следует поэкспериментировать.
Другие переменные, такие как подвод горелки (передний или задний ход), расстояние от работы, положение и угол, лучше всего описываются в руководствах и других источниках, специально посвященных инструкциям по сварке MIG.
Сварка TIG
Это, вероятно, наиболее требовательный вид сварки, но он представляет собой странную дихотомию. Его можно понять в очень сложных технических терминах, но его можно выполнить красиво, не зная его технических аспектов.
Вот пример: в те времена, когда сварщики TIG не обладали современными технологиями создания прямоугольных волн и управления наклоном твердотельной генерации, они полагались на генераторы частоты с углеродным пучком для наложенных высокочастотных токов, чтобы сохранить свою дугу. от остановки в точке смены волны переменного тока.Я знал человека, который управлял одной из этих примитивных аппаратов TIG. Он не понял бы большую часть технического предложения, приведенного выше, но с оборудованием того периода он мог нанести однородный и хорошо проплавленный сварной шов на рабочий край лезвия бритвы. Это был непростой подвиг. Он мало разбирался в технологии сварки TIG, но умел с ней сваривать инстинктивно и превосходно.
Дело в том, что вы можете интерпретировать сварку TIG по-разному и на многих уровнях, понимая и осваивая как можно больше или так мало основных технических проблем, насколько вас захватывает дух.Некоторые люди упиваются сложностью форм волны TIG и возможными их корректировками. Других очень волнует форма электрода TIG и / или его керамики. Другие почти интуитивно знают или помнят, как сделать лучший выбор в этих вопросах.
Других очень волнует форма электрода TIG и / или его керамики. Другие почти интуитивно знают или помнят, как сделать лучший выбор в этих вопросах.
Сварка TIG, вероятно, является самой сложной технологией сварки. Тем не менее, это лучший способ соединения деталей и панелей из листового металла, когда качество является главной целью.
Газовая сварка сложна в освоении из-за множества переменных оператора, влияющих на ее работу.Обратите внимание на крайний угол наклона горелки и использование присадочного стержня для добавления металла в лужу, а иногда и для защиты ее от чрезмерного нагрева. Также обратите внимание на искажение в этом примере.
TIG — это самый индивидуальный из существующих форматов сварки. Некоторые операторы предпочитают горелки с воздушным охлаждением; другие предпочитают агрегаты с жидкостным охлаждением. Достоинства каждого из них часто обсуждаются при выполнении работ, в которых используются одинаковые материалы и одинаковые сварные швы. Ножные регуляторы против колесиков и так далее — горячие темы. Кроме того, мы специализируемся на сварке TIG отдельных металлов и сплавов.
Ножные регуляторы против колесиков и так далее — горячие темы. Кроме того, мы специализируемся на сварке TIG отдельных металлов и сплавов.
К сожалению, в этой книге невозможно дать инструкции по сварке TIG. Однако если вы заинтересованы в сварке самых разных металлов, от нержавеющей и обычной стали до алюминия, сварка TIG обеспечивает наилучшие результаты. На то, чтобы научиться пользоваться оборудованием, требуются значительные денежные средства и время, но вы должны хотя бы подумать об этих обязательствах, если вашей целью является максимальное качество сварки. Если вам интересен этот формат, пусть вас не пугают впечатляющие технические характеристики сварки TIG.Вам не нужно разбираться в технических деталях, чтобы делать отличные сварные швы в различных ситуациях. Как и ваш персональный компьютер, вы можете управлять сварочным аппаратом TIG без глубокого понимания того, как он работает. Хороший курс сварки в профессиональном училище поможет вам начать свой путь к овладению техникой сварки TIG.
Кислородно-ацетиленовая газовая сварка, пайка и сварка твердым припоем
Это старые методы соединения тонких металлических профилей, которые до сих пор находят применение в современном мире (в основном) электросварки.В большинстве случаев они окажутся хуже, чем электросварка по одному или нескольким причинам. Но бывают случаи, когда вы можете найти применение сварке горелкой и пайке.
Кислородно-ацетиленовое пламя, генерируемое смешиванием газов кислорода и ацетилена, чтобы заправить горелку, чертовски горячо, около 6300 градусов по Фаренгейту на конусе нейтрального пламени. Нейтральное пламя представляет собой идеальную горючую смесь кислорода и ацетилена для полного сгорания каждого газа без избытка любого из них в смеси.Это означает, что пламя достаточного размера может расплавить поверхность стали, которая начинает плавиться при температуре около 2700 градусов F.
На практике кислородно-ацетиленовые сварные швы выполняются перемещением пламени с его внутренним конусом рядом с соединяемым металлом, под углом примерно 45 градусов к поверхности и ориентированным в прямом направлении (направление, в котором происходит сварка). Быть сделанным). Горелка перемещается слегка овальным или круговым движением наконечника для выполнения сварных швов, характеристики которых определяются утвержденным появлением ряби на сварных швах.Все это требует некоторой координации и практики.
Быть сделанным). Горелка перемещается слегка овальным или круговым движением наконечника для выполнения сварных швов, характеристики которых определяются утвержденным появлением ряби на сварных швах.Все это требует некоторой координации и практики.
На самом деле нельзя сварить горелкой, расплавив и унося лужу по шву. Эти две детали не могут заполнить шов без недопустимого их истончения. По этой причине стальной присадочный стержень прикладывают и вплавляют в лужу по мере необходимости для образования валика, поскольку лужа перемещается вниз по шву за счет движения горелки в этом направлении.
Все это возможно и достаточно хорошо работает на протяжении поколений. С другой стороны, сварка MIG и TIG также работала намного лучше для меньшего числа поколений.Первым недостатком сварки тонкими профилями горелкой является то, что она требует значительных навыков, больше, чем сварка MIG, и примерно такая же, как сварка TIG. Обратите внимание, что работа с электрической горелкой для сварки TIG и присадочным прутом в некоторой степени аналогична тем, которые используются при газовой сварке.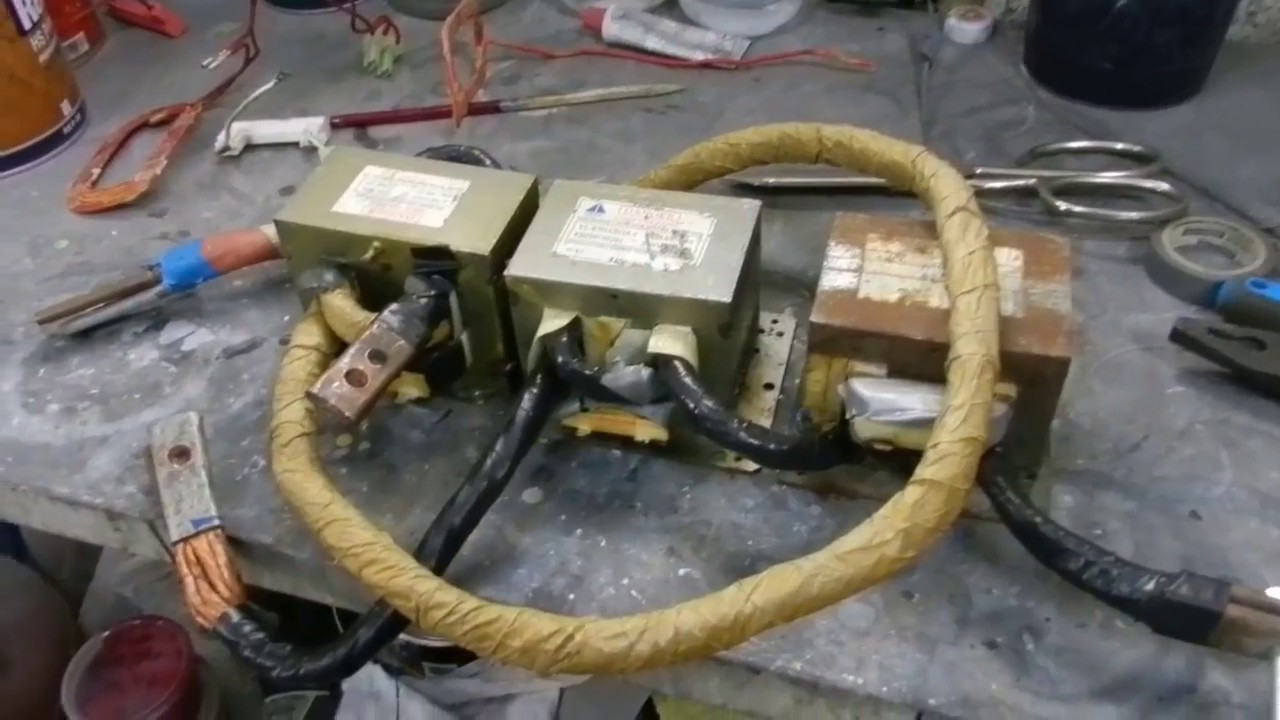
Сварка горелкой также передает гораздо больше тепла в зону сварного шва, чем любой из распространенных форматов электросварки. Это означает больше искажений, больше удовольствия и игр, исключающих сопутствующие повреждения со сцены сварки после завершения сварки.По этим причинам сварка швов листового металла с помощью горелки в наши дни используется редко. Проще говоря, с помощью методов электросварки вы можете улучшить работу с гораздо меньшими навыками, знаниями и усилиями.
Сварной шов слева получился довольно хорошим газовым швом. Справа — сварка MIG. Обратите внимание, насколько меньше зона термического влияния в электросварном шве. Это приводит к меньшему искажению изображения.
Пайка и сварка припоем также имеют ограниченное применение в хорошей практике соединения кузовов.Как и сварка горелкой, эти методы выполняются в кислородно-ацетиленовом пламени. В этом случае предпочтительно слегка науглероживающее пламя. То есть пламя с небольшим перышком вокруг внутреннего конуса, вызванное более высоким, чем нейтральный, количеством ацетилена в смеси кислород / ацетилен.
Пайка чем-то похожа на пайку припоями на основе олова / свинца и серебра, но выполняется при более высоких температурах (около 1000 градусов по Фаренгейту) и с присадочным стержнем, который представляет собой латунный сплав или, реже, сплав на основе бронзы.Примечание: латунные сплавы основаны на меди и цинке, а бронзовые сплавы — на меди и олове. Как и пайка, при пайке не образуется плавкое соединение; то есть молекулы на поверхностях металлов не смешиваются, как в процессах настоящего плавления, таких как MIG, TIG и сварка горелкой. Вместо этого припой притягивается капиллярным действием между спаяемыми друг с другом секциями. Существует некоторое поверхностное смешение молекул припоя и основного металла, но ничего подобного легирующему действию, которое происходит при настоящей сварке плавлением.
Вы можете подумать, что пайка — это низкотемпературное решение с низким уровнем искажений для соединения тонких металлических материалов. Может показаться, что все, что вам нужно сделать, это довести соединения до относительно низкой температуры и залить пруток припоя в пространство между деталями. А поскольку пруток очень устойчив к коррозии, он должен автоматически герметизировать такие участки, как соединения внахлест.
А поскольку пруток очень устойчив к коррозии, он должен автоматически герметизировать такие участки, как соединения внахлест.
Увы, не все так просто. Паяльные материалы обычно не обладают прочностью, необходимой для выполнения прочных стыковых швов, поэтому их используют только для соединений внахлест и со смещением внахлест.Фактически, в прошлые годы некоторые производители автомобилей использовали некоторые паяные соединения внахлестку в своих оригинальных конструкциях легковых и грузовых автомобилей. Однако для большинства целей более желательны стыковые соединения. Это исключает их пайку.
Даже с соединениями внахлест подгонка под пайку имеет решающее значение для обеспечения правильного капиллярного потока припоя в соединение. Без этого фактора паяные соединения будут слишком непрочными для соединения автомобильных панелей. Соблюдение надлежащих посадочных зазоров может быть выполнено на производстве, но обычно это очень сложно при ремонте и изготовлении на заказ. Еще одна проблема с пайкой — это используемый флюс. Чаще всего это основа буры, и ее трудно удалить с готовых швов. Если некоторые из них остались после чистки, они плохо поддаются грунтовке и краске. Наконец, флюсы для пайки имеют тенденцию вызывать водородное охрупчивание металла, прилегающего к паяным соединениям, и это может вызвать растрескивание в этом металле, поскольку колебания панелей повторяются на протяжении многих миль и времени.
Еще одна проблема с пайкой — это используемый флюс. Чаще всего это основа буры, и ее трудно удалить с готовых швов. Если некоторые из них остались после чистки, они плохо поддаются грунтовке и краске. Наконец, флюсы для пайки имеют тенденцию вызывать водородное охрупчивание металла, прилегающего к паяным соединениям, и это может вызвать растрескивание в этом металле, поскольку колебания панелей повторяются на протяжении многих миль и времени.
Пайка пайкой, в отличие от пайки, выходит за рамки капиллярного действия и приводит к нанесению припоя упрочняющей толщины (или валика) на участках сварных швов.Этот тип соединения прочнее простой пайки, но имеет все другие недостатки пайки, упомянутые выше. Есть некоторые места, где пайка и сварка пайкой применяются при работе с листовым металлом, особенно когда они используются для ремонта или замены заводских соединений, которые изначально были спаяны или сварены пайкой. В основном, однако, паяные и паяные сварные соединения опасно близки к тому, чтобы быть некондиционными методами для большинства целей соединения панелей сегодня. Хотя когда-то эти методы казались привлекательными, современные методы электросварки вытеснили их.
Хотя когда-то эти методы казались привлекательными, современные методы электросварки вытеснили их.
Написано Мэттом Джозефом и опубликовано с разрешения CarTechBooks
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Как начать сварку
1. Выберите свой метод
Не существует единого процесса сварки, подходящего для всех областей применения, поэтому необходимо учитывать следующие факторы: тип и толщина свариваемого металла, объем работы, наличие у вас сварка в помещении или на открытом воздухе, как должны выглядеть сварные швы и ваш бюджет.
На сегодняшний день наиболее широко используемой формой сварки является электродуговая сварка, при которой электрическая дуга плавит электрод (например, сварочную проволоку) и частично плавит основной металл. Когда расплавленный металл остывает, детали соединяются. Существуют разные виды дуговой сварки, но мы сосредоточимся на MIG (металлический инертный газ). Сварка с подачей проволоки — самый простой в освоении вид, особенно если вы учитесь сами.
Существуют разные виды дуговой сварки, но мы сосредоточимся на MIG (металлический инертный газ). Сварка с подачей проволоки — самый простой в освоении вид, особенно если вы учитесь сами.
Металлический инертный газ (MIG)
Использует сварочный пистолет, который непрерывно подает проволоку с катушки, когда оператор нажимает на спусковой крючок.Сварочный пистолет одновременно с проволокой подает защитный газ, который защищает металл от загрязнений в воздухе. MIG дает более чистые и лучше выглядящие сварные швы, чем сварка вставкой.
Дуговая сварка порошковой проволокой (FCAW)
Подобен MIG, за исключением того, что здесь нет отдельного защитного газа, потому что проволочный электрод имеет флюс в его сердечнике, который создает свой собственный экран при плавлении проволоки. Эта ветрозащитная установка делает FCAW хорошим методом сварки на открытом воздухе.
2. Купить оборудование
Сварщик
Сварщик — это ваши самые большие расходы, поэтому не обманывайте себя — дешевый сварщик только расстроит вас и затруднит обучение. Сварочный аппарат с подачей проволоки использует обычный бытовой ток для получения очень горячей электрической дуги высокой энергии. Внутри аппарата находится небольшая катушка сварочной проволоки (электрод) с приводом от двигателя. Проволока подается по шлангу к пусковой горелке.Когда оператор соприкасается проволокой с основным металлом, дуга плавит проволоку и частично плавит основание. При сварке MIG, пока курок нажат, горелка продолжает подавать проволоку и газ.
Lincoln Electric Power MIG 210 (вверху) — это новая технология по отличной цене: при напряжении 120 или 230 В он позволяет амбициозному новичку выполнять сварку MIG, TIG и сваркой вставкой. Стоит он 999 долларов.
Миллерматик 141 (ниже) по цене 767 долларов — хороший начальный вариант. Это сварочный аппарат с подачей проволоки на 120 В, который можно использовать для сварки тонких листов алюминия и стали толщиной от 24 до 3/16 дюйма.
Это сварочный аппарат с подачей проволоки на 120 В, который можно использовать для сварки тонких листов алюминия и стали толщиной от 24 до 3/16 дюйма.
Совет: у вашего сварщика также выходит рабочий провод. Это электрический кабель с зажимом на конце, который крепится к основному металлу и замыкает электрическую цепь, необходимую для сварки. Если грязь, ржавчина или краска будут мешать контакту свинца, качество сварного шва ухудшится.
Проволока сварочная
Проволока относительно недорогая. Простое практическое правило — использовать тонкую сварочную проволоку на тонком листовом материале и увеличивать диаметр проволоки по мере увеличения толщины материала.Сварщик берет проволоку как минимум двух диаметров.
Все на удивление интуитивно понятно
В руководстве по эксплуатации машины указано, что для этого нужно, и обычно инструкции находятся на откидной панели сбоку машины.![]() Все это на удивление интуитивно понятно.
Все это на удивление интуитивно понятно.
Газ
Покупка подходящего защитного газа важна, поэтому убедитесь, что вы знаете, какой тип работы вы планируете выполнять. Вы можете получить многоразовый баллон с газом у местного поставщика сварочных материалов.Пси будет варьироваться в зависимости от типа горелки, которую вы используете, и глубины сварных швов, но обычно вы будете придерживаться значений от 15 до 25. Что касается газовой смеси, домашний любитель со сварочным аппаратом с подачей проволоки может это сделать. Обычно обходятся 100-процентным защитным газом CO2. Для получения более чистого сварного шва
используйте 75 процентов CO2 и 25 процентов аргона.
Сварочная тележка : Сварочные аппараты с механизмом подачи проволоки могут весить до 75 фунтов, поэтому для повышения портативности создайте сварочную тележку или приобретите ее.
Шиловая или твердосплавная палочка : для разметки линий реза.
Угловая шлифовальная машина : для шлифования, снятия фаски и правки сварных швов, а также для подготовки поверхности.
Зажим для скоса или магнитный квадрат : для фиксации соединений.
Отбойный молоток и проволочная щетка : для очистки от шлака и брызг.
Сварочные клещи : для обрезки сварочной проволоки и удаления брызг с сопла сварочной горелки.
Почему вам нужен шлем с автоматическим затемнением : Свет, генерируемый любым процессом дуговой сварки, невероятно яркий, и он обожжет вам глаза, если вы не носите шлем.В течение многих лет традиционные сварочные маски имели постоянно затемненную шторку, но это означало, что вам приходилось поднимать маску, когда вы не выполняли сварку. Новые шлемы с автоматическим затемнением защищают от вредного излучения света, автоматически затемняя их прозрачные линзы до предварительно выбранного оттенка за миллисекунды, используя технологию ЖК-дисплея в их стекле. У каждого шлема также есть элементы управления для индивидуальной настройки.
У каждого шлема также есть элементы управления для индивидуальной настройки.
Сварочный шлем Antra AH6-660-0000 с автоматическим затемнением на солнечных батареях, показанный выше, предлагает множество опций, от 45 до 109 долларов в зависимости от размера линзы.
3. Подготовка сварного шва
Подготовка металлов
Используйте проволочную щетку и ацетон для удаления масла и грязи. Если вам нужно разрезать металл, наметьте линию шилом или твердосплавной палочкой и обрежьте ее отрезной пилой по металлу, ножовкой или шлифовальной машиной с отрезным кругом.
Отшлифуйте кромки
Но только те, которые вы планируете соединить, и используйте угловую шлифовальную машину. Это называется снятием фаски. Фаска — это скос между смежными краями двух кусков материала, обычно под углом 45 градусов.Это создает пространство для наполнителя и обеспечивает большую структурную целостность сварного шва. Особенно хорошо это сделать для стыковых швов.
Особенно хорошо это сделать для стыковых швов.
Думайте о сварочном движении как о качелях для гольфа — вам нужно как можно меньше движущихся частей
Разместите металлы
С помощью углового зажима или магнитного угольника зафиксируйте соединения, чтобы металлические части оставались в одной плоскости, прежде чем начинать сварку.
Совет : вы имеете дело с искрами, огнем и расплавленным металлом, поэтому не начинайте сварку, не надев сварочную куртку или фартук, кожаные перчатки и шлем.Если вы хотите сэкономить, качественная хлопковая рабочая рубашка с длинными рукавами может заменить сварочную куртку. Не забудьте рабочие ботинки (без кроссовок) и снимите украшения с запястий и шеи. При шлифовании надевайте защитные очки и маску, закрывающую все лицо. Также держите поблизости огнетушитель ABC.
4.
 Создание слоев сварного шва
Создание слоев сварного шваПоложение тела и рук
Думайте о сварочных движениях как о качелях для гольфа — вам нужно как можно меньше движущихся частей, и вы хотите, чтобы движение было плавным и повторяемым.По возможности держите сварочный пистолет двумя руками или используйте запястье другой руки, чтобы направить руку, держащую сварщика (представьте себе удар в бильярд). Выключив сварщика, сделайте пробный запуск, чтобы убедиться, что вы правильно расположили. Чем устойчивее ваши руки, тем лучше сварной шов.
Прихваточная сварка
Перед началом работы проверьте пистолет. Проволочный электрод должен выступать от 1/4 до 3/8 дюйма. Убедитесь, что на сопле нет брызг и кончик проволоки чистый.Затем сделайте несколько прихваточных швов, достаточных для соединения основных металлов вдоль стыка.
Последний валик
После того, как вы закрепили металлы на месте, вы можете уложить свои окончательные сварные швы. Держа сварочный пистолет под углом примерно 75 градусов к основанию, медленно двигайтесь слева направо (если вы правша), затрачивая одну-две секунды на укладку каждого валика и поддерживая постоянную длину дуги. Не зацикливайтесь на яркой дуге. Посмотрите на край сварочной ванны, и когда вы дойдете до конца сварного шва, вытащите электрод из металла и дайте ему остыть.
Держа сварочный пистолет под углом примерно 75 градусов к основанию, медленно двигайтесь слева направо (если вы правша), затрачивая одну-две секунды на укладку каждого валика и поддерживая постоянную длину дуги. Не зацикливайтесь на яркой дуге. Посмотрите на край сварочной ванны, и когда вы дойдете до конца сварного шва, вытащите электрод из металла и дайте ему остыть.
5. Шлифовка сварного шва
Если вам все равно, как выглядит ваш сварной шов, или если он на куске металла, который не будет виден, когда ваш проект будет завершен, вы можете пропустить этот шаг, потому что все готово. Поздравляю, вы сделали первые сварные швы. Работайте над совершенствованием своей техники на металлоломе. Сварка во многом похожа на игру на гитаре: это совсем несложно, но чтобы стать профессиональным, вам нужна практика, практика, практика.
Сварные швы, шлифование заподлицо
Для получения гладкой поверхности используйте шлифовальный круг с зернистостью 36, прикрепленный к угловой шлифовальной машине, чтобы шлифовать вдоль пути сварки, а не поперек, для однородности. Иди медленно. Если вы шлифуете сварной шов, вам придется начинать заново. При шлифовании должны быть видны только оранжевые искры. Синий означает, что вы слишком сильно давите. Когда вы закончите, возьмите циркониевый лепестковый диск для точной формовки и отделки.
Иди медленно. Если вы шлифуете сварной шов, вам придется начинать заново. При шлифовании должны быть видны только оранжевые искры. Синий означает, что вы слишком сильно давите. Когда вы закончите, возьмите циркониевый лепестковый диск для точной формовки и отделки.
Благодаря Майклу Дэниелу из Michael Daniel Metal Design , Нико Хуаресу из Juarez Custom и Стивену Сомплу из Empire Metal Finishing . Эта история опубликована в июньском номере журнала Popular Mechanics за 2015 год.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на пианино.io
Лучший сварщик кузовных работ
Любите реставрировать классический автомобиль? А как насчет улучшения внешнего вида вашей машины? Вам может понадобиться сварочный аппарат для кузовных работ, который поможет вам выполнить ремонт и восстановление автомобиля.
Поскольку существуют разные типы сварщиков, важно больше узнать об использовании и преимуществах этих типов и получить более конкретное представление о том, какие из этих сварщиков лучше подходят для ваших нужд.
Сначала определите, с каким металлом вы будете работать. Насколько он вообще толстый? В большинстве автомобилей есть металлы с узким диапазоном. Убедитесь, что вы выбрали сварщика, способного работать с таким металлом. Сталь также является обычным выбором, но некоторые автомобили могут быть изготовлены из алюминиевых рам.
Мы проверили, что есть, и отобрали для вас лучшие, предназначенные для использования в автомобилях. Узнайте, какие продукты мы настоятельно рекомендуем покупать.
Лучший сварщик для кузовных работ 2019 Отзывы
1.SUNCOO 130 MIG Welder Flux Core Wire Сварочный аппарат с автоматической подачей проволоки
Этот сварочный аппарат MIG не использует газ. Это означает, что вы можете работать в любом положении, которое вам нравится. Он компактен и портативен. Когда вы работаете над автомобилем, вам не нужно беспокоиться о большой настройке. Вы также можете положиться на это при работе с более тонкими металлами, такими как железо и сталь. Конечный результат чистый и точный, без опасности окисления в зоне сварки.
Он компактен и портативен. Когда вы работаете над автомобилем, вам не нужно беспокоиться о большой настройке. Вы также можете положиться на это при работе с более тонкими металлами, такими как железо и сталь. Конечный результат чистый и точный, без опасности окисления в зоне сварки.
Вы также можете легко управлять этим сварочным аппаратом.Он поставляется с 4 кнопками для облегчения регулировки потока. Проволока может быть легко пропущена через него, а также с помощью поворотной ручки, которую вы можете легко регулировать.
Плюсы:
- Это один из самых недорогих наборов. Если у вас ограниченный бюджет, это должно быть отличным выбором для ваших нужд.
- Регулятор скорости позволяет вам полностью контролировать то, над чем вы работаете, для получения более точных и чистых результатов.
- Сам прибор выглядит хорошо сделанным и прочным.Внешний корпус изготовлен из сверхпрочной нержавеющей стали, которая может служить долго.
- Удобно и портативно. Есть верхняя ручка, которую вы можете использовать, чтобы легко носить это с собой. Кроме того, он довольно легкий.
- Многие говорили, что это сработало быстрее, чем многие сварщики, которых они пробовали раньше. Он также работает тише, чем другие бренды.
 Есть верхняя ручка, которую вы можете использовать, чтобы легко носить это с собой. Кроме того, он довольно легкий.
Есть верхняя ручка, которую вы можете использовать, чтобы легко носить это с собой. Кроме того, он довольно легкий.Минусы:
- У некоторых просто были проблемы с настройкой из-за отсутствия существенных инструкций.
2. Hobart 500559 Handler 140 MIG Welder
Если вы планируете работать с разными видами металлов для кузовных работ, это лучший выбор для вас. Может работать с множеством металлов, таких как магниевые сплавы, алюминий, медь, титан, латунь и чугун. Вы можете использовать это не только для вашего автомобильного кузова. Его рабочий цикл составляет 20%, что должно быть хорошей краткосрочной работой. Вы также можете воспользоваться его 5-позиционным переключателем напряжения, который позволяет вам выбрать наилучшую настройку для получения более плавного и стабильного результата.
Плюсы:
- Этот аппарат позволит вам сваривать до ¼ дюйма стали.
- Он имеет широкий спектр применения и может работать с различными типами металлов.
- Это устройство имеет хороший процент рабочего цикла, что означает, что вы можете работать дольше, не требуя отдыха.
- Его промышленные характеристики гарантируют наилучшие результаты.
- У вас не должно возникнуть проблем с настройкой.
- С ним легко работать, даже если вы работаете с более деликатными материалами.
- Он легкий — всего 57 фунтов. веса.
- Поставляется с ограниченной гарантией.
Минусы:
- Некоторые говорят, что вентилятор охлаждения немного шумит.
- Это устройство немного дороже.
3.
Lincoln Electric K2185-1 Handy MIG Welder Любите ли вы работать с защитным газом или предпочитаете порошковую проволоку, это должно быть идеальным выбором для ваших нужд, поскольку он может вместить оба. Используйте его для кузовных работ, так как он может сваривать сталь размером до 1/8 дюйма. Он компактный и легкий, и его можно легко взять с собой куда угодно. Регулятор скорости подачи проволоки полностью регулируется, чтобы вы могли получить желаемую скорость.
Используйте его для кузовных работ, так как он может сваривать сталь размером до 1/8 дюйма. Он компактный и легкий, и его можно легко взять с собой куда угодно. Регулятор скорости подачи проволоки полностью регулируется, чтобы вы могли получить желаемую скорость.
Плюсы:
- Это быстрое сварочное устройство, которое позволяет легко использовать его в различных проектах.
- Можно использовать защитный газ или сердечник из флюса.
- Отличается безопасностью холодного подрядчика. Это означает, что если сварочный аппарат не используется или спусковой крючок не нажат, он остается холодным.
- В этом комплекте есть все необходимое.
- Поставляется с гарантией.
Минусы:
- Есть клиенты, которые заявили, что хотели бы иметь датчик, который идет в комплекте с регулятором.
4. Lotos MIG140 140 A MIG Wire Welder Flux Core Welder
С его помощью можно сваривать низкоуглеродистые материалы с нержавеющей сталью, алюминием и многими другими металлическими деталями. В нем используется технология трансформатора, которая обеспечивает максимальную долговечность этого устройства.Настройка для этого занимает всего несколько минут. Также имеется индикатор скорости подачи проволоки, который помогает предотвратить защемление и запутывание проводов.
В нем используется технология трансформатора, которая обеспечивает максимальную долговечность этого устройства.Настройка для этого занимает всего несколько минут. Также имеется индикатор скорости подачи проволоки, который помогает предотвратить защемление и запутывание проводов.
Плюсы:
- Это простая в использовании сварочная система с множеством регулируемых функций.
- Поставляется с ограниченной гарантией сроком на 1 год.
- Настройка занимает всего несколько минут.
- Безопасная сварка с системой защиты от перегрева
Минусы:
- Это более дорогое устройство.
Типы сварочных аппаратов для кузовных работ
Вот наиболее распространенные типы сварочных аппаратов, которые часто используются для этого типа сварки:
Сварочные аппараты TIG
Этот тип сварочного аппарата использует вольфрамовые электроды, не является расходным материалом и является защитным газом для предотвращения загрязнения металла. Он идеально подходит для работы с кузовом автомобиля из-за его гибкости в положениях. Это означает, что вы можете получить полный контроль и точность своей работы, что необходимо для кузовных работ.
Он идеально подходит для работы с кузовом автомобиля из-за его гибкости в положениях. Это означает, что вы можете получить полный контроль и точность своей работы, что необходимо для кузовных работ.Еще одна отличительная черта этого типа сварочного аппарата — то, что он не разбрызгивает металл. С косметической точки зрения это идеальный выбор. Структура и прочность конечного результата также лучше.
Простота использования — также одна из его сильных сторон. С помощью ручного или ножного контроллера вы можете легко отрегулировать плотность головы.Это позволит вам больше контролировать то, что вы делаете, что позволит улучшить результат. У вас также есть возможность сваривать большинство типов металлов, включая сталь и алюминий. Благодаря точности этого сварочного аппарата достигается минимальное искажение.
Обратной стороной этого является то, что процесс может быть немного медленнее. Также обычно требуется более длительная кривая обучения. Если вы новичок, возможно, вам будет сложнее использовать этот сварочный аппарат. Кроме того, сварочные аппараты TIG дороже других.
Кроме того, сварочные аппараты TIG дороже других.
Сварочные аппараты для стержневой / дуговой сварки
Эти типы сварочных аппаратов использовали электроды с флюсовым покрытием или расходуемые электроды. Вам необходимо использовать металл в соответствии с типом выполняемого вами сварного шва. Например, если вы свариваете чугун, вам также необходимо использовать чугун. Хотя вы можете работать в любом положении с помощью этого типа сварочного устройства, обычно это приводит к большему разбрызгиванию при сварке над головой.Поскольку он не требует газового покрытия, он практически не подвержен влиянию погодных условий. Таким образом, независимо от того, работаете ли вы в условиях сильного ветра, сквозняка или влажности, вы все равно можете легко использовать это сварочное устройство.Эти агрегаты также являются наименее дорогими.
Проблема в том, что это обычно лучше для более толстых металлов, но не для более тонких. Для получения желаемых результатов также может потребоваться дополнительная очистка.
Сварочные аппараты MIG
Это лучший выбор для многих сварщиков, выполняющих кузовные работы. Тонкий металл подается в трубку, которая достигает головки сварочного аппарата. По трубке течет защитный газ. Это лучший выбор для начинающих сварщиков, поскольку для его обучения не требуется много времени.Фактически, вы можете узнать, как им правильно пользоваться, всего за час.Он также обладает большей гибкостью в том, что касается свариваемого металла. Он может работать с различными металлами, такими как нержавеющая сталь и алюминий. Вы можете работать с металлами толщиной от дюйма.
При сварке можно также принимать разные положения. Если вы часто выполняете сварку над головой, у вас не должно возникнуть проблем с распылением на этом сварочном аппарате. Вы также можете значительно сократить рабочее время, так как этот тип сварщика работает быстро.
Какой выбрать?
Со всеми этими удивительными продуктами вам может быть сложно решить, что выбрать. Вот некоторые моменты, которые следует учитывать:
Вот некоторые моменты, которые следует учитывать:
Доступная цена, но хорошее качество: SUNCOO 130 MIG Welder Flux Core Wire Automatic Feed Сварочный аппарат .
Это устройство сочетает в себе лучшее из обоих миров с доступным устройством, которое выполняет задачу, как если бы оно было более дорогим. Если у вас ограниченный бюджет, но вы не хотите жертвовать качеством, выберите этот вариант.
Промышленное качество: Hobart 500559 Handler 140 MIG Welder .
Если вы ищете сварочный аппарат, на который можно положиться при выполнении сложных работ и работе с различными видами металлов, мы настоятельно рекомендуем этот.
Идеально для небольших проектов: Lincoln Electric K2185-1 Handy MIG Welder.
Если вы работаете с более тонкими металлами или над небольшими проектами, возьмите этот. У него есть все необходимое для выполнения этих задач.
Долговечный сварочный аппарат: Lotos MIG140 140 A MIG Wire Welder Flux Core Welder .
Внутри этого агрегата находится трансформатор, так что на него можно положиться долгое время. Он может похвастаться прочностью.
Советы по покупке лучшего сварочного аппарата для кузовных работ
Чтобы убедиться, что вы покупаете правильный сварочный аппарат, вот несколько вещей, которые вам нужно учитывать, чтобы получить лучшего сварщика:
1. Проверьте силу тока.
Сила тока играет большую роль, когда речь идет о том, сколько мощности он может излучать.Если вы работаете с более тонкими металлами или металлами с толщиной до 3/16, вам потребуется сила тока от 100 до 130 ампер, чтобы получить наилучшие результаты. Если вы работаете с более толстой сталью или стальными материалами толщиной до 1,4 дюйма, вам потребуется 180 ампер для получения хороших результатов.
2. Узнайте, как он справляется с передачей тепла.
Обычно ваш блок питания снижает входное напряжение до 220 В или даже до 120 В, чтобы он мог производить значительный ток. Однако, если вы сделаете это, устройство будет выделять больше тепла, что может повлиять на его схему. Устройство должно иметь возможность отводить это тепло, иначе может произойти сбой источника питания. Тем не менее, вы должны искать высокий рабочий цикл. Чем выше номинальная продолжительность рабочего цикла, тем дольше вы можете использовать сварочное устройство, не давая ему отдыхать, чтобы предотвратить перегрев.
Однако, если вы сделаете это, устройство будет выделять больше тепла, что может повлиять на его схему. Устройство должно иметь возможность отводить это тепло, иначе может произойти сбой источника питания. Тем не менее, вы должны искать высокий рабочий цикл. Чем выше номинальная продолжительность рабочего цикла, тем дольше вы можете использовать сварочное устройство, не давая ему отдыхать, чтобы предотвратить перегрев.
3. Попробуйте потратить немного больше денег на дополнительные функции.
В случае сварочных аппаратов, чем больше денег вы потратите, тем больше возможностей вы получите.Это особенности, которые могут повлиять на производительность, работоспособность и конечный результат устройства. Это означает, что если у вас есть дешевый сварщик, вы также, скорее всего, получите дешевые и неудовлетворительные результаты.
Что дальше?
Для кузовных работ мы настоятельно рекомендуем приобрести следующих сварщиков:
Какие из наших рекомендаций вам нравятся больше всего? Убедитесь, что вы нажимаете ссылки на продукты, которые, по вашему мнению, лучше всего соответствуют вашим потребностям. Вы также можете посетить нашу домашнюю страницу, чтобы узнать больше о различных сварочных инструментах и защитном снаряжении.Ознакомьтесь с обзорами наших продуктов и советами по покупке лучших сварщиков для начинающих.
Вы также можете посетить нашу домашнюю страницу, чтобы узнать больше о различных сварочных инструментах и защитном снаряжении.Ознакомьтесь с обзорами наших продуктов и советами по покупке лучших сварщиков для начинающих.
5 лучших сварщиков для кузовных работ (MIG и TIG) [Обзоры 2021]
0Последнее обновление: 13 января 2021 г.
Если вы любитель или серьезно занимаетесь кузовными работами, хороший сварщик имеет решающее значение для быстрой и высококачественной отделки ваших автомобилей.
Есть множество сварщиков на выбор, и у каждого свое мнение о том, что им нравится, поэтому не каждый сварщик, представленный ниже, подойдет вам.Тем не менее, мы перечислили пять наших любимых сварщиков для автомобильных работ и рассмотрели каждого из них, чтобы показать их плюсы и минусы и помочь вам решить, что будет наиболее подходящим для вас.
Независимо от того, являетесь ли вы сварщиком MIG, сварщиком TIG или вам нужен аппарат, с которым можно работать и тем и другим, мы рассмотрели ряд различных сварщиков, чтобы помочь вам сузить выбор для вашего следующего проекта.
Краткое сравнение (обновлено в 2021 году)
5 лучших сварщиков для кузовных работ
1.Miller Electric 211 — Лучший сварщик MIG
Сварочный аппарат с двойным напряжением Miller Electric 211 — лучший портативный аппарат для автомобильной сварки MIG, доступный в Интернете. Он немного дороже, чем другие машины, которые мы рассмотрели, но его производительность намного превышает разницу в цене.
Это один из самых надежных сварочных аппаратов на рынке, при этом он недорогой и портативный по сравнению с другими элитными сварочными аппаратами MIG, которые стоят значительно дороже. Большинство стандартных пистолетов MIG не соответствуют стандартам комфорта и наиболее эффективной сварки, но этот стандартный пистолет не сильно отстает от дорогих пистолетов на вторичном рынке.
Длина проводов составляет десять футов, что не так долго, как хотелось бы большинству сварщиков, но, опять же, для стандартной горелки это намного длиннее, чем у большинства оригинальных проводов.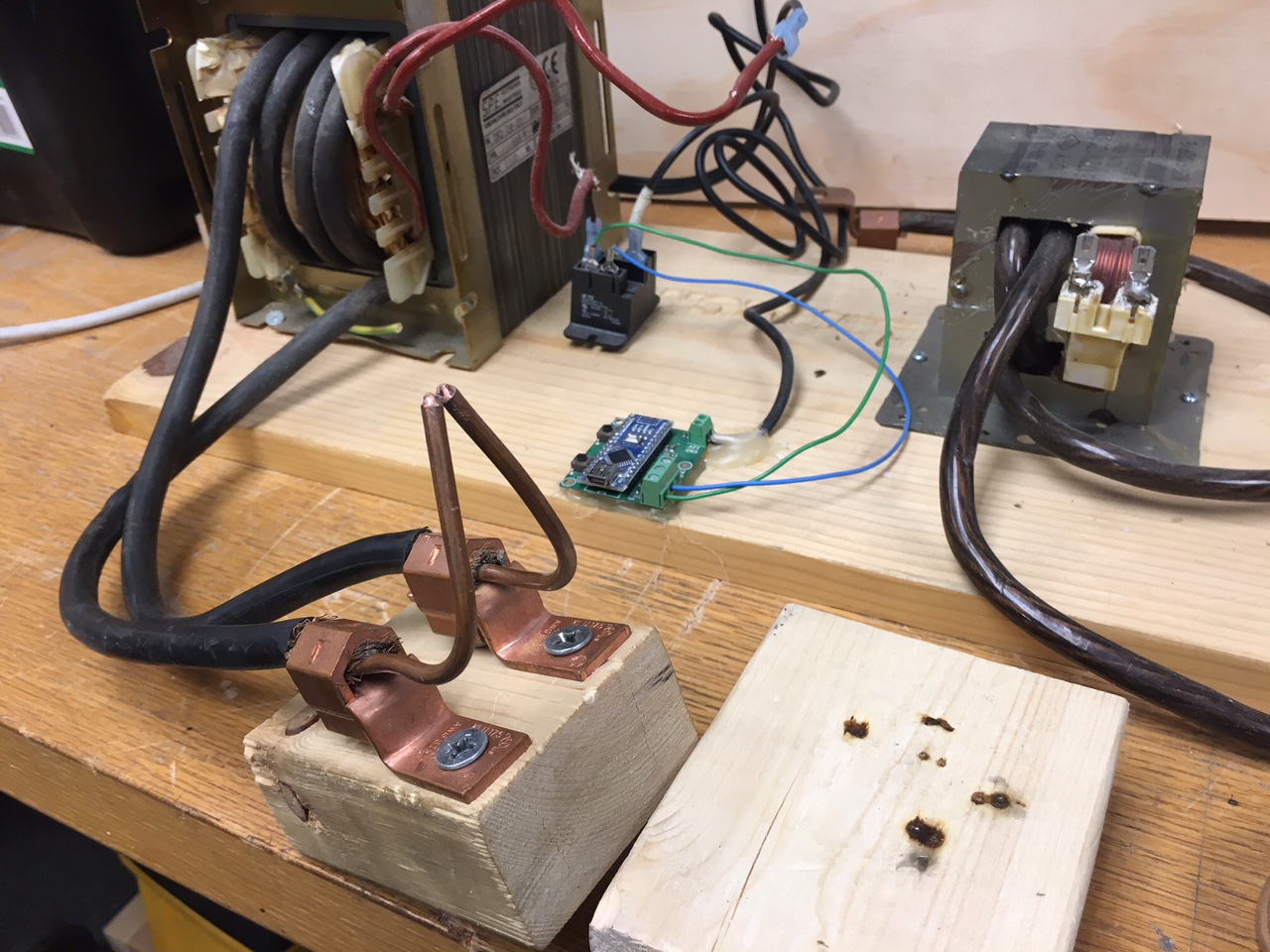 Диапазон настроек этого сварочного аппарата обширен, чтобы обеспечить эффективную сварку каждой части вашего автомобильного кузова.
Диапазон настроек этого сварочного аппарата обширен, чтобы обеспечить эффективную сварку каждой части вашего автомобильного кузова.
На внутренней стороне дверцы сварочного аппарата есть полезная таблица, если она вам нужна, и пластинчатая направляющая вокруг шкалы напряжения, что очень удобно. В целом, это лучший онлайн-сварщик MIG для кузовных работ, и мы настоятельно рекомендуем его, если вы серьезно относитесь к автосварке.
Плюсы
- Для тяжелых условий эксплуатации
- Обширный диапазон настроек
- Пистолет МИГ отличный запас
- Компактный
- Идеально для автомобильных работ
- Средняя цена
Минусы
- Без ручки или сварки TIG
2. PRIMEWELD TIG225X — Лучший сварщик TIG
Не всем нравится сварка TIG своими автомобильными проектами, но некоторым это нравится, и когда люди находят время, чтобы использовать этот процесс, это делает самую красивую отделку автомобиля. Если вы в этом лагере, то PRIMEWELD TIG225X — лучший сварочный аппарат TIG для кузовных работ.
Если вы в этом лагере, то PRIMEWELD TIG225X — лучший сварочный аппарат TIG для кузовных работ.
Имеет широкий диапазон настроек, поэтому у вас есть все возможности для выполнения вашего проекта с максимальной эффективностью и чистотой, которую может обеспечить любой сварщик TIG. Он имеет широкий диапазон силы тока, что не всегда необходимо для кузовных работ, но если вам нужно сделать какой-либо другой ремонт, он пригодится.
Эта машина оснащена фонариком CK Superflex с воздушным охлаждением, который упрощает маневрирование вокруг автомобиля, когда вам нужно попасть в труднодоступные места.Это очень удобный фонарик, который не слишком сильно нагревается для работы с кузовом.
PRIMEWELD придерживается самых высоких стандартов обслуживания клиентов, которые вы найдете на рынке сварки. Этот сварочный аппарат не только действительно доступен по цене, но и о вас позаботятся с момента покупки, пока вам потребуется поддержка со стороны PRIMEWELD. Если вам нужен сварочный аппарат TIG для автомобильных работ, мы рекомендуем его.
Плюсы
- Возможности импульсной дуги
- Превосходное обслуживание клиентов
- Ножная педаль и пальцевый переключатель
- Высокочастотный пуск
- Функции подъема / спуска
3.Weldpro 200 Amp — лучший универсальный сварочный аппарат
Для аппарата, который можно использовать для сварки кузовов автомобилей MIG и TIG, мы настоятельно рекомендуем этот небольшой многофункциональный сварочный аппарат. Он недорогой, и хотя у него нет таких же настроек TIG, как у PRIMEWELD TIG225X 225 Amp TIG Welder, он отлично подходит как для начинающих, так и для опытных сварщиков.
С его помощью особенно легко освоить или развить новые сварочные навыки, так как это синергетический аппарат с предварительно заданными внутренними параметрами, который упрощает определение настроек сварщика.Он имеет лучший диапазон настроек для различных толщин листа и материалов.
Это меньше, чем у многих многопроцессорных сварочных аппаратов. Он идеально подходит для сварки вокруг автомобиля и имеет провода той же длины, что и Miller Electric 211, 120/240 В переменного тока. Он легко становится грязным при сварке автомобильных конструкций, но, тем не менее, выглядит великолепно и даст вам все необходимое для сварки TIG и MIG кузова.
Он идеально подходит для сварки вокруг автомобиля и имеет провода той же длины, что и Miller Electric 211, 120/240 В переменного тока. Он легко становится грязным при сварке автомобильных конструкций, но, тем не менее, выглядит великолепно и даст вам все необходимое для сварки TIG и MIG кузова.
Плюсы
- Определяет сложные настройки
- Универсальное
- Простота установки и использования
- Автоматический выключатель сварки
- Отлично подходит для автомобильных работ
4.Hobart Handler 210 MVP MIG Welder
Это наша вторая любимая машина только для сварки MIG для кузовных работ. Хобарт производит качественные машины по разумной цене, но Handler 210 не соответствует стандарту Миллера, что поставило его на четвертое место.
Это хорошая машина во всех отношениях и даст вам все необходимое для завершения ваших автомобильных проектов, но впечатления от нее не будут такими хорошими. У него такой же диапазон силы тока, но меньше настроек для максимальной производительности.Лиды короче и не такого высокого качества, но это простой механизм, на котором можно учиться, если вы только начинаете.
У него такой же диапазон силы тока, но меньше настроек для максимальной производительности.Лиды короче и не такого высокого качества, но это простой механизм, на котором можно учиться, если вы только начинаете.
На этом аппарате легко устранить разбрызгивание при сварке, и он работает аккуратно, чтобы добиться наилучшего внешнего вида с минимальными усилиями. Если у вас ограниченный бюджет, но вам по-прежнему нужен достойный сварщик MIG, мы рекомендуем этот аппарат, так как он должен вам хорошо служить. В противном случае, если вы потратите немного больше на Miller Electric 211, 120/240 В переменного тока, это даст вам лучший опыт сварки.
Плюсы
- Качественная машина
- Простота использования Короткие провода
- Широкие возможности сварки
Минусы
- Без ручки или сварки TIG
- Короткие провода
5.Сварочный аппарат Forney Easy Weld 261 MIG
Последний в нашем списке — небольшой Forney Easy Weld 261, который работает до 140 ампер при полном шуме. Это не лучшая машина из имеющихся, но она намного дешевле, чем Hobart Handler 210 MVP MIG Welder. Помимо меньшего диапазона силы тока, он выполняет столь же аккуратные сварные швы.
Это не лучшая машина из имеющихся, но она намного дешевле, чем Hobart Handler 210 MVP MIG Welder. Помимо меньшего диапазона силы тока, он выполняет столь же аккуратные сварные швы.
Для кузова автомобиля 140 ампер обычно достаточно для работы, так что это не проблема. Однако большинство людей предпочитают более широкий диапазон силы тока для большего разнообразия.Выводы немного короче, а качество не соответствует стандартам, но тем не менее это хорошо, если у вас действительно ограниченный бюджет.
Это небольшой портативный аппарат с хорошим набором настроек, и у Forney есть одни из самых простых руководств по эксплуатации, которым нужно следовать, если вам нужно настроить и запустить сварочный аппарат. Это не наша любимая машина из этой пятерки, но при небольшом бюджете ее стоит рассмотреть.
Плюсы
- Низкая цена
- Простота использования
- Широкие возможности сварки
Минусы
- Без ручки или сварки TIG
- Короткие провода
Справочник покупателя
Автомобильная сварка сложнее, чем обычная сварка в мастерской. Перед покупкой стоит провести дополнительные исследования по выбору лучшего сварочного аппарата, чтобы убедиться, что у вас есть лучшая машина для выполнения ваших проектов с высочайшим качеством в кратчайшие сроки.
Перед покупкой стоит провести дополнительные исследования по выбору лучшего сварочного аппарата, чтобы убедиться, что у вас есть лучшая машина для выполнения ваших проектов с высочайшим качеством в кратчайшие сроки.
Перед покупкой сварочного аппарата необходимо подумать о трех следующих моментах. Не существует сварщика, подходящего для всех, поэтому полезно настроить его под себя, чтобы определить, что подходит именно вам.
Ваши возможности
Перед тем, как выбрать сварщика для кузовных работ, честно подумайте о своих способностях как сварщике и о том, чего вы хотите достичь в будущем.Многим из нас нравится думать о себе лучше, чем мы есть, что очень помогает укрепить уверенность в себе, поскольку робкие сварщики, как правило, не очень быстро добиваются успеха. Но при выборе машины то, что вы покупаете, имеет огромное значение для вашей производительности и прогресса.
Если вы только начинаете сварку MIG и не уверены в функциях сварщика, у вас может возникнуть соблазн купить самый простой сварщик, чтобы пройти начальный этап обучения и впоследствии перейти к более высокому уровню сварщика.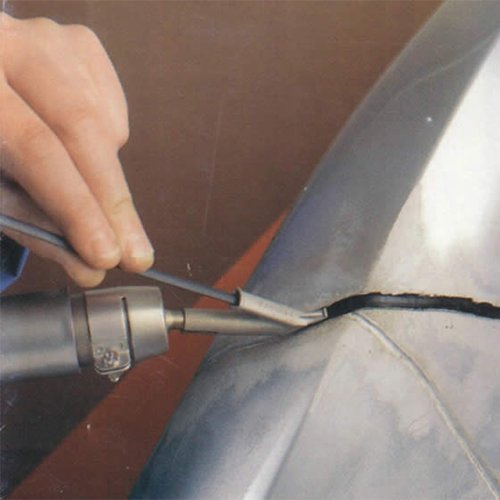 Это нормально, если для начала вы не будете много заниматься сваркой, но если вы стремитесь к прогрессу, вам нужно в ближайшее время перейти к лучшему сварщику и вам придется потратить больше денег на обновление.
Это нормально, если для начала вы не будете много заниматься сваркой, но если вы стремитесь к прогрессу, вам нужно в ближайшее время перейти к лучшему сварщику и вам придется потратить больше денег на обновление.
Если вы погрузитесь в высококлассный сварочный аппарат TIG с множеством функций, такой как PRIMEWELD TIG225X 225 Amp TIG Welder, вы можете некоторое время сдерживаться, пытаясь понять, как настроить аппарат для различных типов сварки. В этом случае покупка хорошего сварочного аппарата TIG, такого как инверторный многоцелевой сварочный аппарат Weldpro 200 Amp, будет означать, что вы можете легко начать изучение начальных методов, необходимых для успешной сварки TIG.
Ассортимент ваших кузовных работ
После получения четкого представления о ваших способностях, полезно знать, какой объем кузовных работ вы будете выполнять и хотите ли вы, чтобы сварщик выполнял какие-либо другие работы. Это определяет, какой диапазон силы тока вы покупаете и хотите ли вы использовать MIG, TIG или многопроцессорный аппарат.
Это определяет, какой диапазон силы тока вы покупаете и хотите ли вы использовать MIG, TIG или многопроцессорный аппарат.
Всегда полезно быть оптимистом в этой области, ожидая сделать больше, чем вы думаете. Нет ничего хуже, чем недооценивать объем сварочных работ и не иметь достаточного диапазона силы тока или возможности сваривать то, что вам в конечном итоге понадобится.
Вы можете купить два высококачественных аппарата, если планируете выполнять обширные работы по сварке MIG и TIG, но с учетом того, что ряд многопроцессорных аппаратов постепенно превращается в такие продвинутые и эффективные многофункциональные сварочные аппараты, неплохо сэкономить деньги и место, купив один аппарат. с несколькими сварочными процессами.
Ваш бюджет
Обычно вы не можете изменить свой бюджет, и это, как правило, является важным определяющим фактором, поскольку вы можете покупать только то, что можете себе позволить. Однако, если у вас есть бюджет на большее, но вы хотите потратить только минимально возможную сумму, помните об общей картине.
Недорогой аппарат хорошо выглядит для вашего банковского счета на момент покупки, но если вы серьезно относитесь к сварке, это не всегда лучший вариант для долгосрочного использования. Часто именно здесь люди теряют больше всего денег, выбирая краткосрочный подход и покупая некачественную машину, думая, что это выгодная сделка.
Если вам нужен сварщик для выполнения проектов по изготовлению кузовов, вы не хотите в конечном итоге платить за нового сварщика каждый год или раньше с помощью недорогих, некачественных аппаратов, которые не служат долго.
Заключение
Наши обзоры этих пяти сварщиков основаны на пяти наших любимых типах машин для кузовных работ. В Интернете есть большой выбор, но мы сочли их лучшими. Наш лучший выбор — Miller Electric 211, 120/240 В переменного тока.Это самая производительная и долговечная машина MIG на рынке для автомобильных работ по разумной цене.
Если вы предпочитаете сварку автомобилей методом TIG, сварочный аппарат PRIMEWELD TIG225X 225 A IGBT AC / DC станет отличным выбором.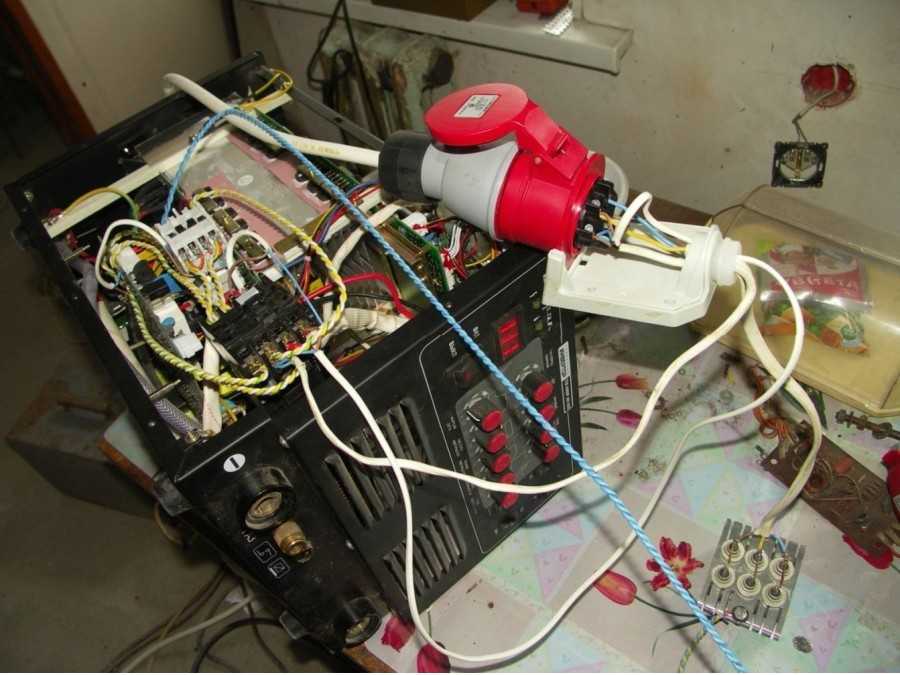 Он имеет широкий спектр настроек, поэтому вы можете без труда довести работу до высочайшего уровня. Он сравним с топовыми аппаратами TIG, но стоит вдвое дешевле.
Он имеет широкий спектр настроек, поэтому вы можете без труда довести работу до высочайшего уровня. Он сравним с топовыми аппаратами TIG, но стоит вдвое дешевле.
Наш любимый универсальный сварочный аппарат для автоматической сварки MIG и TIG — это многофункциональный инверторный сварочный аппарат Weldpro 200 Amp.Это лучшая машина для обучения, и, хотя в ней нет большого количества настроек, настройки в синергетическом стиле позволяют выполнять сварку с оптимальным балансом для ваших конкретных проектов.
Мы надеемся, что эти обзоры вам помогли. Не стесняйтесь оставлять свои комментарии ниже; мы всегда рады услышать от вас.
связанные страницы:
Лучший сварщик для самостоятельного ремонта и обслуживания дома
Нет ничего более приятного, чем наличие собственной домашней мастерской и возможность заниматься своими руками или выполнять работы по обслуживанию дома.Те из нас, кто умеет строить, чинить, создавать и ремонтировать вещи, — это редкая порода, которая не любит ничего, кроме как провести дождливый (или любой другой) день в мастерской. Часто мы обнаруживаем, что в то время как в наших мастерских есть все оборудование для работы с деревом, наличие сварщика открывает совершенно новые возможности для творчества. В этой статье мы обсудим, какой сварщик лучше всего подходит для самостоятельного ремонта и обслуживания дома.
Часто мы обнаруживаем, что в то время как в наших мастерских есть все оборудование для работы с деревом, наличие сварщика открывает совершенно новые возможности для творчества. В этой статье мы обсудим, какой сварщик лучше всего подходит для самостоятельного ремонта и обслуживания дома.
Типы сварочных аппаратов своими руками
Иметь сварщика в мастерской — это одно, но какой сварщик лучше всего подходит для проектов DIY.Что хотим сварить, что строим, что ремонтируем? Здесь мы рассмотрим три распространенных типа сварочных аппаратов: дуговые, сварочные аппараты MIG и TIG
.Аппараты для дуговой сварки и их применение
Дуговые сварочные аппараты — это ваш основной и оригинальный сварочный аппарат. Эти машины, использовавшиеся десятилетиями, создавали целую промышленность. Первый аппарат для дуговой сварки был изобретен примерно в 1890 году, а первые сварочные электроды с покрытием были изобретены примерно в начале 1900 года.
Сегодня аппараты для дуговой сварки все еще используются в промышленности и в домашних условиях. Новое поколение дуговой сварки компактных, портативных и мощных. Часто они подходят не только для дуговой сварки, но и для сварки TIG.
Новое поколение дуговой сварки компактных, портативных и мощных. Часто они подходят не только для дуговой сварки, но и для сварки TIG.
обычно используются в строительной и ремонтной промышленности, особенно в таких областях специальной сварки, как сварка труб и подводная сварка. В то время как специалист по домашнему хозяйству может использовать эти машины для основных производственных и ремонтных работ.
Преимущества и недостатки дуговой сварки
Преимущества дуговой сварки
- Очень портативный , Новые машины, такие как 140 Forney EasyWeld Arc Welder, очень легкие .При весе всего 10 фунтов или около того эти машины идеальны для технического обслуживания и общих производственных работ.
- Дуговые сварщики не привередливы, когда дело касается состояния свариваемого металла, и будут сваривать грязные материалы. Также можно сваривать оцинкованную сталь, нержавеющую сталь и практичный чугун.
- Аппарат для дуговой сварки можно использовать без защитного газа в любую погоду .
- Цена. Большинство аппаратов для дуговой сварки, используемых в домашних условиях, — это , очень доступный по цене. Сварочный аппарат на 140 А можно купить менее чем за двести долларов.Другой фактор экономии средств — отсутствие необходимости в дополнительном защитном газе
- Идеально для трубопроводов.
- Основы «Дуговая сварка» можно освоить за относительно короткое время при хорошем обучении. (У U-образной трубки есть много видео о том, как дуговой сваркой)
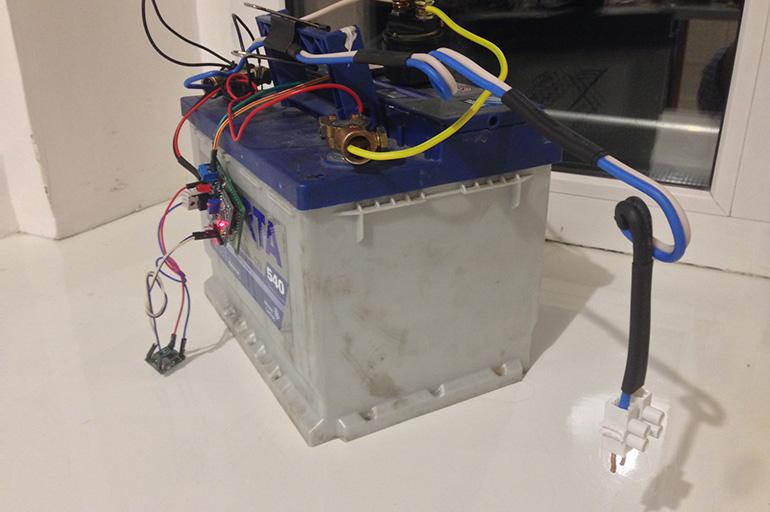
Недостатки дуговой сварки
- Может потребоваться больше очистки, чем сварочные аппараты MIG, в зависимости от типа используемого электрода.
- Трудносвариваемая очень тонкая сталь и листовой металл
- Не так эффективен, как сварочный аппарат MIG, когда речь идет о производительности.Они медлительны в использовании, так как вы постоянно меняете электроды.
- Для качественной сварки, такой как подводная сварка или сварка труб, требуется высокий уровень опыта и подготовка.
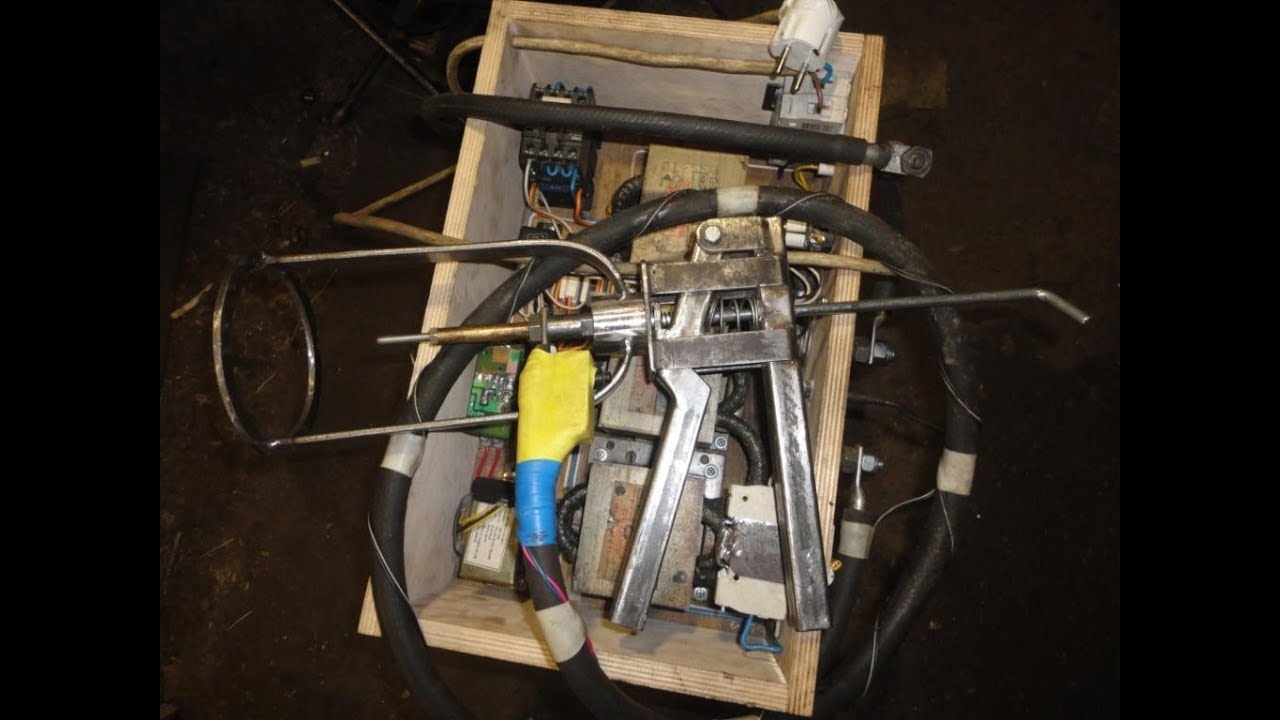
Mig Welders — Лучший сварщик для DIY
Сварочные аппаратыMig для общего ремонта и домашнего ремонта будут наиболее универсальными из всех трех типов и для большинства из них будут лучшими сварочными аппаратами для домашних работ. Эти сварочные аппараты работают с использованием непрерывной подачи проволоки, которая является присадочным стержнем к месту дуги.
Однако в некоторых случаях требуется использование защитного газа.Это может ограничить портативность, но при сварке низкоуглеродистой стали есть способ обойти эту проблему.
Защитный газ требуется для сварочных аппаратов MIG, если вы собираетесь сваривать низкоуглеродистую сталь, нержавеющую сталь и алюминий. Есть еще один вариант сварки низкоуглеродистой стали с использованием сварочной проволоки с флюсовой сердцевиной. Использование проволоки с флюсовым сердечником не требует использования защитного газа, так как флюсовая проволока обеспечивает защиту сварочной ванны.
Нажмите, чтобы увидеть один из лучших сварочных аппаратов Mig для DIY
Преимущества сварочных аппаратов MIG для DIY
- Машины хорошего качества по хорошей цене
- Сварочные аппараты Modern Mig меньше, легче и компактнее, а в некоторых случаях имеют большую мощность
- Сварка MIG — самый простой из всех типов сварки для изучения
- Может сваривать намного быстрее, чем аппараты для дуговой или TIG-сварки
- Отлично подходит для сварки тонких металлов, например автомобильных панелей
- Сварные швы имеют хорошую отделку и более чистые, без шлака.(порошковая проволока создает немного шлака и немного очищает)
- Одна машина может сваривать низкоуглеродистую сталь, алюминий, нержавеющую сталь и использовать порошковую проволоку.
- Сварку сердечника флюсом можно выполнять на открытом воздухе в ветреную погоду
Недостатки сварочных аппаратов МИГ
- Требуется защитный газ, если не используется проволока с флюсовым сердечником.
- Использование защитного газа требует очень стабильных атмосферных условий, чтобы не сдувать газовую защиту
- Лучше всего использовать для более тонких металлов.В зависимости от мощности вашей машины. Например, для сварки 2-дюймовой пластины требуется сварщик с силой тока не менее 500 ампер.
- Требует большей подготовки, чем сварочные аппараты штангой, область сварки должна быть очищена от грязи, ржавчины или краски.

Сварщики Tig, преимущества и недостатки
Сварочные аппараты TIG — это высокоточные аппараты. Вероятно, не лучший сварщик для DIY, но если вы занимаетесь точной работой, вам следует это рассмотреть. Обычно используется в промышленности и производстве, например, в пищевой и спортивной промышленности.Рама вашего велосипеда, скорее всего, сварена методом TIG.
Преимущества
- Сварные швы практически не требуют очистки, очень чистые
- Сварные швы могут быть очень маленькими и деликатными
- Отлично подходит для сварки тонких металлов и листового металла
- Прочные качественные сварные швы
- Теплом, подводимым к сварному шву, можно управлять с помощью педали
- Может сваривать сталь, сплавы и нержавеющую сталь
Недостатки
- Требуется защитный газ
- Сварочный процесс требует определенных навыков
- Не подходит для сварки толстой стали
Заключение
Суть в том, что сварщики MIG будут лучшими сварщиками для DIY для большинства людей. Это означает, что они самые универсальные и справятся практически со всем. Излишне говорить, что следующий лучший вариант — обратиться к дуговой сварке. Они больше подходят для обслуживания ферм и более тяжелых строительных проектов.
Это означает, что они самые универсальные и справятся практически со всем. Излишне говорить, что следующий лучший вариант — обратиться к дуговой сварке. Они больше подходят для обслуживания ферм и более тяжелых строительных проектов.
Ноэль Дэвидсон веками сваривал сталь, пил дерево и строил крутые штуки, его блог Habitatdiy.com посвящен самоделкам и творчеству, потому что это возможно.
How to Weld — Сварка MIG: 11 шагов (с изображениями)
Сварщик MIG состоит из нескольких частей.Если вы откроете один из них, вы сможете увидеть что-то похожее на то, что изображено ниже.
Сварщик
Внутри сварочного аппарата вы найдете катушку с проволокой и серию роликов, которые проталкивают проволоку к сварочному пистолету. Внутри этой части сварочного аппарата мало что происходит, поэтому стоит уделить минуту и ознакомиться с различными частями. Если по какой-либо причине происходит заедание механизма подачи проволоки (время от времени это случается), вам следует проверить эту часть устройства.
Большую катушку с проволокой следует удерживать натяжной гайкой. Гайка должна быть достаточно тугой, чтобы катушка не распустилась, но не настолько, чтобы ролики не могли вытащить проволоку из катушки.
Если вы проследите за проволокой с катушки, вы увидите, что она входит в набор роликов, которые стягивают проволоку с большого рулона. Этот сварочный аппарат предназначен для сварки алюминия, поэтому в него загружена алюминиевая проволока. Сварка MIG, которую я собираюсь описать в этом руководстве, предназначена для стали, в которой используется проволока медного цвета.
Бензобак
Предположим, что вы используете защитный газ со своим сварочным аппаратом MIG, за MIG будет бак с газом. Резервуар состоит из 100% аргона или смеси CO2 и аргона. Этот газ защищает сварной шов по мере его образования. Без газа ваши сварные швы будут выглядеть коричневыми, забрызганными и в целом не очень красивыми. Откройте главный вентиль бака и убедитесь, что в баке есть немного газа. Ваши манометры должны показывать в резервуаре от 0 до 2500 фунтов на квадратный дюйм, а регулятор должен быть установлен в пределах от 15 до 25 фунтов на квадратный дюйм, в зависимости от того, как вы хотите все настроить, и типа сварочной горелки, которую вы используете.
Ваши манометры должны показывать в резервуаре от 0 до 2500 фунтов на квадратный дюйм, а регулятор должен быть установлен в пределах от 15 до 25 фунтов на квадратный дюйм, в зависимости от того, как вы хотите все настроить, и типа сварочной горелки, которую вы используете.
** Это хорошее практическое правило: открывать все клапаны всех бензобаков в магазине всего на пол-оборота или около того. Полное открывание клапана не улучшает ваш поток, кроме как просто открыть клапан, так как резервуар находится под очень большим давлением. Логика этого заключается в том, что, если кому-то нужно быстро отключить подачу газа в чрезвычайной ситуации, ему не нужно тратить время на запуск полностью открытого клапана. Это может показаться не таким уж большим делом с аргоном или CO2, но когда вы работаете с горючими газами, такими как кислород или ацетилен, вы можете понять, почему это может пригодиться в случае чрезвычайной ситуации.**
После того, как проволока проходит через ролики, она направляется по шлангам, ведущим к сварочному пистолету. Шланги несут заряженный электрод и газообразный аргон.
Шланги несут заряженный электрод и газообразный аргон.
Сварочный пистолет
Сварочный пистолет — это бизнес-цель. На него будет направлено основное внимание во время процесса сварки. Пистолет состоит из спускового крючка, который регулирует подачу проволоки и подачу электричества. Проволока направляется сменным медным наконечником, который изготавливается для каждого конкретного сварщика.Наконечники различаются по размеру, чтобы соответствовать диаметру проволоки, с которой вы свариваете. Скорее всего, эта часть сварщика уже будет настроена для вас. Снаружи наконечник пистолета покрыт керамической или металлической чашей, которая защищает электрод и направляет поток газа из наконечника пистолета. На фотографиях ниже вы можете увидеть небольшой кусок проволоки, торчащий из наконечника сварочного пистолета.
Зажим заземления
Зажим заземления является катодом (-) в цепи и замыкает цепь между сварочным аппаратом, сварочной горелкой и объектом. Его следует прикрепить либо непосредственно к свариваемой детали, либо к металлическому сварочному столу, как показано на рисунке ниже (у нас есть два сварщика, следовательно, два зажима, вам нужен только один зажим от сварщика, прикрепленный к вашей детали для сварки).
Его следует прикрепить либо непосредственно к свариваемой детали, либо к металлическому сварочному столу, как показано на рисунке ниже (у нас есть два сварщика, следовательно, два зажима, вам нужен только один зажим от сварщика, прикрепленный к вашей детали для сварки).
Зажим должен хорошо контактировать с свариваемой деталью, чтобы он работал, поэтому обязательно удалите ржавчину или краску, которые могут помешать его соединению с вашей работой.
Сложно ли сварка? — MakeMoneyWelding
Я беру полного новичка, обучаю его основам сварки, и если они достаточно серьезны, чтобы изучать сварку своими руками, я обучаю их более сложным компонентам сварки.
Если вы никогда раньше не занимались сваркой, ОТЛИЧНО!
Я хочу поделиться с вами, насколько легко вы можете начать работу, но есть некоторые непонятные моменты в обучении сварке-хобби.
Большинство новичков хотят знать…
- С какого сварочного процесса мне начать?
- Нужен ли мне сварочный аппарат на 100 или 220 вольт?
- В чем разница между Stick, MIG и TIG?
Я отвечу на все эти и многие другие вопросы. Итак, если я вас еще не потерял, продолжайте читать, чтобы узнать ответы на эти вопросы и найти лучший способ сварки для начинающих.
Итак, если я вас еще не потерял, продолжайте читать, чтобы узнать ответы на эти вопросы и найти лучший способ сварки для начинающих.
Поскольку все эти вопросы затуманивают ваш разум, позвольте мне свести их к минимуму из того, что вам нужно здесь знать.
Сварка своими руками — В чем разница между Stick, MIG и TIG?Прежде всего, избегайте сварки TIG, если вы новичок.
TIG — хороший сварочный процесс, но он слишком сложен для начинающих. Позвольте мне объяснить почему.
TIG включает в себя удерживание присадочного стержня одной рукой, удерживание пистолета TIG другой рукой и управление напряжением с помощью ножной педали.Похоже, много? Это для новичка.
TIG используется в производственных процессах, где сварные швы должны быть очень точными, и вы даже можете сваривать тонкие куски металла, например 2 пивных банки.
Как насчет самостоятельной сварки с помощью сварочного аппарата? Сварка палкой — это хороший сварочный процесс, применяемый уже много лет. Она до сих пор используется в большинстве сварочных цехов и в полевых условиях, но сварка штучной сваркой имеет 3 основных недостатка для самостоятельной сварки.
Она до сих пор используется в большинстве сварочных цехов и в полевых условиях, но сварка штучной сваркой имеет 3 основных недостатка для самостоятельной сварки.
- Во-первых, большинство сварочных аппаратов работают только от розетки на 220 вольт, что затрудняет начало сварки для многих людей, у которых есть только розетки на 110 вольт.
- Во-вторых, при сварке штучной сваркой образуется шлак и выделяется много дыма, что усложняет новичкам изучение сварочной ванны и контроль нагрева. Кроме того, вам нужно отколоть шлак от валиков сварного шва.
- И, в-третьих, новичкам бывает сложно запустить и поддерживать дугу. Когда все, что вам нужно сделать, это уложить сварной шов, но вы не можете даже завести дугу, это может расстроить новичков.
Это подводит меня к завершающему процессу сварки — самому простому и быстрому способу для начинающих начать работу.
Я, конечно, говорю о сварке MIG.
Почему MIG-сварка лучше всего подходит для хобби-сварки Причина, по которой сварка своими руками с помощью сварочного аппарата mig и научиться тому, как выполнять сварку с помощью миграции, так хороша для начинающих, заключается в том, что прямо из коробки вы можете подключить сварочную машину mig и уложить довольно приличный борт.
Я имею в виду, что это будет не лучший сварной шов в мире, так как это ваш первый сварной шов, но тем не менее вы не потратили часы, пытаясь сварить.
То, что делает любительскую сварку с помощью сварочного аппарата mig таким замечательным, — это то, что у вас есть 2 варианта.
- Вы можете использовать рулон проволоки с флюсовым сердечником со своим сварочным аппаратом mig, поэтому вам не придется покупать газовый баллон.
- Или вы можете купить газовый баллон и сразу приступить к выполнению чистых сварных швов, без сколов шлака.
У сварочного аппарата MIG нет длинного сварочного стержня, как у аппарата для ручной сварки, и нет длинного присадочного прутка, как у сварочного аппарата TIG.
При сварке своими руками с помощью сварочного аппарата MIG электрод превращается в моток проволоки.
Когда вы нажимаете курок на горелке MIG, она начинает подавать проволоку из сопла, зажигается дуга и начинает течь защитный газ (если вы используете газ).