
Как хромировать металл в домашних условиях: технологии, оборудование
Чтобы защитить металлические конструкции от коррозии, повысить прочностные характеристики и улучшить эстетичность их внешнего вида, применяют технологию хромирования. Она относительно несложная и доступна для освоения, но перед тем, как хромировать любой металл, нужно тщательно изучить технологию обработки, чтобы не допустить ошибок.
Хромированный металлЧто такое хромирование?
Хромирование деталей заключается в нанесении специального покрытия на металлическую поверхность. Существует два основных метода:
- Насыщение поверхностных слоёв диффузионным методом. Максимальное число атомов хрома проникает внутрь металлической кристаллической решётки.
- Электролитический метод. Заключается в катодном осаждении хрома на стальную конструкцию под действием электрического тока.
Покрытие хромом проводится только на чистую подготовленную поверхность. Особенностью процесса является нанесение однородного слоя определённой толщины на конструкции различных форм.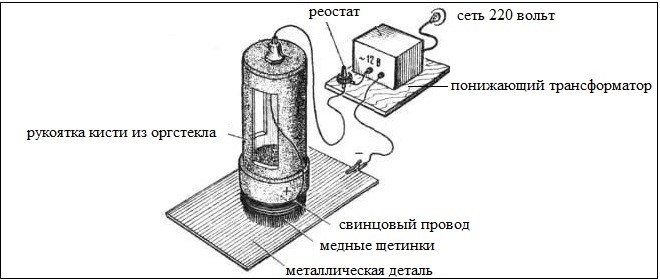 Покрытие может выполнять декоративную или защитную функцию.
Покрытие может выполнять декоративную или защитную функцию.
Толщина образуемого слоя — от 0,075 до 0,25 мм. Твёрдость — 66–70 HRC. Поверхность имеет шероховатости и чем толще наносимое покрытие, тем больше дефектов. Поэтому после хромирования требуется полировка заготовок.
Технология предусматривает применение растворов:
- с хромовым ангидридом;
- с сульфатом или хлоридом хрома.
Зачем нужно хромирование?
Процесс хромирования проводится для следующих целей:
- Защиты металлов от коррозии, резких перепадов температуры.
- Восстановления поверхности металла. Возможно повышение срока эксплуатации конструкций, при условии износа поверхности на глубину до 1 мм.
- Повышения износостойкости. Хромовое покрытие способно стойко переносить трение, механические воздействия, температурные расширения. Позволяет защищать основной металл от негативных внешних факторов.
- Улучшения отражающих свойств. Хромированный слой обладает отражающими свойствами.
 Применяется в осветительных приборах для улучшения видимости корпусных элементов или знаков.
Применяется в осветительных приборах для улучшения видимости корпусных элементов или знаков.
 Применяется в осветительных приборах для улучшения видимости корпусных элементов или знаков.
Применяется в осветительных приборах для улучшения видимости корпусных элементов или знаков.Технология хромирования деталей
Существуют следующие виды хромирования:
- В электролитической среде. Атомы Cr осаждаются на токопроводящие наружные слои металла. Реакция протекает при подаче напряжения на электроды. Образуемый слой отличается стойкостью к химически активным средам и механическим воздействиям.
- Химическое хромирование. Это восстановительная реакция хрома из солевого раствора в присутствии реагентов. Наличие фосфора позволяет избавиться от серого оттенка на металле. Метод требует обязательного использования защитной экипировки.
- Декоративное хромирование с применением гальванической кисти. Метод простой и не требует наличия опыта проведения подобных работ. Контроль толщины происходит одновременно с процедурой нанесения хромового покрытия.
Оборудование для хромирования
Для хромирования в домашних условиях потребуется:
- Гальваническая ванна. Это ёмкость, покрытая снаружи теплоизоляционным слоем. Подходит любой сосуд, стойкий к химической среде.
- Источник питания для подключения электродов. Он должен иметь мощность до 1 кВт, регулятор по напряжению, рассчитанный на ток 50 А.
- Нагреватель из материала стойкого к кислой среде для подогрева электролита.
- Температурный датчик, откалиброванный для измерений при температурах от 00С до +1000С.
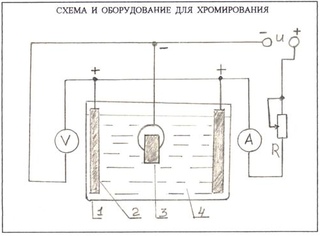
- Свинцовая пластина, выполняющая роль анода. Нужно сделать крепление внутри ёмкости, чтобы она была от стенок на расстоянии. Катодом служит деталь, к которой нужно прочно закрепить контактный провод.
 Это ёмкость, покрытая снаружи теплоизоляционным слоем. Подходит любой сосуд, стойкий к химической среде.
Это ёмкость, покрытая снаружи теплоизоляционным слоем. Подходит любой сосуд, стойкий к химической среде.Новичкам рекомендуется использовать набор для хромирования, в котором есть нужные реагенты для химической металлизации. Многие производители в комплект включают подробную инструкцию по нанесению покрытия.
Гальваническая ванна (Фото: Instagram / pt_plast)Как хромировать детали?
Хромирование конструкций своими руками в домашних условиях необходимо выполнять в просторном нежилом помещении. Нужно подготовить инструменты, плотную одежду, очки, респиратор.
Нужно подготовить инструменты, плотную одежду, очки, респиратор.
Для подготовки раствора нужно использовать неметаллические ёмкости. Связано это с необходимостью применения окислительного раствора.
В качестве катода следует использовать тонколистовой свинец или оловянный сплав. Ванна для электролиза может быть пластиковая цилиндрическая или прямоугольная. Если раствора было приготовлено больше требуемого объёма, его можно хранить в герметичной ёмкости с крышкой.
Для приготовления электролита должны быть использованы только чистые вещества. Хромовый ангидрид недоступен в свободной продаже.
Пошаговое хромирование деталей автомобилей:
- Деталь очистить от грязи и отполировать.
- При обработке стали проводят активацию поверхности. Она заключается в погружении заготовки в соляную кислоту на 5–20 минут. Длительность зависит от размеров и сложности поверхности.
- С детали смываются остатки кислоты.
- После высыхания конструкция погружается в ванну с раствором электролита.
- Внутри ванны устанавливается анодная свинцовая пластинка, к ней подключается плюсовой контакт от источника тока. К детали подсоединяется минусовый провод.
- Включается питание на 20-40 минут. По истечении времени деталь извлекается наружу.
- Через 3 часа хромированную поверхность шлифуют до блеска.

Для получения качественного покрытия нужно обеспечить:
- стабильное электрическое напряжение;
- соблюдение пропорций электролита;
- подготовку детали в соответствии с требованиями технологии;
- контроль и соблюдение температурного режима;
- выдержку электролита под током определённое время (от трех часов).
Подготовка детали
Перед хромированием деталей своими руками нужно:
- Очистить детали от грязи.
- Снять с металлической поверхности слой ржавчины. Зачистка выполняется наждачной бумагой
- Очистительными средствами удалить пятна жира, масел.
Как готовить электролит?
Для хромирования деталей в домашних условиях нужен электролит. Пропорции ингредиентов для приготовления раствора:
Пропорции ингредиентов для приготовления раствора:
- ангидрид в растворе 150–250 г/л;
- серной кислоты от 1,5–2,5 г на литр раствора.
Ангидрид хрома ядовит, его применение смертельно опасно.
Приготовление электролита:
- Стеклянный сосуд на 50% заполняется водой, нагретой до +600С.
- В соответствии с количеством налитой воды добавляется ангидрид. Смесь перемешивается до полного растворения.
- Доливается вода до наполнения сосуда.
- Заливается в пропорции кислота, жидкость тщательно перемешивается.
При электролитическом восстановлении катод присоединяется к заготовке, а анод – погружается в подготовленный раствор.
Раствор, оставшийся после хромирования, нужно утилизировать. Он канцерогенен и может вызывать кожные заболевания, появление опухолей.
Этапы хромирования
Пошаговая процедура хромирования в домашних условиях:
- Раствор электролита нагревают до +52 градусов и выдерживают.
- Подготавливают сосуд для электролиза. В сосуде закрепляют анод, размещают заготовку, фиксируют на равноудалённом расстоянии от стенок. Прогревают до температуры раствора.
- В подготовленную ёмкость заливают электролит.
- На электроды 20–60 минут подаётся напряжение. Длительность зависит от объёма ёмкости, размеров, формы детали.
- Заготовка вынимается, промывается, сушится. Сушить следует на чистой поверхности. Важно исключить контакт с посторонними предметами.

Чтобы нанести хром на пластик декоративным способом, нужно выполнить следующее:
- Обеспечить качественное вентилирование помещения.
- Подобрать кисть с длиной ворса 2,5 см, обмотать её проводом из свинца.
- Закрепить кисть в торцевой части цилиндрической ёмкости.
- С противоположной стороны прикрепить диод.
- В ёмкость залить подготовленный электролит.
- В качестве источника питания в электрическую цепь подключается понижающий трансформатор. Минусовый контакт подключается к хромируемой заготовке, а плюсовый — к анодному диоду.
- На заготовку кистью нанести электролитический раствор. Каждый участок поверхности обрабатывается кистью от 20 раз.
- Отключить питание трансформатора.
- Достать из емкости заготовку, обработать и высушить деталь. Если на поверхности была грязь, её можно удалить при помощи воздушного потока, создаваемого компрессором.
- При сушке деталь не должна контактировать с посторонними предметами или подвергаться загрязнениям.

Причины появления дефектов
Причины создания дефектного покрытия:
- несоблюдение пропорций компонентов;
- нарушение температурного режима;
- отклонение от нормированных электрических параметров;
- обработка заготовок из самопассивирующихся металлов, не прошедших травления;
- некачественная очистка поверхности.
При хромировании в домашних условиях повышается риск возникновения дефектов:
- Отсутствует блеск. Основной причиной является повышенное количество ангидрида хрома в смеси. Также возможны ситуации с низкой концентрацией серной кислоты или превышении токового значения.
- Неравномерный блеск. Возникает в результате повышенных значений подаваемого на электроды тока либо несоблюдении температурного нагрева электролита.
- На наружном слое образовались коричневые пятна. В растворе повышенная концентрация хромового ангидрида или недостаточное количество серной кислоты.
- Появились небольшие раковины снаружи заготовки. Результатом такого эффекта является некачественная подготовка детали к обработке: полировка выполнена некачественно. Другая причина — наличие водорода на наружном слое.
- Неравномерность толщины хромового покрытия. Создаётся по причине подачи повышенной силы тока на электроды.
- Покрытие имеет низкую прочность, при механических воздействиях остаются следы. Возникает при недостаточной температуре прогрева.
- Наличие трещин в покрытии. Связано с применением электролита, в котором концентрация железа более 0,15 кг/л.
- Отсутствие хромированного покрытия на некоторых участках детали. В электролите присутствуют растворённые нитраты.
- Происходит отслаивание хромового слоя. В ходе электролиза напряжение, подаваемое от источника тока, было нестабильным или снизилась температура электролита. Другой причиной может быть плохо обезжиренная поверхность.
 Также возможны ситуации с низкой концентрацией серной кислоты или превышении токового значения.
Также возможны ситуации с низкой концентрацией серной кислоты или превышении токового значения.
Любой металл подвержен коррозии, но его можно покрыть защитным слоем. Наиболее простым методом защиты металла считается хромирование. Чтобы правильно провести обработку, нужно изучить нюансы этого процесса и подготовить необходимый инструмент.
Хромирование своими руками в домашних условиях
Если Вы хотите придать изделию благородный блеск, без хромирования здесь не обойтись. Покрытые слоем хрома, изделия смотрятся очень эффектно, и кроме того, защищены от различных воздействий и повреждений. Выполнение подобных работ в специальных сервисах – удовольствие не из дешевых, поэтому многие выбирают хромирование своими руками в домашних условиях.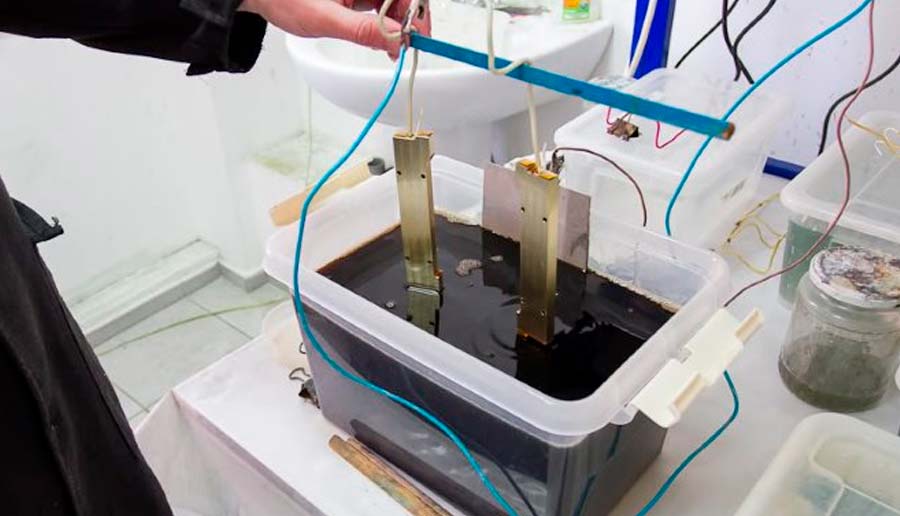 При соблюдении определенных правил и технологий этот процесс будет простым и не очень сложным. Главное, самому придерживаться мер безопасности и следовать нашим рекомендациям.
При соблюдении определенных правил и технологий этот процесс будет простым и не очень сложным. Главное, самому придерживаться мер безопасности и следовать нашим рекомендациям.
Хромирование изделий: особенности процедуры
Хромирование является физическим и химическим процессом, при выполнении которого обрабатываемая поверхность покрывается слоем такого элемента, как металлический хром.
Хромировать можно не только изделия из пластика, но и металлические предметы, особенно распространено хромирование дисков и хромирование отражателей фар.
Этот метод используется не только в декоративных целях. Гальваника значительно повышает свойства материала, улучшает его эксплуатационные характеристики:
- Защищает металл от коррозийных процессов и окисления,
- Делает изделие более прочным и долговечным.
Что касается хрома, то он не поддается агрессивному воздействию внешней среды, при соприкосновении с водой и на воздухе не теряет своего блеска и цвета.
Хромирование в домашних условиях может быть гальваническим и каталитическим, также возможно самостоятельно провести никелирование дисковых элементов и пластиковых изделий.
В последнее время, большую популярность приобрело декоративное хромирование, к примеру, корпуса часов, предметов интерьера, сувениров.
Важно! Напыление хрома наносится не на все материалы. Он может держаться на медных, никелевых и латунных изделиях. Поэтому, чтобы нанести финишный слой, необходимо сделать специальную подложку, для которого используют гальванический способ.
Подготовка к процессу хромирования
Если Вы решили осуществить химическое хромирование самостоятельно, следует знать, что нужно для этого процесса.
Прежде всего, необходимо:
- Выбрать помещение, в котором будут проводиться работы по хромированию. Дело в том, что при этой процедуре в воздух выделяется множество вредных испарения, которые при большой концентрации и плохом проветривании могут повредить дыхательные пути.
- Для хромирования в домашних условиях нужно предусмотреть наличие защитных средств – респиратора, специальных очков, прорезиненных перчаток, фартука.
- Позаботиться о том, куда деть отходы хромирования, поскольку из-за наличия в них кислот и химических соединений смывать в канализацию или выливать в водосточную трубу их нельзя.
- Подготовить все необходимое оборудование для хромирования в домашних условиях.

Так называемая гальваническая ванна состоит из:
- Емкости, которая устойчива к воздействию кислот. Она может быть выполнена из стекла, пластика, пропилена, полиэтилена. Размер зависит от величины изделия. К примеру, для хромирования часов в домашних условиях подойдет небольшая мисочка, а для дисков понадобится емкость побольше.
- Источника питания с общей мощностью не более одного киловатта.
- Нагревательного устройства для электролита. К примеру, ТЭН, имеющий защиту от воздействия кислот (керамический).
- Обычного термометра с диапазоном сто градусов по Цельсию.

Хромирование деталей в домашних условиях происходит со специальным электролитом, набор компонентов для которого нужно приобрести – дистиллированную воду, ангидрид хрома, концентрированную серную кислоту.
Хромирование деталей: поэтапная инструкция
Технология хромирования не отличается особой сложностью.
Для того чтобы приготовить электролит для небольшого изделия, нужно взять обычную стеклянную банку необходимых размеров или пластмассовое ведро и поставить его в специальный резервуар. Для этих целей можно воспользоваться бидоном. Чтобы электролиз был качественным, его, бидон, нужно теплоизолировать. А именно, взять ящик из дерева или коробку, утеплить его стеклотканью или пенопластом, а также дополнительно минеральной или стекловатой, песком и поставить резервуар туда.
Внутрь резервуара поместить элемент для подогрева и термометр. Сверху накрыть листом влагостойкой фанеры, которая выступит в роли герметизирующей крышки, и присоединить электроды. К изделию присоединить катод, анод (стержневой или пластинчатый) погрузить в емкость с образцом.
Деталь в банке должна удерживаться с помощью кронштейна, чтобы обеспечить хромирование со всех сторон.
Приготовление электролитного раствора
Чтобы осуществить хромирование деталей в домашних условиях, необходимо приготовить специальный раствор, состоящий из ангидрида хрома (250 г на литр дистиллированной воды) и серной кислоты (2,5 г на литр воды).
Для начала нужно налить до половины емкости нагретую воду (около шестидесяти градусов по Цельсию). Добавить необходимое количество (из расчета на общий литраж) ангидрида хрома, размешать, чтобы полностью растворился, и долить воду для получения нужного объема. Потом засыпать серную кислоту, перемешивая жидкость.
Полученный раствор необходимо проработать в течение трех с половиной часов, пропуская через него энергию тока (на 1 литр около 6 А).
Процедура подготовки образца
Прежде, чем подготовить деталь, нужно прогреть электролитный раствор до шестидесяти градусов по Цельсию и дать постоять ему три часа.
За это время необходимо:
- Очистить деталь от грязи, ржавчины, краски.
- Провести обезжиривание с помощью специального раствора, рецептов которого существует несколько. Например, он может состоять из 150 г едкого натра, 5 г силикатного клея, 50 г кальцинированной соды. Все брать на литр воды. Ингредиенты смешать, нагреть до девяноста градусов по Цельсию, опустить изделие и держать не меньше двадцати минут, а иногда и дольше, в зависимости от величины и степени очищения.
Непосредственное хромирование
Во время процедуры хромирования необходимо сохранять температурный режим электролитного раствора в среднем 53 С° (плюс-минус два градуса). Изделие поместить в электролит и через минуту, для выравнивания температур образца и раствора, подать напряжение.
Возникновение дефектов
При хромировании в домашних условиях могут возникнуть такие дефекты как:
- Поверхность блестит неравномерно. Происходит из-за большого тока или низкой температуры электролитного раствора.
- Отсутствие блеска – из-за неправильного количества ангидрида хрома, завышения тока, недостатка серной кислоты.
- Наличие коричневых пятен – переизбыток ангидрида хромового, мало кислоты.
- Слой неравномерный. Избыточность тока.
- Размягченность покрытия – высокая температура раствора, низкий ток.
- Хромировка отваливается – нестабильное напряжение, плохо проведенное обезвоживание, низкая температура раствора.
Хромирование в домашних условиях – это процесс, который требует определенной сноровки и четкого следования правилам и инструкциям. Любое нарушение может привести к некачественной хромировке. Поэтому стоит детально изучить технологию данного процесса и только тогда приступать к его осуществлению.
Химическое хромирование
Хромирование в домашних условиях – технология процесса
Хромирование в домашних условиях – это процедура, с которой сможет справиться практически каждый человек. Хромируя детали собственными руками, можно получить качественное покрытие за сравнительно небольшие деньги.
Что такое хромирование?
Хромирование деталей – это нанесение на их поверхность тонкого слоя хрома. Наносить хром можно на заготовки из стали, меди, алюминия и других металлов. Полученное покрытие не только придаёт детали красивый внешний вид, но и защищает металл от коррозии и негативного влияния окружающей среды.
Способы хромирования
Обработка поверхностей дает возможность получить покрытие высокого качества, защищающее изделие от химического и механического влияния. Выполнить хромирование в домашних условиях можно тремя способами.

Гальваническим
Это наиболее часто используемый способ. При гальваническом методе создаётся специализированный раствор (электролит). После помещения металлической детали в ёмкость с электролитическим раствором на неё и специализированный электрод подаётся напряжение постоянного тока. Под воздействием электрического тока атомы хрома ложатся на заготовку.
Химическим
При использовании этого метода нанесения изготавливается специализированный раствор из химических реагентов. Изделие помещается в ванну с таким раствором. Реагенты раствора взаимодействуют между собой, и соли хрома ложатся на деталь. При химическом способе нет необходимости применять электрический ток.
Растворы реагентов отлично подходят для хромирования деталей с небольшими повреждениями поверхности. После окончания процедуры потребуется провести полировку заготовки. Изделие приобретет блеск только после полировки.
Напылением
Для выполнения процедуры этим способом понадобится специализированная гальваническая кисть. После изготовления электролитического раствора для хромирования он наносится на изделие кистью. При этом на кисть и заготовку подаётся напряжение постоянного тока. Под действием тока атомы хрома из раствора ложатся на поверхность изделия.
После изготовления электролитического раствора для хромирования он наносится на изделие кистью. При этом на кисть и заготовку подаётся напряжение постоянного тока. Под действием тока атомы хрома из раствора ложатся на поверхность изделия.
Напыление не требует использования ванны для погружения детали в раствор. Поэтому таким способом можно нанести слой хрома на заготовки более крупных размеров.
Подготовка к проведению работ
Перед началом работы необходимо подготовить изделия и необходимое оборудование. От правильности подготовки зависит качество полученного покрытия.
Подготовка изделия
Для получения качественного и равномерного слоя хрома нужно предварительно очистить обрабатываемые поверхности. Потребуется удалить все наслоения пыли, грязи, лака, краски и ржавчины. Это можно сделать наждачной бумагой или с применением пескоструйной обработки.
Потребуется удалить все наслоения пыли, грязи, лака, краски и ржавчины. Это можно сделать наждачной бумагой или с применением пескоструйной обработки.
Наждачная бумага
При использовании наждачной бумаги нужно удалить пыль и мелкие абразивные частицы сжатым воздухом. После очистки следует максимально выровнять поверхность. Допустимый размер неровностей составляет не более одного миллиметра.
Чтобы хром лег ровно, необходимо обезжирить заготовку. Для обезжиривания используется специализированный раствор, который можно изготовить самостоятельно. Для создания раствора необходимо добавить в воду 150 грамм гидроокиси натрия, 5 г силикатного клея и 50 г кальцинированной соды. Соотношение компонентов указано на один литр воды. После создания раствора его нагревают до 90 градусов и опускают в него изделие.
Подготовка электролита
Для гальванического хромирования следует подготовить электролит. Его составляющими являются хромовый ангидрид, серная кислота и вода. Подготовка электролита к работе происходит следующим образом:
Схема электролитического хромирования
- В герметичную неметаллическую ёмкость наливается дистиллированная или кипяченая вода. Ёмкость следует заполнить наполовину.
- Вода подогревается до температуры 55 – 65 градусов.
- Добавляется ангидрид хрома из расчета 250 грамм на один литр воды
- Заливается серная кислота из расчёта 2.5 грамма на литр.
- После смешивания через электролит подаётся напряжение постоянного тока на протяжении 3 часов. Сила тока должна составлять 6.5 ампер на литр.
- После приобретения раствором коричневого цвета его необходимо поставить в прохладное место на 24 часа.
 Ёмкость следует заполнить наполовину.
Ёмкость следует заполнить наполовину.Подготовка оборудования
Для получения гальванического покрытия потребуется применение следующего оборудования:
- Контейнер для установки емкости. Подойдет ящик из дерева. Стенки и дно ящика следует утеплить, создав эффект термоса.
- Ёмкость требуемых размеров. Емкость должна быть стеклянной. Подойдет обычная трехлитровая банка.
- Электронагревательный элемент. Используется керамический ТЭН.
- Термометр, которым можно измерять температуру жидкости до 100оС.
- Неметаллическая крышка для емкости. Она должна герметично закрывать сосуд. В качестве материала для крышки можно использовать фанеру.
- Источник постоянного тока.
- Электроды. Внутренний анод изготавливается из свинцовой пластины. Катодом является обрабатываемое изделие.
- Провода для подключения.

При хромировании выделяются испарения, негативно влияющие на здоровье человека. Следует приобрести средства индивидуальной защиты.
Проведение хромирования
Процедура проведения хромирования осуществляется следующим образом:
- Электролитический раствор в емкости нагревается до 53 градусов;
- Обрабатываемая деталь крепится на проводе при помощи специального зажима и опускается в электролит;
- После того как температура заготовки и раствора станет примерно равной, на анод и катод подается напряжение постоянного тока;
- После окончания процесса деталь обогревают в печи на протяжении 2. 5 – 3 часов. Это делает полученное при хромировании покрытие более прочным.
 5 – 3 часов. Это делает полученное при хромировании покрытие более прочным.
5 – 3 часов. Это делает полученное при хромировании покрытие более прочным.Причины дефектов покрытия
Существует несколько дефектов:
- Неравномерный блеск – слишком большая сила тока или низкая температура раствора.
- Отсутствие блеска – недостаточное количество серной кислоты или ангидрида.
- Появление коричневых пятен – недостаток серной кислоты или избыток хромового ангидрида.
- Низкая прочность покрытия – низкая сила тока или завышенная температура электролита.
Таблица дефектов при хромировании
Область применения технологии
Хромирование применяется для улучшения внешнего вида изношенных деталей автомобилей, мотоциклов и др. Его используют для создания изделий, поверхность которых требует особого блеска. Нанесение хрома защищает детали от коррозии и механических повреждений.
Из вышеперечисленного следует, что выполнить хромирование металлических деталей в домашних условиях может любой желающий. Для получения качественного слоя нужно строго придерживаться определенных инструкций.
Для получения качественного слоя нужно строго придерживаться определенных инструкций.
Видео по теме: Хромирование дома — это просто
технология химического и гальванического хромирования металла
Хромирование — это ряд процессов диффузионного насыщения поверхностей металлических заготовок с помощью хрома, в результате чего они обретают зеркальную поверхность. В официальной литературе такую технологию 
Освоив технологию хромирования, вы сможете проводить ряд уникальных работ в домашних условиях. Это позволит вам поменять внешний облик мотоцикла или автомобиля, а также изготовить множество стильных и современных вещей, например: ручки для шкафов или дверей, подставки, крепежные элементы, карнизы, кашпо и другие декоративные изделия, которые превратят ваш интерьер в нечто невероятное.
Краткое описание процесса
И хоть стандарты современной жизни диктуют свои правила, люди по-прежнему с особым интересом относятся к красивым и блестящим вещам, как это делали их предки много столетий назад. Изящные детали кузовов транспортных средств, блестящие изделия в ванных комнатах и кухнях, оригинальные статуэтки и яркие покрытия домов — всё это пользуется очень большой популярностью, поэтому спрос на хромирование деталей неуклонно растёт.
В настоящее время практикуется несколько способов металлизации заготовок. Среди них:
Среди них:
- Оцинкование;
- Покрытие хромом;
- Покрытие алюминием.
Использование цинка положительно сказывается на антикоррозийных свойствах стальных и металлических заготовок, в результате чего их эксплуатационный срок стремительно растёт.
Алюминий также улучшает антикоррозийные свойства, поэтому его наносят на оборудование, которое вынуждено работать в температурном режиме до 900 градусов Цельсия. В числе таких приборов — детали и механизмы для добычи нефтяных продуктов и перекачки газа, комплектующие печных систем, а также множество других изделий.
Что касается покрытия хромом, то такая методика является хорошим способом создания красивых декоративных покрытий, позволяющая скрыть все производственные дефекты и придать изделию более изящный вид. К тому же хромирование улучшает ряд эксплуатационных характеристик, а именно:
- Улучшает антикоррозийные свойства;
- Увеличивает твердость металла;
- Улучшает защитные характеристики от эрозии;
- Повышает жаропрочность;
- Улучшает износостойкость;
- Делает внешний вид изделия более привлекательным;
- Позволяет создавать качественные покрытия с заданными параметрами.

Особенности технологии
Нанесение хрома на металлические заготовки принято называть химическим хромированием. Технологию применяют для улучшения декоративных и функциональных свойств металлических изделий. Сам процесс может выполняться посредством следующих методик:
- Гальванический метод.
- Химический.
- Посредством напыления.
Если говорить о нанесении хрома на поверхность заготовки с помощью первого метода, то это можно делать двумя путями: диффузным и электролитическим. Чтобы вводить обе разновидности гальваники, нужно запастись специальными резервуарами с кислотоупорным покрытием и водяными рубашками.
Электролитическое хромирование построено на принципе электролиза металлов. В процессе обработки электрический ток подаётся через электролит, представленный в виде специального раствора из солей хрома, кислоты или щелочи. По мере прохождения тока выделяются катионы хрома. В итоге они остаются на обрабатываемой поверхности.
Средние параметры хромирования гальваническим методом выглядят следующим образом:
- Хромовый ангидрид 250 г/л.
- Серная кислота — 2,5 г/л.
- Температурные показатели — 50 градусов Цельсия для декоративной обработки, и 55−60 градусов Цельсия для улучшения функциональных качеств.
- Плотность тока — 25 А/дм2 для декоративной обработки, а также 60 А/Дм2 для достижения функциональных свойств.
Чтобы выполнить качественную гальванику, нужно правильно подобрать температуру электролита и плотность тока. Такие параметры оказывают влияние на внешний вид и функциональные свойства нанесенного слоя.
Не забывайте, что любое увеличение температуры снижает выход хрома по току, а увеличение плотности действует противоположным образом.
При низкой температуре и постоянной плотности тока получаемое покрытие становится серым. Если плотность тока не меняется, а температуры остаются высокими, это позволяет получить молочный оттенок.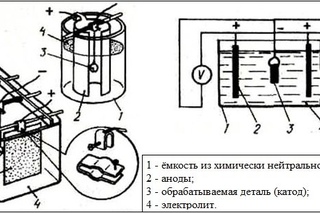
Диффузный метод гальванической обработки
Применять метод термической обработки стали с помощью хромирования, что положительно сказывается на эксплуатационных свойствах поверхности, придавая материалу прочность, твердость, вязкость, износостойкость, упругость, жаро- и коррозийную стойкость. При соблюдении определенного температурного режима, поверхность конкретной заготовки поддаётся воздействию реагентов, а посредством диффузии происходит насыщение поверхностного слоя хромом. Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
Термическое хромирование с помощью порошков подразумевает применение смесей, которые состоят из феррохрома и шамота. Подобный состав принято называть солянок кислотой. Ещё одна разновидность диффузной обработки заключается в конденсации паров хрома.
Химическое хромирование
При выполнении химической обработки применяется ряд следующих реагентов:
- Хлористый хром;
- Гипофосфат натрия;
- Лимоннокислый натрий;
- Уксусная ледяная кислота;
- Двадцатипроцентный раствор едкого натра;
- Вода h3О.

При проведении реакции выдерживается температурный показатель 80 градусов Цельсия. Перед тем как нанести хромовое покрытие на стальную заготовку, они предварительно покрываются слоем меди. В итоге заготовки моют в воде и тщательно высушивают. Используя раствор кислощелочного происхождения, проводят химическую металлизацию диэлектриков.
Кроме этого, в современном мире широко распространен ещё один тип химической металлизации — вакуумное хромирование или PVD-процесс. Метод обеспечивает комплексную конденсацию паров хрома на поверхностном слое заготовки. Это происходит в специальных вакуумных камерах, где металл нагревается до температуры испарения, а затем оседает в виде тумана на конкретную деталь. Толщина слоя хрома настолько крошечная, что его дополнительно покрывают лаком с целью защиты от царапин. Подобная методика используется при хромировании алюминиевых изделий.
Обработка посредством напыления
Напыление деталей хромом (каталитическое хромирование) осуществляется с помощью реакции «серебряного зеркала».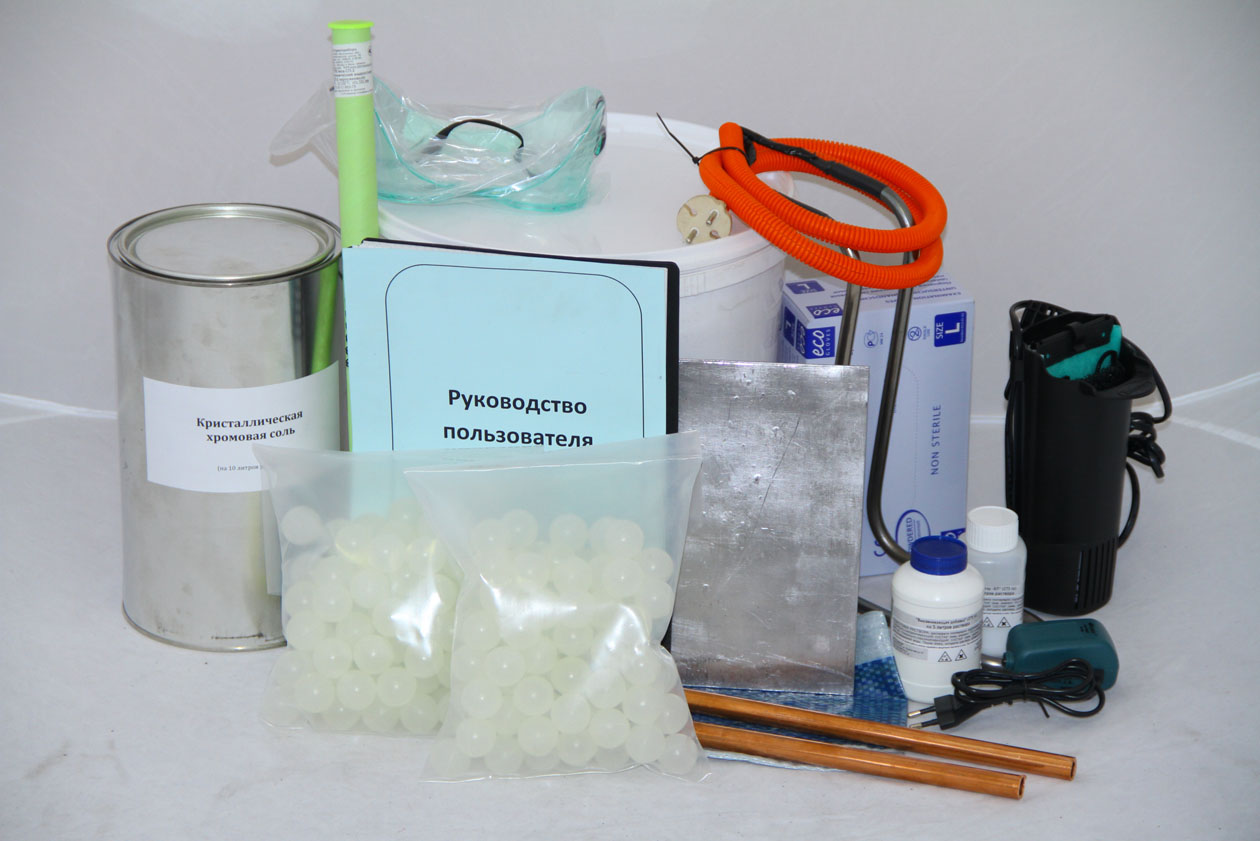 В качестве реагентов используются комплексные серебряные слои в щелочных растворах аммиака. Роль восстановителя выполняет раствор инвертного сахара, гидразина или формалина.
В качестве реагентов используются комплексные серебряные слои в щелочных растворах аммиака. Роль восстановителя выполняет раствор инвертного сахара, гидразина или формалина.
При одновременном напылении серебра и восстановителя металлическая заготовка обретает красивое белоснежное зеркальное покрытие.
Для таких изделий характерна отличная отражательная способность. На следующем этапе каталитического хромирования происходит покрытие заготовки защитным лаком с добавлением красящего светостойкого тонера. Такое средство получается с помощью смешивания фиолетового, синего и черного цветов в соотношении 3:1:1.
Обработка посредством «серебряного зеркала» состоит из нескольких процессов:
- Анализ и подготовительный этап. Необходимо подготовить поверхность детали, очистив её и промыв специальным средством. Чтобы улучшить адгезию, поверхность предварительно шлифуют с помощью шлифовальной бумаги с показателями зернистости Р500−600.
- Использование глянцевой основы. Подготовленный материал покрывается черным глянцевым покрытием, которое полностью исключает желтизну зеркального слоя. Сушку нанесенных лаков осуществляют в температурном режиме 20−25 градусов Цельсия без использования дополнительных сушильных приборов. Для высушивания заготовку оставляют на 8 часов. Если речь идёт о сушке в окрасочно-сушильной среде с температурным режимом 60 градусов, то там достаточно 45 минут просушивания.
- Следующий этап заключается в сушке.
- Затем происходит травление поверхности заготовки для улучшения адгезии серебра, а также очистка материала с помощью дистиллированной воды.
- Дальше выполняют сенсибилизацию или специальную обработку поверхностного слоя с помощью активатора. Таким образом поверхность покрывается защитной пленкой.
- На следующем этапе осуществляют металлизацию с помощью серебра.
- Затем на заготовку наносят защитный лак, который надёжно защищает обработанную поверхность от потускнения и потери эксплуатационных свойств из-за длительного использования и агрессивных воздействий.
 Подготовленный материал покрывается черным глянцевым покрытием, которое полностью исключает желтизну зеркального слоя. Сушку нанесенных лаков осуществляют в температурном режиме 20−25 градусов Цельсия без использования дополнительных сушильных приборов. Для высушивания заготовку оставляют на 8 часов. Если речь идёт о сушке в окрасочно-сушильной среде с температурным режимом 60 градусов, то там достаточно 45 минут просушивания.
Подготовленный материал покрывается черным глянцевым покрытием, которое полностью исключает желтизну зеркального слоя. Сушку нанесенных лаков осуществляют в температурном режиме 20−25 градусов Цельсия без использования дополнительных сушильных приборов. Для высушивания заготовку оставляют на 8 часов. Если речь идёт о сушке в окрасочно-сушильной среде с температурным режимом 60 градусов, то там достаточно 45 минут просушивания.
Подготовка к хромированию металла
Подготовительный этап заключается в выполнении нескольких обязательных действий:
- Подготовка поверхности заготовки посредством шлифовки и полировки.
- Очистка от загрязнений с помощью специального средства и дистиллированной воды и протирка ветошью.
- Полное изолирование поверхности, куда не нужно наносить хром, заделка отверстий (если не нужно покрывать внутренние полости).
- Установка изделия на специальную подвеску.
- Полное обезжиривание.
- Промывка водой.
- Декапирование.
Роль шестивалентного хрома выполняет хромовый ангидрид, трёхвалентного — сульфат или хлорид хрома.
Гальваническую ванну покрывают серной кислотой, а после помещения обрабатываемой заготовки в раствор поддают ток с определенными показателями плотности.
Также необходимо соблюдать подходящий температурный режим раствора в ванной, который устанавливается с учётом особенностей хромирования.
При использовании терморежима необходимо придерживаться одних и тех же температурных показателей на протяжении всего мероприятия. Любые отклонения от установленного стандарта могут привести к ухудшению адгезионных свойств покрытия, в результате чего гальваника потеряет правильную структуру, а на поверхностном слое появятся различные дефекты, такие как разводы, наросты и сталактиты.
Продолжительность гальванической обработки определяется требуемой толщиной хромированного слоя.
В процессе обработки из раствора выделяется ряд вредных паров, поэтому все мероприятия нужно проводить с учетом всех тонкостей техники безопасности и с использованиием средств персональной защиты.
В отдельных условиях металлизацию проводят лишь после травления или нанесения на заготовку другого металла, например, меди или никеля. Таким образом осуществляется укрепление полученного слоя.
Чтобы заделать образованные поры хрома, деталь дополнительно покрывают маслом или лаком. Образовавшуюся хромовую пленку дополнительно защищают термической обработкой, в процессе чего заготовку выдерживают под воздействием высоких температур (около двухсот градусов Цельсия) на протяжении некоторого времени.
Образовавшуюся хромовую пленку дополнительно защищают термической обработкой, в процессе чего заготовку выдерживают под воздействием высоких температур (около двухсот градусов Цельсия) на протяжении некоторого времени.
Подвиды хромирования
Как уже говорилось выше, гальваническое хромирование позволяет создать эффективный защитно-декоративный слой и придать поверхности особенные свойства.
Хромированный металл декорируется и с помощью других металлов, включая медь или никель. В таком случае эксплуатационные показатели, а именно срок службы и сохранность блеска хрома существенно улучшаются. Также материал обретает отличные антикоррозийные свойства, поэтому он не поддаётся вредным воздействиям.
Твердое хромирование незаменимо в тех случаях, если речь идёт о желании улучшить износостойкость и твердость, уменьшив показатели трения на обрабатываемой заготовке.
В таком случае использовать другой металл не нужно. Выдержка в ванной отличается большой продолжительностью, что необходимо для получения определенной толщины слоя.
На отмену от декоративной металлизации, твердая подразумевает дополнительное использование специальных лаков или масел.
Теперь вы знаете, в чём заключаются все особенности металлизации деталей с помощью хрома. При соблюдении последовательности действий, можно успешно провести такое мероприятие в домашних условиях.
Как можно самостоятельно хромировать детали в домашних условиях?
Электролитическое хромирование в практических целях осуществляется исключительно из растворов электролитов на основе шестивалентной окиси хрома. Многочисленные попытки создать промышленно полезный электролит на основе соединений трехвалентного хрома, позволяющий получать хромовые покрытия, обладающие такими же технико-эксплуатационными свойствами, особенно для получения толстослойных твердых износостойких покрытий, не привели к положительным результатам.
Все электролиты хромирования содержат свободные кислотные радикалы, которые, действуя как не расходуемые катализаторы, способствуют осаждению хрома на катоде. Помимо этого, во всех электролитах хромирования на основе шестивалентного хрома обязательно присутствуют и ионы трехвалентного хрома. Допустимое содержание ионов трехвалентного хрома для каждого электролита хромирования, как правило, определяется в соответствии с технологическими особенностями процесса и требованиями, предъявляемыми к качеству и функциональным характеристикам хромового покрытия (блеску, твердости, износостойкости и др.). Вместе с тем, обычно рекомендуется поддерживать концентрацию трехвалентного хрома в электролите хромирования в интервале 3-5 г/л.
Помимо этого, во всех электролитах хромирования на основе шестивалентного хрома обязательно присутствуют и ионы трехвалентного хрома. Допустимое содержание ионов трехвалентного хрома для каждого электролита хромирования, как правило, определяется в соответствии с технологическими особенностями процесса и требованиями, предъявляемыми к качеству и функциональным характеристикам хромового покрытия (блеску, твердости, износостойкости и др.). Вместе с тем, обычно рекомендуется поддерживать концентрацию трехвалентного хрома в электролите хромирования в интервале 3-5 г/л.
Электролитическое хромирование, проводимое на основе шестивалентных солей хрома, является высокотоксичным процессом, а используемые для этого электролиты являются агрессивными жидкостями, даже в разбавленных растворах. К тому же, во время электроосаждения хрома происходит усиленное газообразование и в воздух вместе с газом, в виде аэрозоля, поступает большое количество агрессивных веществ. Поэтому при работе с электролитами хромирования должны строго соблюдаться правила техники безопасности и приняты все необходимые меры предосторожности, а используемые ванны хромирования обязательно должны быть снабжены мощными отсасывающими устройствами и вентиляционными установками, очищающими воздух от вредных аэрозольных примесей.
В зависимости от условий проведения процесса электролиза различают три типа хромовых покрытий встречающихся на практике: это блестящие защитно-декоративные покрытия, отличающиеся небольшой толщиной покрытия и позволяющие получать блестящие осадки хрома, затем твердые износостойкие защитные покрытия, позволяющие получать хромовые покрытия большой толщины, с высокими значениями твердости и износостойкости, и молочные безпористые покрытия, использующиеся в основном как подслой, для улучшения коррозионной стойкости покрытий. По функциональному назначению хромовые покрытия можно разделить на защитно-декоративные, износостойкие и молочные. В данной статье мы коснемся только блестящих защитно-декоративных и молочных износостойких хромовых покрытий.
Блестящие защитно-декоративные хромовые покрытия имеют небольшую толщину, в пределах 0,2 — 0,7 мкм, наносятся обычно по подслою меди и никеля, и используются для повышения механической и коррозионной стойкости покрытия, для придания поверхности изделия улучшенных декоративных свойств. Молочные защитные хромовые покрытия осаждают на сталь, алюминий, титан и некоторые другие металлы и сплавы. Получаемые покрытия имеют большую толщину, порядка 10-100 мкм и используются для защиты рабочего инструмента, оптической аппаратуры, для покрытия валов полиграфических машин, турбинных лопаток и т.д.
Молочные защитные хромовые покрытия осаждают на сталь, алюминий, титан и некоторые другие металлы и сплавы. Получаемые покрытия имеют большую толщину, порядка 10-100 мкм и используются для защиты рабочего инструмента, оптической аппаратуры, для покрытия валов полиграфических машин, турбинных лопаток и т.д.
Электролиты хромирования обладают самой низкой рассеивающей способностью из всех известных на сегодня электролитов. Осаждение хрома и нанесение хромового покрытия требует очень высокой токовой нагрузки в ванне, значительно более высокой, чем в других процессах гальваноосаждения. Это в свою очередь определяет выбор источника тока для хромирования или силового преобразователя, также значительно более мощного, чем для других процессов гальваноосаждения.
Для процесса блестящего декоративного хромирования в основном используют электролиты, содержащую высокую концентрацию хромового ангидрида. К преимуществам такихэлектролитов относится их более высокая электропроводность, а следовательно, возможность проводить осаждение хрома при пониженных плотностях тока, а также меньшая чувствительность к загрязнениям, по сравнению с разбавленными электролитами, используемыми для молочного хромирования. К недостаткам концентрированных электролитов можно отнести в первую очередь его «неэкологичность» (за счет более высокой концентрации ионов шестивалентного хрома, большее количество токсичных соединений хрома, которые выносятся в сточные воды, большие проблем с очисткой сточных вод и т.д.). Преимуществами разбавленных электролитов, используемых для матового хромирования являются прежде всего, меньшие затраты для очистки сточных вод, меньшие затраты для обезвреживания отработанных электролитов, а также более высокий выход по току. Помимо этого, в разбавленных электролитах процесс хромирования проводится при значительно более высокой силе тока (до 150 А/дм2), что позволяет повысить скорость осаждения и уменьшить продолжительность процесса хромирования. К недостаткам разбавленных электролитов относится их низкая электропроводность, для чего необходимо использовать более высоковольтные, чем обычно, источники тока, что соответственно ведет к большему расходу электроэнергии.
К недостаткам концентрированных электролитов можно отнести в первую очередь его «неэкологичность» (за счет более высокой концентрации ионов шестивалентного хрома, большее количество токсичных соединений хрома, которые выносятся в сточные воды, большие проблем с очисткой сточных вод и т.д.). Преимуществами разбавленных электролитов, используемых для матового хромирования являются прежде всего, меньшие затраты для очистки сточных вод, меньшие затраты для обезвреживания отработанных электролитов, а также более высокий выход по току. Помимо этого, в разбавленных электролитах процесс хромирования проводится при значительно более высокой силе тока (до 150 А/дм2), что позволяет повысить скорость осаждения и уменьшить продолжительность процесса хромирования. К недостаткам разбавленных электролитов относится их низкая электропроводность, для чего необходимо использовать более высоковольтные, чем обычно, источники тока, что соответственно ведет к большему расходу электроэнергии.
Блестящие защитно-декоративные хромовые покрытия не рекомендуется осаждать непосредственно на медную, латунную или бронзовую основу, или подслой из этих металлов, или сплавов. Связано это с тем, что при эксплуатации в атмосферных условиях медь взаимодействует с атмосферными газами с образованием углекислой и других солей меди. Образующиеся соли, скапливаясь в порах, резко ухудшают внешний вид хромового покрытия. В случаях, когда хром необходимо осаждать непосредственно на детали из меди, латуни или бронзы, толщина хромового покрытия должна быть не менее 4-5 мкм. Трехслойное декоративное хромовое покрытие, в связке Cu-Ni-Cr (медь-никель-хром) обладает достаточно высокими защитными и антикоррозионными свойствами. Первый тонкий медный подслой обеспечивает прочность сцепления покрытия с основой. Второй, толстый слой меди, повышает коррозионную стойкость и защитную способность покрытия, и позволяет уменьшить толщину осадка дорогостоящего никеля, при этом сохранить необходимые коррозионные свойства всего покрытия. При этом важно, чтобы, помимо выравнивающих добавок в электролит меднения входили также эффективные блескообразующие добавки, позволяющие получать не только гладкие, но и блестящие осадки меди.
Связано это с тем, что при эксплуатации в атмосферных условиях медь взаимодействует с атмосферными газами с образованием углекислой и других солей меди. Образующиеся соли, скапливаясь в порах, резко ухудшают внешний вид хромового покрытия. В случаях, когда хром необходимо осаждать непосредственно на детали из меди, латуни или бронзы, толщина хромового покрытия должна быть не менее 4-5 мкм. Трехслойное декоративное хромовое покрытие, в связке Cu-Ni-Cr (медь-никель-хром) обладает достаточно высокими защитными и антикоррозионными свойствами. Первый тонкий медный подслой обеспечивает прочность сцепления покрытия с основой. Второй, толстый слой меди, повышает коррозионную стойкость и защитную способность покрытия, и позволяет уменьшить толщину осадка дорогостоящего никеля, при этом сохранить необходимые коррозионные свойства всего покрытия. При этом важно, чтобы, помимо выравнивающих добавок в электролит меднения входили также эффективные блескообразующие добавки, позволяющие получать не только гладкие, но и блестящие осадки меди. На такой блестящий слой меди и осаждают блестящее никелевое покрытие из электролитов никелирования, также содержащих блескообразующие и выравнивающие добавки. Важная роль в защитно-декоративных свойствах покрытия Cu-Ni-Cr принадлежит последнему слою блестящего хрома. Так как в отличие от никеля, который со временем пассивируется и имеет желтоватый оттенок, блестящий хром не тускнеет и имеет красивый голубоватый оттенок, а само хромовое покрытие обладает более лучшими декоративными свойствами. Помимо этого, в западных странах никель вообще запрещено использовать как конечное декоративное покрытие, если с ним возможен прямой контакт человека, так, как было обнаружено, что никель является сильным аллергеном.
На такой блестящий слой меди и осаждают блестящее никелевое покрытие из электролитов никелирования, также содержащих блескообразующие и выравнивающие добавки. Важная роль в защитно-декоративных свойствах покрытия Cu-Ni-Cr принадлежит последнему слою блестящего хрома. Так как в отличие от никеля, который со временем пассивируется и имеет желтоватый оттенок, блестящий хром не тускнеет и имеет красивый голубоватый оттенок, а само хромовое покрытие обладает более лучшими декоративными свойствами. Помимо этого, в западных странах никель вообще запрещено использовать как конечное декоративное покрытие, если с ним возможен прямой контакт человека, так, как было обнаружено, что никель является сильным аллергеном.
Самыми распространенными электролитами хромирования являются электролиты, состоящие из окиси хрома и серной кислоты. Они бывают разбавленные, стандартные и концентрированные.
| Номер ванны | CrO3, г/л | Катализатор или добавка, г/л | Температура, °С | Плотность тока, А/дм2 | Выход по току, % |
|---|---|---|---|---|---|
| 1 | 130-175 | 1,3 — 1,75 H2SO4 | 40-70 | 15-105 | 16-18 |
| 2 | 220-250 | 2,2 — 2,5 H2SO4 | 40-70 | 15-105 | 12-14 |
| 3 | 275-300 | 2,75 — 3,0 H2SO4 | 40-70 | 15-105 | 8-10 |
У разбавленных электролитов наилучшая рассеивающая способность, но электролит не очень устойчив по составу, а хромированные осадки склонны к шероховатости. Наиболее часто используется стандартный электролит хромирования, т.к. имеет более широкий диапазон плотностей тока, а колебания по составу не значительны. Концентрированный электролит хромирования имеет самую низкую рассеивающую способность, а осадки отличаются наименьшей твердостью, но имеют высокую декоративность.
Наиболее часто используется стандартный электролит хромирования, т.к. имеет более широкий диапазон плотностей тока, а колебания по составу не значительны. Концентрированный электролит хромирования имеет самую низкую рассеивающую способность, а осадки отличаются наименьшей твердостью, но имеют высокую декоративность.
В некоторых случаях в электролит добавляют катионы цинка. Такие электролиты используются для нанесения износостойких покрытий на деталях, работающих в условиях воздействия сред повышенной агрессивности. Для повышения рассеивающей способности электролита и улучшения физико-химических свойств хромовых покрытий, в электролит вводятся органические добавки. Недостатком органических веществ является их взаимодействие с хромовой кислотой, что приводит уже в начале процесса электролиза к накоплению излишнего количества трехвалентного хрома в электролите.
Во всех технических электролитах, содержащих хромовую кислоту, для обеспечения стабильности процесса хромирования, важно поддерживать правильное соотношение между концентрациями хромовой кислоты и каталитической добавкой. Величину отношения концентрации хромовой кислоты к полной концентрации каталитических кислотных радикалов, необходимо поддерживать в пределах от 50:1 до 200:1, но лучше всего подходить пропорция 100:1 (концентрации здесь выражены в граммах СrО3, Н2SO4).
Величину отношения концентрации хромовой кислоты к полной концентрации каталитических кислотных радикалов, необходимо поддерживать в пределах от 50:1 до 200:1, но лучше всего подходить пропорция 100:1 (концентрации здесь выражены в граммах СrО3, Н2SO4).
Процесс осаждения хрома и свойства получаемого хромового покрытия во многом зависят от режима осаждения хрома, т. е. от катодной плотности тока и температуры электролита. Наиболее ясное представление о примерных граница х режимов электролиза, обеспечивающих получение серого, блестящего и молочного осадков хрома, дает диаграмма плотности тока и температуры (DK—t), изображенная на рисунке 1.
Серый осадок хрома появляется на катоде при низких температурах электролиза (35…50°С) и широком диапазоне плотностей тока. Осадки блестящего хрома обладают высокой твердостью (6000… 9000 Н/мм2), высокой износостойкостью и имеют меньшую хрупкость.
Рис. 1. Зоны хромовых осадков.
Молочный хром получается при более высокой температуре электролита (выше 70°С) и более широком широком интервале плотностей тока. Молочные осадки отличаются пониженной твердостью (4400.. 6000 Н/мм2), но обладают пластичностью и имеют повышенную коррозионную стойкость.
Молочные осадки отличаются пониженной твердостью (4400.. 6000 Н/мм2), но обладают пластичностью и имеют повышенную коррозионную стойкость.
Сверхсульфатный электролит хромирования рекомендуется для скоростного осаждения толстослойных, блестящих и износостойких хромовых покрытий (до 500 мкм).
Состав сверхсульфатного электролита хромирования, г/л:
Хромовый ангидрид (CrO3) 250-300 г/л
Серная кислота (H2SO4) 8-10 г/л
Хром трехвалентный (в пересчете на Сг203) 20-22.
Температура электролита должна быть не ниже 500С, а плотность тока во время процесса хромирования более 55 А/дм2. Из сверхсульфатного электролита в широком интервале температур и плотностей тока (до 300 А/дм2) осаждаются износостойкие, твердые хромовые покрытия.
Рекомендуемые режимы электролиза:
Сверхсульфатный электролит хромирования имеет крайне низкую рассеивающую способность. Поэтому он рекомендуется только для нанесения хромовых покрытий на цилиндрические детали: штоки, валы, цилиндры и т.д., при использовании специальной оснастки, обеспечивающей концентрическое (коаксиальное) расположение детали и анода. Рекомендуемый состав анодов: РЬ 7986%; Sb 4-6%; Sn 10-15%
Поэтому он рекомендуется только для нанесения хромовых покрытий на цилиндрические детали: штоки, валы, цилиндры и т.д., при использовании специальной оснастки, обеспечивающей концентрическое (коаксиальное) расположение детали и анода. Рекомендуемый состав анодов: РЬ 7986%; Sb 4-6%; Sn 10-15%
Саморегулирующийся сульфатный электролит подобен стандартному электролиту хромирования, т.к. в его состав входит только один анион катализатор — сульфат. Различие заключается лишь в том, что сульфаты вводятся в электролит не в виде серной кислоты, а в виде трудно растворимой соли — сульфата стронция. Содержание сульфатов в электролите регулируется благодаря ограниченной растворимости этой соли. Состав саморегулирующегося сульфатного электролита хромирования, г/л:
Хромовый ангидрид (Сг03) 250;
Сернокислый стронций (SrS04) 6-8;
Двуокись кремния (SiO;) 10-15.
Режим работы электролита:
Блестящие твердые покрытия: Плотность тока 60-95 А/дм2. Температура 60-650С.
Температура 60-650С.
Молочные толстослойные покрытия: Плотность тока 20-50 А/дм2.Температура 78-800С.
Саморегулирующийся сульфатно-кремнефторидный электролит хромированияВ саморегулирующемся сульфатно-кремнефторидномэлектролите анионами-катализаторами являются ионы S042— и SiF62—. Основные преимущества данного электролита по сравнению с сульфатным электролитом, заключается в большей стабильности состава, несколько более высокой рассеивающей способности, более высоком выходе по току и более широкому интервалу допустимых температур, и плотностей тока, обеспечивающих получение блестящих осадков хрома. При использовании данного электролита легче решается проблема получения прочного сцепления хрома с блестящим никелевым покрытием, нержавеющей сталью. Объясняется это тем, что фторсодержащие электролиты обладают значительно большей активирующей способностью, чем электролиты без фтора. Процесс хромирования в этих электролитах менее чувствителен к перерывам тока.
Процесс хромирования в этих электролитах менее чувствителен к перерывам тока.
Главным недостатком саморегулирующихся кремнефторидных электролитов хромирования является их повышенная агрессивность по сравнению со стандартными электролитами, особенно по отношению к медным сплавам, стали и к свинцовым анодам. Скорость растворения металлов в саморегулирующемся электролите хромирования, а следовательно, и скорость накопления в нем ионов железа или меди выше, чем в сернокислом. При плохой рассеивающей способности электролита участки хромируемых деталей, на которых реализуется более низкая плотность тока, более медленно покрываются хромом и подвергаются, с одной стороны, травлению электролитом, а с другой — сильному наводораживанию.
Состав саморегулирующего сульфатно-кремнефторидного электролита, г/л:хромовый ангидрид (CrO3) — 250—300:
сернокислый стронций (SrSO4)— 5,5 -6,5
кремнефтористый калий (K2SiF6) — 18- 20
Тетрахроматный электролит хромированияТетрахроматный электролит имеет довольно необычный для электролитов хромирования состав — наряду с хромовой и серной кислотами он содержит достаточно большое количество щелочи, которая частично нейтрализует кислоту. Несмотря на это, при электроосаждении хрома из тетрахроматного электролита сохраняются все особенности процесса, характерные для остальных электролитов хромирования. К особенностям тетрахроматного электролита относится то, что он обладает более высокой, чем у всех остальных электролитов хромирования, рассеивающей способностью. Достоинством этого электролита хромирования является то, что хром из него осаждается при комнатной температуре (18-25оС) с высоким выходом по току. При повышении температуры тетрахромат распадается и электролит теряет свои специфические свойства. Поэтому в процессе работы очень важно постоянно контролировать и поддерживать низкую температуру, при необходимости охлаждая раствор электролита.
Несмотря на это, при электроосаждении хрома из тетрахроматного электролита сохраняются все особенности процесса, характерные для остальных электролитов хромирования. К особенностям тетрахроматного электролита относится то, что он обладает более высокой, чем у всех остальных электролитов хромирования, рассеивающей способностью. Достоинством этого электролита хромирования является то, что хром из него осаждается при комнатной температуре (18-25оС) с высоким выходом по току. При повышении температуры тетрахромат распадается и электролит теряет свои специфические свойства. Поэтому в процессе работы очень важно постоянно контролировать и поддерживать низкую температуру, при необходимости охлаждая раствор электролита.
К электролитам тетрахроматного типа относятся и электролиты, в которых вместо щелочи используют углекислый кальций. В некоторых случаях рекомендуется добавлять в электролит 0.5-10 г/л вольфраматов или солей магния, в присутствии которых осаждаются хромовые покрытия, обладающие лучшей полируемостью.
Хромовый ангидрид (СrO3) -350-400
Едкий натр (NaOH) — 40-60
Серная кислота (H2SO4) — 2.5-2.7
Хром трехвалентный (на Cr2O3) — 10-15
Температура электролита -18-250С. Плотность тока -10-80 А/дм2
Тетрахроматный электролит используется исключительно для получения защитно-декоративных покрытий. Ввиду того, что электролиз ведется при комнатной температуре, осадки получаются серыми. Однако, благодаря низкой твердости и достаточно высокой пластичности, они могут быть отполированы до зеркального блеска, характерного для блестящих декоративных хромовых покрытий. Относительно высокая рассеивающая способность тетрахроматного электролита позволяет применять его для нанесения хромовых покрытий на пресс-формы, используемыех, например, для изготовления деталей из пластмасс.
Хромовые покрытия, полученные из тетрахроматного электролита, имеют значительно более низкую пористость по сравнению с хромом из сульфатных электролитов, но для получения износостойких покрытий тетрахроматные электролиты не используются. Хромовые покрытия из тетрахроматного электролита толщиной 5-10 мкм можно применять для местной защиты поверхности стальных деталей, при газовой цементации или нитроцементации.
Хромовые покрытия из тетрахроматного электролита толщиной 5-10 мкм можно применять для местной защиты поверхности стальных деталей, при газовой цементации или нитроцементации.
Черное хромирование применяется для покрытия оптических систем и деталей, которые должны иметь хорошую теплоотдачу в пространство. Толщина слоя черного хрома составляет 1,5-2,0 мкм. Покрытие черного хромирования обладает хорошей термостойкостью, и в отличии черного никеля или черных оксидных покрытий, являются износостойкими.
| Состав электролита и режим осаждения | №1 | №2 | №3 | №4 | №5 | №6 | №7 | №8 |
|---|---|---|---|---|---|---|---|---|
| Хромовый ангидрид | 250 | 200 | 250-400 | 250 | 150-400 | 250 | 250 | 200 400 |
| Уксусная кислота | — | 6.5 | 5 | — | _ | 3 | . | |
| Ванадат аммония | — | 20 | — | — | _ | _ | ||
| Оксалат железа | — | — | — | — | 15-75 | — | — | — |
| Карбамид | 2.5 | |||||||
| Фторид хрома | ||||||||
| Борная кислота | — | — | — | — | 15 | _ | ||
| Нитрат натрия | 3-5 | — | — | 5 | _ | |||
| Гексафторалюминат натрия | 0.2 | — | — | — | 0.1 | — | — | — |
| Плавиковая кислота | — | — | — | — | — | — | 0.21 | |
| Кремнефторис товодородная кислота | — | — | — | 1. 25 25 | — | — | — | |
| Хромин | 2-3 | — | — | 1.53 | — | — | — | |
| Температура,°С | 18-25 | 10-30 | 10-30 | 18-25 | 18-25 | 15-25 | 60-70 | 18-40 |
| Плотность тока, А/дм2 | 15-30 | 50-100 | 50-100 | 10-60 | 10-50 | 10-50 | 20-30 | 50-120 |
Продолжительность процесса черного хромирования составляет 4-6 минут.
Примеси в электролите хромирования.Присутствие в электролитах хромирования посторонних примесей может приводить к ухудшению качества хромового покрытия. Причиной появления примесей часто является нарушение самой технологии хромирования. Следует подчеркнуть, что наименьшее накопление вредных примесей происходит в электролитах, используемых для блестящего декоративного хромирования. Это объясняется тем, что из-за недолгой продолжительности процесса блестящего хромирования, подвески с деталями постоянно выносят на своей поверхности электролит с примесями. А необходимость регулярно доливать или воду, или свежую порцию электролита, приводит к разбавлению раствора электролита и предотвращает накопление в нем примесей в опасных концентрациях.
А необходимость регулярно доливать или воду, или свежую порцию электролита, приводит к разбавлению раствора электролита и предотвращает накопление в нем примесей в опасных концентрациях.
Хром осаждают на детали из алюминия или его сплавов в основном в тех случаях, когда необходимо повысить их износостойкость, термостойкость или улучшить антифрикционные свойства. Непосредственное хромирование алюминия и его сплавов невозможно, что объясняется наличием на поверхности алюминия инертной оксидной пленкой прочно сцепленной с основой. Эта пленка повышает антикоррозионные свойства алюминиевой поверхности, но одновременно препятствует получению необходимого сцепления с ней хромовых и любых других гальванических покрытий. Если удалить эту пленку и опустить алюминий в раствор соли, какого-либо металла, то из-за высокого электроотрицательного потенциала алюминия на его поверхности будут контактно выделяться содержащиеся в растворе более электроположительные металлы, например медь, никель, хром, олово, или кадмий и т. п. А как известно, контактное осаждение не позволяет получать удовлетворительное сцепление покрытия с основой. Поэтому, как и в случае с титаном, для электроосажления на алюминий применяются специальные технологии.
п. А как известно, контактное осаждение не позволяет получать удовлетворительное сцепление покрытия с основой. Поэтому, как и в случае с титаном, для электроосажления на алюминий применяются специальные технологии.
В промышленности применяются две их разновидности:
— Активация (удаление оксидной пленки с одновременным легким подтравливанием) поверхности алюминия и одновременное осаждение на его поверхности прочно сцепленного с основой тонкого слоя металла, служащего в качестве подслоя для последующего нанесения слоя покрытия;
— Анодное оксидирование алюминия с целью формирования на нем оксидной пленки определенной структуры и толщины, которые обеспечивают надежное сцепление с ней последующего покрытия.
«Цинкатная»щелочная обработка заключается в обработке алюминиевых изделий в растворе цинката, содержащего раствор щелочи и оксида цинка. Процесс осуществляется, путем опускания алюминиевой детали на несколько секунд в раствор цинката при температуре 18-25°С. При этом имеющаяся оксидная пленка вытравливается с поверхности алюминия и, одновременно на ее месте формируется тонкий слой цинка. В принципе уже на этот слой можно наносить хромовое покрытие. Однако для улучшения сцепления рекомендуют первый слой цинка удалять, растворяя его в растворе азотной кислоте (300-500 г/л). Затем, после тщательной промывки, детали опять погружают в цинкатный раствор на 10-15 сек. Такой метод называется «двойной цинкатной обработкой» или «двойным цинкатом». Для получения более плотных, компактных с лучшими антикоррозионными свойствами пленок, рекомендуют добавлять в цинкатный раствор хлорид железа и сегнетову соль.
При этом имеющаяся оксидная пленка вытравливается с поверхности алюминия и, одновременно на ее месте формируется тонкий слой цинка. В принципе уже на этот слой можно наносить хромовое покрытие. Однако для улучшения сцепления рекомендуют первый слой цинка удалять, растворяя его в растворе азотной кислоте (300-500 г/л). Затем, после тщательной промывки, детали опять погружают в цинкатный раствор на 10-15 сек. Такой метод называется «двойной цинкатной обработкой» или «двойным цинкатом». Для получения более плотных, компактных с лучшими антикоррозионными свойствами пленок, рекомендуют добавлять в цинкатный раствор хлорид железа и сегнетову соль.
Хромирование деталей — химическое, вакуумное, гальваника и другие
Хром — это металл, который отличается хорошей прочностью, приятным внешним видом и высокой защитой от коррозии. На практике изделия из чистого хрома применяются редко в связи с высокой стоимостью металла (сложная добыча, непростое обогащение). Поэтому этот химический элемент обычно наносят тонким слоем на другие металлы, камень, пластик, дерево и другие материалы. Это позволяет улучшить физико-химические и эстетические свойства обрабатываемой детали за сравнительно небольшую сумму. В металлургическом деле процедуру нанесения хрома тонким слоем называют — хромирование.
Это позволяет улучшить физико-химические и эстетические свойства обрабатываемой детали за сравнительно небольшую сумму. В металлургическом деле процедуру нанесения хрома тонким слоем называют — хромирование.
Покрываться хромом могут различные изделия — рабочие инструменты, диски для автомобилей, оборудование для кораблей, посуда, декоративные изделия. Хромирование может выполняться различными способами, а сегодня таких способов насчитывается более 10 штук (хотя на практике применяется 3-4 технологии хромирования). Но возможно ли хромирование в домашних условиях — или его проводят только на фабриках и заводах? Какими особенностями обладает хромирование пластика? И о каких правилах техники безопасности не нужно забывать? В статье эти вопросы будут рассмотрены.
Общие сведения
Толщина слоя покрытия обычно невелика — от 0,2 до 0,8 миллиметров (хотя встречаются изделия и с более толстым слоем). Хромированию могут подвергаться любые металлы и их сплавы (железо, чугун, сталь, алюминий, медь и другие), а также диэлектрики (пластик, камень, дерево, фарфор и другие).
Покрыть хромом можно посуду, украшения, детали автомобиля или мотоцикла, мебель. Помимо этого хромирование деталей и пластика выполняет следующие важные функции:
- Термическая и механическая защита. Хром обладает плотной структурой и очень высокой температурой плавления. Поэтому при нагреве его химико-физические структура не изменяется. При механическом ударе вещество также сохраняет свою структуру, поэтому хромированные детали обладают более высокой механической устойчивостью.
- Антикоррозийная защита. С химической точки зрения хром является инертным веществом. При нормальных условиях он не вступает в контакт с водой и атмосферным воздухом. Поэтому изделия с хромовым покрытием не покрываются коррозией длительное время. С кислотами, щелочами и солями хром также вступает в химические реакции неохотно.
- Восстановление прочности запчасти. В случае длительной эксплуатации в запчастях появляются небольшие трещины и углубления, что негативно сказывается на их прочности, надежности. Нанесения хромового покрытия позволяет закрыть эти трещины и вмятины, что улучшит их практическое применение.
- Защита от грязи и повышение отражательной способности. Хромовое покрытие надежно защищает деталь от грязи, пыли и органического мусора. Люди покрывает запчасти своих ТС, чтобы их транспорт был лучше виден в темноте (покрываются обычно диски, отдельные детали или весь кузов целиком).
 Нанесения хромового покрытия позволяет закрыть эти трещины и вмятины, что улучшит их практическое применение.
Нанесения хромового покрытия позволяет закрыть эти трещины и вмятины, что улучшит их практическое применение.Где проводят хромирование?
Большинство технологий хромирования являются сложными операциями, для проведения которых необходимо специальное оборудование. Во время нанесения покрытия в атмосферу могут выделяться вредоносные вещества, которые представляют опасность для человека при вдыхании. Небольшие дозы испарений слабо влияют на здоровье, однако покрытие наносится долго, поэтому о защите организма необходимо подумать в обязательном порядке. Обычно хромовое покрытие наносят в специальных технологических цехах, где установлено оборудование для удаления вредных испарений, а сами людям носят защитные костюмы.
Однако при соблюдении ряда правил можно выполнить хромирование в домашних условиях. Для проведения работ Вам понадобятся дополнительные средства и оборудование. Перечислим основные из них:
- Средства индивидуальной защиты. Это плотный защитный костюм, маска-респиратор и очки, которые плотно прилегают к лицу. Эти средства будут защищать тело от контакта с вредоносными веществами, которые находятся в воздуха. Защищается как кожа, так и слизистые оболочки, а также органы дыхания. После нанесения покрытия костюм, маску и очки нужно почистить, чтобы удалить частички вредных веществ, которые могли осесть на них.
- Вытяжное оборудование. Это могут быть вытяжные вентиляторы или схожее оборудование. Главная задача, которую выполняют такие вентиляторы, — это сбор и удаление из помещения вредных испарений, которые образуются во время хромирования. Мощность таких вентиляторов не должна быть слишком высокой, поскольку вредных веществ образуется не так много (за исключением обработки больших изделий сложной формы, когда требуется большое количество расходных материалов, выделяющих вредные испарения).

Технологии хромирования
В зависимости от способа нанесения хрома различают порядка 10 технологий хромирования, а основными технологиями являются гальванизация, химическое нанесение, вакуумное нанесение и другие. Ниже эти технологии будут рассмотрены более подробно.
Электролитическая гальваника
Гальваническое хромирование — простая технология, которая подходит для домашней обработки деталей. Обычно она используется для обработки металлических деталей небольшой формы, однако при необходимости ее можно адаптировать для обработки больших изделий и пластика. Гальваника работает за счет такого явления, которое физики называют электролизом. Электролитическая гальваника выполняется по такой схеме:
- В электрически нейтральную ванночку помещается жидкость, называемую электролитом. В качестве электролита для хромирования используются вещества, содержащие хром. Это хромовая кислота, ангидрид и другие. В состав электролита могут входить вспомогательные вещества — скажем, серная кислота, едкий натр или сернокислый стронций.
- К ванночке подключается источник постоянного тока (генераторы с переменным током не подходят из технических соображений). Анод имеет вид пластинки (обычно из свинца или хромсодержащего сплава), а опускается он в ванночку с электролитом. К катоду прикрепляется обрабатываемая деталь, которая тоже опускается в электролит.
- После подготовки оборудования и детали электрическая цепь замыкается. Это приводит к тому, что электрический ток переходит от анода к катоду через электролитический раствор. Это приводит к ряду химических реакций, что приводит к высвобождению свободного хрома, который за счет прохождения тока переходит на поверхность обрабатываемой детали. В результате формируется тонкое покрытие, что нам и требовалось.

Химическое хромирование
Для нанесения тонкого защитного слоя может также применяться химическое хромирование. Эта технология не подразумевает использование электрического тока для перехода хромовых ионов — вместо этого защитный слой создается за счет ряда химических превращений. Поэтому химическая хромирование является более простой и безопасной, хотя для ее проведения понадобятся более дорогие реактивы. Технология проводится в два этапа: сперва наносится слой меди, а потом — хрома. Суть технологии кратко:
Поэтому химическая хромирование является более простой и безопасной, хотя для ее проведения понадобятся более дорогие реактивы. Технология проводится в два этапа: сперва наносится слой меди, а потом — хрома. Суть технологии кратко:
- Рабочий очищает деталь от грязи и пыли, а также выполняет ее обезжиривание. После этого он готовит смесь для омеднения на основе сернокислой меди и концентрированной серной кислоты. При необходимости раствор нагревают до температуры 15-20 градусов (если в помещении низкая температура). Потом деталь помещается в раствор на 5-10 секунд — потом ее достают и промывают.
- Рабочий высушивает деталь и готовит бета-версию раствора (без гипофосфита натрия). Рецептов таких растворов существует много, однако чего всего его готовят на основе фтористого хромила, лимонной и уксусной кислот. Такой раствор нагревают до температуры 80-90 градусов, потом всыпается гипофосфит натрия — в результате получается альфа-версия раствора, который нужен для обработки.
- Запчасть помещается в приготовленный раствор на большое время — порядка 5-7 часов. Во время нанесения дополнительного слоя необходимо поддерживать постоянную температуру раствора (всю процедуру можно делать на электроплитке). По завершении процедуры деталь нужно достать, помыть в слабом растворе соды и высушить — после этого она готова к применению.
 Во время нанесения дополнительного слоя необходимо поддерживать постоянную температуру раствора (всю процедуру можно делать на электроплитке). По завершении процедуры деталь нужно достать, помыть в слабом растворе соды и высушить — после этого она готова к применению.
Во время нанесения дополнительного слоя необходимо поддерживать постоянную температуру раствора (всю процедуру можно делать на электроплитке). По завершении процедуры деталь нужно достать, помыть в слабом растворе соды и высушить — после этого она готова к применению.Вакуумное хромирование
Вакуумная технология позволяет получить тонкий однородный слой металла на поверхности любого вещества. Она является самой сложной с технологической точки зрения, поэтому выполнить вакуумное хромирование в домашних условиях сложно. Технология не подразумевает проведение сложных химических операций или использование электрического тока, что делает ее более безопасной и универсальной. Для проведения процедуры понадобится специальное оборудование, которое стоит достаточно дорого (вакуумные камеры, насосы, распылители).
Основные этапы нанесения покрытия вакуумным методом:
- Металлическая основа (в нашем случае хром) помещается в специальную камеру, из которой откачивается воздух для создания вакуума. После этого выполняется нагрев металла до состояния пара.
- Обрабатываемая деталь проходит предварительную обработку и очистку. Потом она помещается в отдельную камеру вакуумной установки (но не в тот же отсек, где находится нагретый до состояния пара хром).
- В конце выполняется распыление газообразного хрома по всей поверхности обрабатываемой детали. Хромовые частички остывают и становятся твердыми, что приводит к формированию тонкого покрытия.
 После этого выполняется нагрев металла до состояния пара.
После этого выполняется нагрев металла до состояния пара.Хромирование в домашних условиях
Выполнить хромирование можно в домашних условиях. Процедура состоит из нескольких этапов — подготовка помещения, покупка оборудования, зачистка детали и непосредственно хромирование. Ниже мы рассмотрим эти этапы более подробно.
Подготовка помещения и покупка оборудования
Гальванику стоит проводить в любом техническом помещении, где установлена вытяжка или вентилятор для откачки вредных испарений. Рабочему необходимо позаботиться о средствах индивидуальной защиты. Для проведения гальваники также понадобится подобрать следующее оборудование:
Для проведения гальваники также понадобится подобрать следующее оборудование:
- Пластиковая или стеклянная ванночка (изделия из металла не допускаются). В ванночку будет помещаться обрабатываемое изделие, а также электролит и катод/анод.
- Компоненты для приготовления электролита. Это дистиллированная вода (1 л), хромовый ангидрид (250 г) и серная кислота (2-3 г). При необходимости концентрацию компонентов нужно пропорционально увеличить.
- Источник постоянного тока, а также два провода (анод и катод). К катоду будут прикрепляться запчасти, которые будут помещаться в электролит. Анод помещается непосредственно в электролит; оптимальной будет покупка провода-анода с пластинкой на конце (это увеличит интенсивность реакции).
- Нагревательный элемент. Электрическая плитка с датчиком температуры. Ванночку с электролитом можно ставить прямо на плитку.
Подготовка детали к работе
Перед нанесением хрома нужно выполнить зачистку и обезжиривание детали. Для зачистки необходимо вымыть и тщательно высушить требуемую деталь. Если на ее поверхности есть сильные шероховатости, то от них следует избавиться с помощью шлифовки. Также необходимо обезжирить деталь:
Для зачистки необходимо вымыть и тщательно высушить требуемую деталь. Если на ее поверхности есть сильные шероховатости, то от них следует избавиться с помощью шлифовки. Также необходимо обезжирить деталь:
- Возьмите 1 литр чистой воды, добавьте туда 50 кальцинированной соды, 150 г гидроксида натрия и 5 г силикатного клея, хорошенько перемешайте смесь.
- Поставьте емкость с полученной смесью на плиту, нагрейте смесь до температуры 90 градусов, поместите туда деталь на 20-30 минут.
- Достаньте деталь, промойте ее под водой и высушите ее. Обратите внимание — вытирать деталь можно только чистой тряпкой (в противном случае придется проводить обезжиривание заново).
Процедура хромирования
Итак, Вы подготовили помещение, надели защитную одежду и выполнили обезжиривание. Теперь можно выполнить гальваническое хромирование алюминия, стали или любого другого металла:
- Поставьте ванночку на плитку, прикрепите к катоду запчасть, установите анод на ванночку, вылейте в ванночку электролит, включите вытяжку, нагрейте электролит до температуры 50-55 градусов.
- Введите в ванночку катод с прикрепленной запчастью, чтобы жидкость полностью покрыла деталь, а потом увеличьте мощность вытяжки и включите источник постоянного тока.
- Длительность обработки — 20-40 минут в зависимости от формы детали и интенсивности обработки. По завершении хромирования деталь высушивают 2-3 часа.

Хромирование пластика выполняется по иному сценарию. Для нанесения покрытия нужно изготовить пустотелую кисть, в которую будет заливаться электролит (сделать ее можно из оргстекла). К кисти следует присоединить токопроводящие щетинки, через которые будет проходить ток. К корпусу кисточки следует присоединить анод, а к металлическим щетинкам — катод. После запуска электрического тока будет проводиться распыление частичек хрома с конца щетинок кисточки. Для нанесения покрытия нужно 15-20 раз провести кисточкой по всей поверхности пластика. При необходимости процедуру нужно повторить 2-3 раза (зависит от типа пластика и качества кисточки).
Заключение
Чтобы защитить металл, пластик, дерево или камень от коррозии или механического повреждения, можно выполнить хромирование поверхности. Выполнить эту процедуру можно разными способами — с помощью гальваники, вакуумным методом, химическим способом и так далее.
Выполнить эту процедуру можно разными способами — с помощью гальваники, вакуумным методом, химическим способом и так далее.
Нанесение хрома можно выполнить в домашних условиях при соблюдении правил техники безопасности. Оптимальный способ домашнего хромирования — гальваника. Гальваническое хромирование выполняется в несколько этапов — установка ванночки, подключение источника постоянного тока, внесение электролита, помещение детали в ванночку и запуск электрического тока.
Используемая литература и источники:
- Degarmo, E. Paul; Black, J T. & Kohser, Ronald A. (2003), Materials and Processes in Manufacturing (9th ed.), Wiley
- Ю.М. Лахтин, В.П. Леонтьева. Материаловедение. — М.: Машиностроение, 1990.
- Статья на Википедии
Хромирование деталей авто. Технологический процесс работ + видео инструкция.

Вы наверняка замечали блестящие серебристые детали на многих тюнингованных да и не только автомобилях. За счет таких акцентов автолюбители хотят выделить свое авто среди остальных и обеспечить хорошее защитное покрытие как для металлических так и для пластиковых деталей. Достигают такого эффекта с помощью хромирования деталей автомобиля. Очень часто хромом обрабатывают дефлекторы, боковые зеркала, молдинги, радиаторную решетку и прочие элементы кузовной конструкции машины.
При длительной эксплуатации такие покрытия теряют былой вид, и приходит необходимость их реставрации. У владельца авто в таком случае есть два выхода. Первый — это обратится в автомастерскую, и заказать услугу у специалистов, как впрочем, многие и делают. Второе – это самостоятельный ремонт покрытия, который выбирают автолюбители толи с экономических причин, толи у них есть желание, самостоятельно выполнят хромирование деталей авто своими руками в домашних условиях. Чтобы в будущем можно было за минимальные средства выполнять тюнинг своих автомобилей.
Чтобы в будущем можно было за минимальные средства выполнять тюнинг своих автомобилей.
По своей сути хромирование – это процесс насыщения хромом методом диффузии или же его осаждение на детали в электролите под действием электрического тока.
Такое покрытие позволяет защитить металлические поверхности от коррозии и придает им после полировки красивый блестящий вид.
Чтобы выполнить всю технологию на дому, вам нужно понимать, что это сложный и скрупулезный процесс, который требует хорошей подготовки поверхности детали и четкого соблюдения всей инструкции.
Что нужно из оборудования и расходных материалов?
Содержание статьи
Для нанесения хрома на металлические поверхности деталей автомобиля вам потребуется определенный список оборудования и материалов для проведения работ.
Чтобы собрать аппарат для нанесения хрома, вам потребуются:
- пластмассовая или пропиленовая ванна. Можно использовать пластиковые ведра или же стеклянные емкости (например, банки).
- кислостойкий калорифер, для нагревания электролита до нужных температур.
- термометр, со шкалой измерения от 1 до 100 градусов Цельсия.
- выпрямитель, который может выдавать напряжение 12V и силу тока до 50 ампер. В этих целях можно использовать устройство для зарядки автомобильного аккумулятора, оно вполне подойдет для обработки небольших деталей.
- фиксатор, для того, чтобы подвесить деталь. Это обеспечит равномерную обработку всех поверхностей, поскольку она не будет торкаться к стенкам емкости, в которую погружается.
- катода в виде зажима и анода в форме стержня или пластины.

Это основной комплект для сборки установки под эту работу. Следует помнить, что процесс хромирование деталей машин является вредным, поэтому рабочая зона должна хорошо проветриваться. Также если вы решили работать в гараже, обязательно позаботьтесь о средствах личной защиты: респиратор, перчатки, защитные очки и одежда.
Размеры емкостей для электролита будут зависеть от объема деталей, которые вы собираетесь обрабатывать. По возможности, в целях экономии, старайтесь выбирать наиболее оптимальный размер, чтобы не расходовать лишний материал.
По возможности, в целях экономии, старайтесь выбирать наиболее оптимальный размер, чтобы не расходовать лишний материал.
Также, для хранения раствора, и избегания его испарения, желательно придумать плотно закрывающуюся крышку, или же отдельную герметичную емкость для хранения материала.
Из чего состоит электролит?
Электролит готовят из следующих компонентов:
- дистиллированная вода (с небольшим содержанием соли).
- хромового ангидрида концентрацией 220-250 г/л.
- серной кислоты концентрацией 2,2-2,5 г/л.
Дополнительно вам будут нужны: соляная кислота, растворитель по типу 646, чистый листовой свинец.
Процесс приготовления электролита следующий:
- Наполняем емкость нагретой водой до 45 — 60 градусов Цельсия, или же нагреваем ее в емкости.
- Засыпаем и постепенно размешиваем хромовый ангидрид из расчёта 250 г на 1 л воды.
- Наливаем и размешиваем серную кислоту из расчёта 2,5 г на 1 л воды.
- Прогоняем полученный раствор через электролитическое поле на интервале времени около 3-х часов. Силу тока при этом выставляют на значение около 6,5 ампер на 1 литр раствора. Когда раствор будет готовый он сменит цвет на бордовый.
- Дать электролиту постоять около суток.
 Силу тока при этом выставляют на значение около 6,5 ампер на 1 литр раствора. Когда раствор будет готовый он сменит цвет на бордовый.
Силу тока при этом выставляют на значение около 6,5 ампер на 1 литр раствора. Когда раствор будет готовый он сменит цвет на бордовый.Технологический процесс гальванического хромирования деталей
Нужно понимать, что нанести хром на металлическую деталь можно, только если она состоит из меди, латуни или никеля. Чтобы обработать стальную поверхность, нужно предварительно нанести на нее подложку из меди латуни или никеля.
Технология хромирования деталей следующая:
- Сначала нужно подготовить деталь. Для этого она зачищается и обезжиривается с помощью растворителя, например 646.
- Нагреть электролит до температуры 45 – 60 градусов Цельсия.
- Далее деталь для активации поверхности помещают в раствор соляной кислоты на период 15 – 20 минут в зависимости от состояния поверхности. Соляную кислоту разбавляют с водой в пропорции 100 грамм/литр.
- После этого промываем детали в воде и погружаются с помощью фиксатора в ванну с электролитом. Обычно подвес выполняют из медной проволоки, на которую и вешают деталь. К этой проволоке присоединяется зажим минус от выпрямителя. Рядом на емкости с помощью медной проволоки крепим свинцовый анод, к которому подают плюс от питания.
- По истечению периода в 20 – 40 минут детали извлекают из емкости и промывают в воде. После полного высыхания можно провести полировку поверхности.
 Обычно подвес выполняют из медной проволоки, на которую и вешают деталь. К этой проволоке присоединяется зажим минус от выпрямителя. Рядом на емкости с помощью медной проволоки крепим свинцовый анод, к которому подают плюс от питания.
Обычно подвес выполняют из медной проволоки, на которую и вешают деталь. К этой проволоке присоединяется зажим минус от выпрямителя. Рядом на емкости с помощью медной проволоки крепим свинцовый анод, к которому подают плюс от питания.Какие дефекты встречаются при хромировании?
Если покрытие получилось с дефектами, не нужно расстраиваться, нанесенный слой можно снять в растворе соляной кислоты разбавив ее с водой в пропорции 100 – 200 грамм/литр. После чего процедуру можно повторить, учтя ошибки.
Из основных дефектов можно выделить:
- сколы хромовой пленки. Обычно это следствие плохой подготовки поверхности, в частности обезжиривания, что приводит к плохой адгезии материала и поверхности.
- наплывы хрома на краях. Это показатель высокой плотности тока в этих местах. В проблемных зонах можно попробовать установить экраны.
- матовость покрытия. Тут есть три метода решения проблемы: повысить температуру электролита, немного снизить силу тока или добавить больше хромового ангидрида.

Видео пример, хромирования деталей.
Как можно восстановить хром на пластике?
Для того чтобы осуществить хромирование пластиковых деталей автомобиля, можно использовать немного другой способ нанесения металлизированного покрытия.
Технология работ в таком случае будет следующей.
- Ставим деталь на подставку для более удобно работы, можно металлическую.
- Если пластиковая деталь полностью зачищена от ЛКП, нужно предварительно нанести на нее связующую грунтовку. Перед нанесением грунта нужно матировать поверхность абразивом P800 – 1000 и обезжирить. Наносят обычно 2 – 3 слоя грунта. При комнатной температуре покрашенная деталь сушиться 6 – 7 часов.
- Проводим огневую обработку загрунтованной поверхности.
- Подготавливаем распылители с ручным накачиванием воздуха, в которые будут залиты необходимые для работы материалы. И прокачиваем воздух.
- Промываем поверхность детали дистиллированной водой.
- Распыляем на поверхность активатор, по типу хим. реактив Активатор СТ.2516.
- Опять промываем поверхность дистиллированной водой.
- Одновременно распыляем химические реактивы по типу МЕТА-ХРОМ из одной емкости и восстановители АВ.101 и АВ.202 и проводим процесс металлизации.
- Промываем поверхность дистиллированной водой.
- С помощью фена убираем капли и подсушиваем поверхность пластиковой детали. Далее оставляем деталь сохнуть на 1,5 – 2 часа при комнатной температуре.
На этом все, дополнительно можно провести лакирование поверхности.
Вот видео пример работ.
Стоимость работ в автомастерских
Если вы решили не выполнять работы своими руками, а обратится в мастерскую, то в таком случае нужно знать, сколько стоит хромирование деталей у специалистов. Для примера, чтобы покрыть 4 диска размером в 20 дюймов хромом, вам обойдется минимум в $500. Тут работает формула, чем больше заказ, тем дешевле работа. В некоторых компаниях работает даже правило минимального чека, который составляет от $200.
Для примера, чтобы покрыть 4 диска размером в 20 дюймов хромом, вам обойдется минимум в $500. Тут работает формула, чем больше заказ, тем дешевле работа. В некоторых компаниях работает даже правило минимального чека, который составляет от $200.
Как установить простую домашнюю гальваническую систему
Образование, Алоха и большинство
весело вы можете получить в отделке
Создано на основе ваших вопросов и ответов — звоните прямо на сайте
без регистрации / без входа
Обсуждение началось в 1999 г., но продолжаются до 2020 г.
1999 г.В. ПРИВЕТ, МОЕ ИМЯ РЭЙ.
В КАЧЕСТВЕ ХОББИ I ВОССТАНОВЛЕНИЕ СТАРЫХ МОТОЦИКЛОВ. У МЕНЯ ЧАСТО НУЖДАЕТСЯ ХРОМИРОВАНИЕ ИЛИ НИКЕЛЕВЫЕ ПЛИТЫ ДЛЯ НЕКОТОРЫХ КОМПОНЕНТОВ.МНЕ ЗАНИМАЮСЬ, МОЖНО ЛИ УСТАНОВИТЬ СИСТЕМУ ПОКРЫТИЯ В МОЕМ ГАРАЖЕ? Я ДОЛЖЕН ЗНАТЬ, ЧТО МОЖЕТ БЫТЬ ПРИНЯТ ПРОСТАЯ СИСТЕМА ЗАПУСКА. Я ПОНИМАЮ ТОЛЬКО ОСНОВНУЮ КОНЦЕПЦИЮ, КАК РАБОТАЕТ ЭЛЕКТРОТЕХНИКА, ПОЖАЛУЙСТА, ПРОСТО НА МНЕ. НАДЕЖДА ЖДУТ!
НАДЕЖДА ЖДУТ!
HOLYOKE, Massachusetts
1999
A. Наши ответы на часто задаваемые вопросы «Как работает гальваника» и «Введение в хромирование» могут помочь вам, Раймонд — пожалуйста, взгляните на них! Но, к сожалению, для вас может оказаться непрактичным заниматься хромированием в гараже из-за правил безопасности OSHA и правил утилизации отходов EPA.
Гальваническая промышленность была самой первой отраслью в стране, регулируемой Агентством по охране окружающей среды, и бремя соблюдения требований является тяжелым. Кроме того, раствор для хромирования канцероген (думаю, Эрин Брокович [аффил. ссылка на Amazon] и шестивалентный хром). Если вы берете с друга несколько долларов за тарелку чего-либо, значит, вы занимаетесь этим бизнесом и, возможно, подпадаете под требования отчетности и утилизации. Поэтому, пожалуйста, начните с изучения правил, прежде чем что-либо покупать, и возьмет на себя всю ответственность за это .
Почему мы говорим «вечно ответственны»? Представьте себе компанию, производящую токсичные отходы. Они нанимают подрядчика по утилизации, который оказывается злым, который сбрасывает отходы в болото, кладет в карман сборы за утилизацию, распускает корпорацию и исчезает — оставляя публику платить за уборку, как в былые дни? Чтобы решить эту проблему, Агентство по охране окружающей среды разработало простое правило: неважно, кому вы отправляете опасные отходы, или сколько вы заплатили, чтобы избавиться от них, или как давно это было: «генератор» отходов. остается ответственным за это навсегда, несмотря ни на что! Затем добавьте их пункт «солидарная ответственность», и вы поймете, что если они не могут отделить ваши отходы от чужих, это плохо для вас, это очень плохо 🙁
Удачи!
Тед Муни, П.E.
finish.com — Пайн-Бич, Нью-Джерси
Стремление к жизни Алоха
Комплекты от 29 до 80 долларов Комплекты хромирования
2000 г.
В. Забавно, я видел комплекты хромирования в журналах для мотоциклов. Одна давно за 25 баксов. Недавно для большего, но я не могу вспомнить где и сколько. Я хочу добавить в слайды углеводы Amal. Я уверен, что это повысит их надежность. Если у вас есть информация о том, кто будет это делать, дайте мне знать.
p.r.k [фамилия удалена редактором в целях конфиденциальности]— g’ville, Florida
2000
А.Привет, PRK,
Да, несколько лет назад вы видели комплекты для гальваники от J.C. Whitney примерно за 29 долларов — сегодня Eastwood предлагает их по цене примерно 80 долларов, но это были комплекты для цинкования, а не комплекты для гальваники хром . Опять же, хром — строго регулируемый канцерогенный токсин.
Если вы хотите исследовать гальваническое покрытие начального уровня, вы также можете связаться с поставщиком оборудования для нанесения щеточного покрытия и небольших систем. Просто погуглите «поставщик покрытий для хобби», чтобы найти их.
Но если вы проведете еще некоторое время на этом сайте, просматривая письма с более ранних плакатов с интересами, схожими с вашими, вы поймете, почему мы призываем к осторожности и изучению нормативных требований, прежде чем покупать какие-либо химические вещества (особенно хром) и брать на себя ответственность .В Америке, если вы используете химикаты для нанесения покрытий (возможно, даже после того, как вы откроете пакет), вы станете «генератором отходов», и они станут вашими отходами навсегда! Неважно, сколько вы платите кому-либо за то, чтобы взять, обработать или избавиться от них, все еще ваша ответственность даже через 50 лет и более. Так что смотрите, прежде чем прыгать 🙂
Удачи!
Тед Муни, P.E.
finish.com — Пайн-Бич, Нью-Джерси
Стремление к жизни Алоха
2003
В.Раймонд Дж. Из Холиока спросил о домашней металлической системе. Кто-нибудь ему ответил? Если да, то каков ответ? Я хочу хромировать свои автозапчасти и буду иметь размер 6 футов x 18 дюймов шириной
Джеймс Д. [фамилия удалена редактором для конфиденциальности]
[фамилия удалена редактором для конфиденциальности] — Силакога, Алабама
Покрытие щеткой и покрытие резервуара
2003 г.В. Мне любопытно, насколько хороши эти наборы для хромирования на основе домашних щеток. В частности, у меня есть старый велосипед 1970-х годов с хромированными вилками и задними стойками и хромированными проушинами. Хром почти цел, но местами много ржавчины размером с песок.
Если я смогу счистить ржавчину размером с песок, каков будет результат хромирования с использованием одного из этих домашних комплектов (30 долларов от JC Whitney и т. Д.) Я не ищу идеальную работу, я ищу кое-что который хорошо выглядит с расстояния 5 футов и защищает отделку, так что она не ржавеет в ближайшее время.
Дональд Джи [фамилия удалена редактором в целях конфиденциальности]— Сан-Диего, Калифорния
2003
A. James, покрытие щеткой и минимальное покрытие резервуара вполне возможно; мы уже упомянули и связали некоторых поставщиков. Но вы, кажется, говорите об автомобильном бампере или каком-то другом очень большом предмете с медно-никель-хромовым покрытием, и это будет большим делом как с точки зрения того, сколько вам нужно будет научиться наносить все слои, так и с точки зрения удачно покрыть такой большой предмет крошечным стилусом. Я думаю, вы можете начать с меньшего размера и с раствора для покрытия без хрома.
Но вы, кажется, говорите об автомобильном бампере или каком-то другом очень большом предмете с медно-никель-хромовым покрытием, и это будет большим делом как с точки зрения того, сколько вам нужно будет научиться наносить все слои, так и с точки зрения удачно покрыть такой большой предмет крошечным стилусом. Я думаю, вы можете начать с меньшего размера и с раствора для покрытия без хрома.
Дональд, я не думаю, что JC Whitney предлагает что-то еще, но, как уже отмечалось, есть система оловянно-цинкования за 80 долларов, доступная от компании Eastwood.
Наш объект ориентирован в первую очередь на промышленность, где люди обычно тратят в тысячи раз больше на установку гальванических покрытий. Мы определенно не пытаемся отговорить вас от вложения 75 долларов в обучение и эксперименты. А вот качественная обшивка с настоящей обшивкой — дело непростое. Качественная обшивка игрушкой может стать шуткой. Чтобы хромировать бампер Джеймса гальваническим элементом, как в тех наборах, о которых вы говорите, потребуются тысячи и тысячи батареек AA. Ваша работа меньше, но посмотрите закон электролиза Фарадея и выясните, сколько сотен батарей вам понадобится.И тогда у вас все еще есть проблема подготовки подложки, чтобы ваше покрытие не отслоилось, тот факт, что это заменитель хрома, а не хром, и он не совсем совпадает и т. Д. Это большая работа.
Ваша работа меньше, но посмотрите закон электролиза Фарадея и выясните, сколько сотен батарей вам понадобится.И тогда у вас все еще есть проблема подготовки подложки, чтобы ваше покрытие не отслоилось, тот факт, что это заменитель хрома, а не хром, и он не совсем совпадает и т. Д. Это большая работа.
Нас беспокоит не то, потратите ли вы 75 долларов — пожалуйста! И, пожалуйста, попробуйте эксперименты с гальваническим покрытием в разделе часто задаваемых вопросов «Как работает гальваническое покрытие», это вам совсем ничего не стоит. Удачи; мы просто не хотим заманить вас на скользкую дорожку, которая может загрязнять окружающую среду, стоить очень дорого или, возможно, облагать вас штрафами.Удачи!
Тед Муни, P.E.
finish.com — Пайн-Бич, Нью-Джерси
Стремление к жизни Алоха
2004
A. Я часто использую домашний комплект для хромирования алюминиевых деталей. Просто сначала нужно обработать — удалить оксидный слой и нанести слой цинка — я использую раствор цинката.
— Южная Калифорния
Опасности завышены!
2005 г.Это просто комментарий, вы можете проигнорировать его, но я не думаю, что вы сможете сделать это на основе ЧИСЛА сообщений в прошлом.
Этот сайт ОПРЕДЕЛЕННО преувеличивает опасность домашнего покрытия. Я лично считаю, что причина в том, что если бы все узнали, как ЛЕГКО наклеивать дома, коммерческие магазины потеряют, БОЛЬШИЕ … включая вас.
Обшивка дома уже много лет, никаких проблем. Я считаю, что ВСЕ опасно, о чем следует остерегаться мастеру. Ваше отношение к этому вопросу таково: «Не занимайтесь деревообработкой дома, вы можете порезать себе руки с помощью всех этих электроинструментов.»или» Не занимайтесь рисованием дома, что из-за всего этого дыма «.
Честно говоря, МУСОР!
Как насчет того, чтобы сделать нам и себе одолжение и начать публиковать образовательные ответы на вопросы людей и оставить отзыв.
Давай, взорви меня тоже. О да, я действительно отнесу свои отходы на соответствующие предприятия по утилизации отходов. Любой «МАГАЗИН» может ошибаться так же легко, как и домашний мастер.
Любой «МАГАЗИН» может ошибаться так же легко, как и домашний мастер.
— Кингстон, Онтарио, Канада
2005
Джим: мы рады напечатать ваше мнение и мнение всех, для этого и нужен общественный форум.Здесь, на этом сайте, есть все необходимое, чтобы бесплатно рассказывать людям все, что вы хотите, о том, чему вы научились за годы, проведенные в домашних условиях.
Вы правы, что я не проигнорирую ваш пост; Я хозяин сайта, и моя работа — отвечать на сообщения, а не игнорировать их. Но я не владею и не управляю гальваническим цехом, никогда не имел и не буду; и ваши заявления о скрытых мотивах просто рисуют вас вздорным подростком. Расти.
Этот бесплатный сайт включает тысячи страниц информации для студентов, обзоры книг, ссылки на образовательные общества и учебные занятия, календарь событий, где вы можете посещать бесплатные лекции по нанесению покрытий, стандарты ASTM и бесплатные стандарты MIL, адреса бесплатные библиотеки покрытий и десятки тысяч подробных ответов на вопросы и проблемы, связанные с покрытием. Мы никогда не подвергаем цензуре публикации (кроме рекламы и замечаний ad-hominem), поэтому, пожалуйста, поделитесь своим опытом размещения, а не ныть, что другие не делятся своим.
Мы никогда не подвергаем цензуре публикации (кроме рекламы и замечаний ad-hominem), поэтому, пожалуйста, поделитесь своим опытом размещения, а не ныть, что другие не делятся своим.
Тед Муни, P.E.
finish.com — Пайн-Бич, Нью-Джерси
Стремление к жизни Алоха
2005
ДА Я СОГЛАСЕН, пожалуйста, РАЗМЕЩАЙТЕ ОТВЕТЫ ПО ОБРАЗОВАНИЮ ПО ХРОМУ / ЗОЛОТОМУ ПОКРЫТИЮ ПРОСТО КАК ЧТО ЭТО ОПАСНО … ВЫ НЕ СКАЗЫВАЕТЕ ВОДИТЬ МАШИНУ, КОТОРАЯ МОЖЕТ ПОЛУЧИТЬСЯ В АВАРИИ … ЕСЛИ РЫНОК УЗНАЛИ, ЧТО ВЫБЫВАЕТ ПРИБЫЛЬ, ОНА ДЕЛАЕТ LOOSE $$…Я БЫЛ ПОКРЫТИЕМ ЗОЛОТОМ БОЛЕЕ 1 ГОДА СЕЙЧАС БЕЗ ПРОБЛЕМ СЕЙЧАС Я РАСШИРЯЮСЬ В ЗОЛОТО … С ВАШИМИ КОММЕНТАРИЯМИ ИЛИ БЕЗ ВАШИХ КОММЕНТАРИЙ … ДЛЯ ЛЮБОГО, ЗАИНТЕРЕСОВАННОГО ХРОМОМ ИЛИ ЗОЛОТОМ ДА, ВЫ МОЖЕТЕ ЭТО СДЕЛАТЬ В ДОМЕ ОНИ ПРОИЗВОДИМ БОЛЬШЕ И БОЛЬШЕ СИСТЕМ ДЛЯ ДОМАШНЕГО ВЛАДЕЛЬЦА … УДАЧИ, ПРИЧИНА УДАЧИ У МЕНЯ ЕГО … И ЭТО НЕ ТОЛЬКО Я!
tyrone b— Луисвилл, Кентукки
2005
Привет, Тайрон: Это не отель «Калифорния»; если у вас «это было», вы можете оставить в любое время. Но вы тоже можете рассказать людям, как делать гальванику в домашних условиях.Здесь есть все необходимое, очень большая аудитория, и это не будет стоить вам ни копейки. Так что переходите к делу — или ваша публикация просто пустая болтовня?
Но вы тоже можете рассказать людям, как делать гальванику в домашних условиях.Здесь есть все необходимое, очень большая аудитория, и это не будет стоить вам ни копейки. Так что переходите к делу — или ваша публикация просто пустая болтовня?
Ваша аналогия, что наши предупреждения похожи на предупреждение людям не садиться за руль, потому что они могут попасть в аварию, прекрасна, спасибо! Правительство требует, чтобы каждый водитель прошел обучение, тестирование и лицензию; Правительство требует, чтобы каждое транспортное средство было зарегистрировано, проверено и застраховано. Если вы не подчинитесь, вас оштрафуют, а в вопиющих случаях посадят в тюрьму.
Точно так же правительство требует обучения, тестирования и лицензирования всех гальванических цехов и их сотрудников. Работать без регистрации, анализов крови, подтверждающих безопасность сотрудников, разрешений на сброс, проверки поверхностного натяжения ванны, журналов ампер-часов, записей накопления отходов, декларации, ежегодной сертификации Hazwoper или без предупреждения ваших соседей материалов, которые у вас есть (закон о праве сообщества на информацию), и вы подвергаетесь штрафу или даже тюремному заключению.Я знаю двух менеджеров гальванических цехов, которым пришлось нелегко.
Да, вы, вероятно, можете незаконно вести небольшой бизнес по гальванике и оставаться вне поля зрения радаров, точно так же, как вы, вероятно, можете избежать наказания за вождение без прав, регистрации или страховки. И некоторые правила не применяются, если это хобби, и вы никогда не берете ни доллара за гальванический продукт или свои услуги по гальванике.
Но у нас в городе был «кластер рака», поэтому все в районе было тщательно исследовано; Если соседский ребенок заболевает раком по любой из тысячи причин и ее родители узнают, что вы хромировали в своем гараже, выбрасывая в воздух канцерогенные пары, Бог поможет вам.Это вряд ли произойдет, но если это произойдет, ваша жизнь, как вы ее знали, закончится.
Тед Муни, P.E.
finish.com — Пайн-Бич, Нью-Джерси
Стремление к жизни Алоха
2005
Хромирование в вашем гараже! Покрытия и заговоры!
Я родился в сфере хромирования на заказ. Я работал там подростком. Мне сейчас за пятьдесят. Хромирование на заказ — это все, что я когда-либо делал. Я веду бизнес. Я знаю каждый аспект. Я все сделал.Зачистка металла, полировка, дробеструйная очистка, очистка и активация покрытия, цианидное меднение, кислотное меднение, никелирование, хромирование, отношения с клиентами, отчетность в различные агентства (EPA, DNR, местные канализационные районы и т. платежная ведомость. Я знаю, что упускаю кое-что, но думаю, Тед поймет.
И теперь Тайрон говорит, что это большое прикрытие, чтобы лишить людей возможности заработать миллионы в своем гараже. О, Боже! Возможно, нам нужно канадское место для захоронения, которое не требует разрешений и испытаний, как предполагалось в предыдущем комментарии.Подумать только о том, что все годы потрачены впустую, когда я мог бы сделать это в своем гараже и заработать миллионы!
Фрэнк ДеГуайр— Сент-Луис, Миссури, США
Можно ли подкрасить?
2006 г.Q. М. В. Янсену: как насчет некоторых деталей. Я хочу подправить пару участков хромированного листового металла.
Вольт, ампер, источник раствора, материалы анода и катода, температура и т. Д.?
GF Kron— Новато, Калифорния
2007
В. Привет тем из вас, кто ответит на вопросы и не скулит.Я хотел заменить металлические детали кастрюли на моем 68 El Camino. Как лучше всего подготовить детали с умеренным питтингом и следует ли их обрабатывать как алюминиевые детали в процессе нанесения покрытия? И последнее, но не менее важное: если вы не хотите есть или пить, относитесь к нему как к неприятному веществу. Слив в канализацию, вы снова попадете в питьевую воду. Спасибо.
Майкл Уолтерсновичок — Уотер Гэп, Пенсильвания
июль 2007 г.
A. Привет, Майкл. «Potmetal» может быть отлитым под давлением цинком или алюминием (они выглядят примерно одинаково, хотя алюминий намного легче).Но в автомобиле 1968 года, вероятно, использовалось цинковое литье под давлением, а не алюминий, поэтому цинкование, вероятно, не требуется.
Эти ямки исправить непросто, потому что пористость поглощает воду и гальванические растворы, вызывая загрязнение; плюс поглощенная вода или газы могут вернуться в виде пара при нагревании деталей, что приведет к образованию дыр и пузырей. Но обычный способ реставрации отливок под давлением и с ямками состоит в том, чтобы покрыть их медной пластиной в растворе цианидного меднения и «кашне»; Это означает, что мягкое медное покрытие «втиснуть» в ямы путем полировки или во время полировки.После того, как ямы в значительной степени заполнены медью, вы можете перейти к медному покрытию, затем к никелированию, а затем к хромированию. Отливки с сильными изъязвлениями требуют, чтобы мастер по нанесению покрытий вручную просверлил и заполнил каждую отливку, и каждая будет стоить сотни долларов. Умеренно изъеденные на глазах ямки могут быть умеренно или сильно изъеденными у кого-то другого 🙂
Удачи!
Тед Муни, P.E.
finish.com — Пайн-Бич, Нью-Джерси
Стремление к жизни Алоха
2007 г.
В.Могу ли я гальванизировать ААА (1,5 В)?
Джо Уилсон, любитель— Вирджиния-Бич, Вирджиния
2007 г.
A. Что касается школьного или школьного научного проекта, то да, конечно, можно, Джо! См. Наш FAQ: «Как работает гальваника».
Однако для практического гальванического покрытия нам понадобятся подробные сведения о том, что вы надеетесь сделать. Взгляните на закон Фарадея, потому что покрытие является энергоемким, и эта батарея AAA сможет покрыть гальваническим покрытием только очень тонкий слой металла на предмете размером с четверть, прежде чем он разрядится.
Чтобы понять это, просто осознайте, что батарея и гальванический элемент на самом деле одно и то же, но при гальванике мы используем большую батарею или источник питания, чтобы перегрузить аккумулятор, образованный гальваническим элементом, и заставить его работать в обратном направлении. Ваша батарея AAA не перемещает много металла внутри нее, поэтому она не может перемещать много металла за ее пределы.
Тед Муни, P.E.
finish.com — Пайн-Бич, Нью-Джерси
Стремление к жизни Алоха
2007 г.
В.У меня нет опыта работы с гальваническими покрытиями, но у меня есть большой опыт работы с OSHA и EPA. Больше всего меня напугало бы обшивка в гараже и утилизация опасных отходов. Даже если бы я сделал все документы, необходимые для заказа, хранения и использования материалов, а затем утилизировать материалы как опасные отходы, вещь, которая не позволила бы мне уснуть еще одну ночь, в которой я прожил, — это правило «Cradle to Grave» EPA . После того, как вы утилизируете материал, документы должны храниться вечно! И если контейнер, в котором вы утилизируете этот материал, протечет, то вы, отвечающий за утилизацию, несете ответственность по закону.Стоимость уборки может составлять миллионы, а штраф составляет 25 тысяч долларов в день, пока она не будет убрана. И вы должны заплатить, чтобы снова запечатать хлам, восстановить хлам, а это значит, что хлам всех остальных хранится вместе с ним. Я просто хочу знать, раз уж я только начинаю, какая справедливая цена за покрытие. Я ремонтирую старую машину и хочу наклеить бамперы и т.д. Какая будет справедливая цена?
Гас Уиверлюбитель — Харродсбург, Кентукки
2007 г.
А. Привет, Гас. Самая большая стоимость обшивки, особенно замены старых вещей, — это труд.Было бы справедливо, если бы гальванический цех взимал с вас примерно такую же сумму за свое время, что и сантехник или механик — может быть, чуть больше из-за стоимости материала и потому, что оборудование гальванического цеха стоит больше, чем оборудование сантехника.
Итак, реальная проблема заключается в том, сколько времени это займет, и это будет зависеть от состояния (сколько требуется полировки и полировки) и от того, насколько высокого качества будет работа. Ремонт одного старого бампера требует гораздо больше труда, чем изготовление с нуля нового серийного бампера.Так что, к сожалению, он будет стоить как минимум столько же, сколько новый бампер; и замена старого литого под давлением украшения капота может легко стоить в сто раз дороже нового.
Тед Муни, P.E.
finish.com — Пайн-Бич, Нью-Джерси
Стремление к жизни Алоха
11 января 2008 г.
A. Тед получает деньги за все, что он сказал. Я начал искать домашний комплект для хромирования … думал, что это так просто. Разборка, ремонт и повторное хромирование бампера автомобиля здесь стоит около 500 долларов.В своей мудрости я думал, что смогу сделать это почти бесплатно. Я столкнулся со ВСЕМИ препятствиями, о которых говорил Тед. Я заплатил 500 долларов, и у меня фантастический бампер, и у меня нет головной боли. Я впечатлен вашим сайтом и знаниями, Тед … продолжай в том же духе, напарник …. Питер
Питер Кэри— Перт, Западная Австралия
15 января 2008 г.
Спасибо за добрые слова, Питер!
Небольшое отступление — некоторым людям просто нравится работать на своих лодках; день за днем они счастливы, как моллюски, банка пива в одной руке, скребок в другой.Я спрашиваю на форумах, посвященных водным видам спорта, где я могу что-то сделать, и эти люди не говорят мне, где это сделать, вместо этого они сгибают мне ухо, чтобы я сделал это сам. Они не могут понять, что некоторые из нас чистят лодку только по необходимости, что мы ненавидим это обслуживание и что наш единственный интерес — покончить с этим.
Я думаю, что часть «трения» здесь заключается в том, что кто-то скажет, что они пытаются гальванизировать что-то, и я могу прочитать в этом, что они просто хотят, чтобы эта чертова штука покрылась гальваническим покрытием, и не знакомы с тем фактом, что рабочие цеха по гальванике легко доступны, чтобы сделать это за них.Между тем энтузиасты, которым нравится гальваника, убеждены, что человек хотел бы сам покрыть ее гальваническим покрытием, и мы топчемся на их радость 🙂
Я особенно ценю вашу публикацию, потому что она подразумевает, что вам не особенно нравится идея нанесения гальванических покрытий на , и вы пробовали ее только для экономии денег или потому, что не знали, что мастерские по нанесению покрытий могут сделать это за вас.
Тед Муни, P.E.
finish.com — Пайн-Бич, Нью-Джерси
Стремление к жизни Алоха
8 апреля 2008 г. — эта запись добавлена в эту ветку редактором вместо создания дублирующей ветки.
В.Мне нужна информация о том, как начать небольшой бизнес по хромированию.
Любая информация будет полезна.
— Черривэйл, Канзас
9 апреля 2008 г.
A. Привет, Мейнард. Я думаю, вы обнаружите, что наше ранее упомянутое Введение в хромирование даст вам быстрое, но хорошее представление о том, что такое хромирование.
Открыть ресторан, не проработав ни дня в одном, было бы рискованным делом, но, по крайней мере, вы в своей жизни провели тысячи часов в сотнях или тысячах ресторанов, поэтому вы получили некоторую полезную информацию о том, как они работают. и что важно.Однако, когда дело касается гальванических магазинов, у вас нет этого преимущества. Поэтому я настоятельно рекомендую людям попробовать поработать летом в гальваническом цехе, прежде чем добровольно брать на себя вечную ответственность за токсичные химические вещества, которые вам нужно будет купить.
Если это невозможно, то, по крайней мере, вступите в Национальную ассоциацию отделки поверхностей (nasf.org) и посетите местные ежемесячные собрания и ежегодную конференцию Sur / Fin, пройдите 2–4-дневное введение в покрытие через NASF или Kushner Electroplating School, прочтите несколько самых важных книг и подпишитесь на ежемесячные журналы, чтобы понять, что происходит.Удачи!
С уважением,
Тед Муни, P.E.
finish.com — Пайн-Бич, Нью-Джерси
Стремление к жизни Алоха
Краска под хром
| 10 августа 2008 г. Привет, я могу дать вам хороший ответ на этот вопрос. Я купил краску под названием Mirrorchrome в компании ALSA Paints. Я никогда в жизни не видел хромированной краски, которая действительно сияла бы, как хром. Мне потребовалось несколько попыток, но, наконец, после пятой я все понял. Вы подготавливаете свой предмет так же, как и для любой покраски, а затем наносите черный глянец. Я использовал безрецептурный прозрачный черный цвет Base. Прозрачное покрытие, затем идет жесткая часть, влажная шлифовка до зернистости 4000, затем полировка до зеркального блеска, затем просто распыление на хром, требуется около 15-20 минут, чтобы вспыхнуть, затем отполировать его тканью без ворса затем дайте ему застыть в течение часа, затем распылите на него слой лака. Я обнаружил, что вам нужно использовать базовый прозрачный лак, а все остальные покрывают хром дымкой.В любом случае зайдите в Alsa и посмотрите их видео; это действительно работает. Скотт Ланкастер— Норриджуок, Мэн 10 августа 2008 г. Привет, Скотт. Есть много поставщиков «хромированной краски», и мы обычно стараемся обсуждать здесь вещи в общих чертах, а не упоминать конкретные названия компаний (почему?) Но хромированная краска для любителя — отличная альтернатива настоящему хромированию. Мы благодарим вас за то, что вы предоставили столько подробностей о том, что сработало для вас! С уважением, Тед Муни, П.E. finish.com — Пайн-Бич, Нью-Джерси Стремление к жизни Алоха |
(Вы находитесь на 1-й странице этой темы) Следующая страница>
этот текст заменяется на bannerText
Заявление об ограничении ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасности операции. Вся представленная информация предназначена для общего ознакомления и не отражает профессионального мнения или политики работодателя автора.Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металла, посетите следующие каталоги:
О нас / Контакты — Политика конфиденциальности — © 1995-2021 finish.com, Pine Beach, New Jersey, USA
Хромирование автомобильных фар и Детали: 9 шагов (с изображениями)
Очистка (Копия / прошлое с домашней страницы Gateros Plating)
После того, как в последнее время у одного или двух клиентов возникли проблемы с загрязнением (большинство из которых мы смогли решить, заменив электролита) Я хочу еще раз подчеркнуть, насколько важна очистка как для хорошего качества покрытия, так и для поддержания электролита в отличном состоянии.
Очень важно, чтобы чистка проводилась осторожно и чтобы покрываемые предметы были сверхчистыми.
Первый шаг — хорошее обезжиривание. Это можно сделать с помощью обезжиривателя на основе растворителя или горячего щелочного обезжиривателя, такого как щелочной очиститель GP1.
Следующим шагом будет удаление следов ржавчины, краски или грязи. Это может быть выполнено электроочисткой, струйной очисткой или даже полировкой проволоки. Помните, что после того, как вы начали процесс очистки, вы всегда должны носить перчатки, так как даже жир с ваших пальцев приведет к образованию пузырей на покрытии позже!
После того, как вы завершили первую часть процесса очистки, я бы посоветовал провести тест на разрыв воды.Просто окунитесь в чистую воду и посмотрите, не покрыта ли вещь водяной пленкой или нет ли на ней бусинок. Если на нем есть хорошая водная пленка без бусинок, то можно переходить к стадии маринования. Если вы видите брызги воды, вам необходимо промыть водой с моющим средством, хорошо промыть и повторить тест на разрыв воды снова, пока он не пройдет.
Теперь рассол. Некоторые люди стараются пропустить эту часть, но очень важно не делать этого, так как это обеспечит хорошее сцепление между поверхностью металла и следующей пластиной.
Наш сухой кислотный травитель специально разработан для использования в качестве травления для гальванических покрытий или в качестве активатора металлов. Вы также можете идеально использовать HCL в концентрации около 20%. Некоторые люди используют серную кислоту, но я считаю ее немного грязной для некоторых металлов. У нас были клиенты, использующие уксус, но этого недостаточно для работы! Время травления зависит от типа металла и прочности используемого травления. Обычно это от 1 минуты до 20 минут, и помните, что после маринования всегда хорошо ополаскивать.
После того, как мариновали и промыли, нужно сразу же выложить тарелку. Таким образом, вы не дадите металлу времени образовать оксидный слой на поверхности.
Чем лучше вы подготовите поверхность, тем лучше будут результаты, поэтому при необходимости потратьте время на шлифовку, полировку и полировку. Это важно при нанесении покрытия кистью, поскольку вы кладете только очень тонкую пластину на основной металл, поэтому чем более отполирован основной металл, тем лучше. При полировке или полировке не забудьте удалить пленку полировки с помощью очистителя на основе растворителя, а затем снова промыть водой с моющим средством.Перед травлением всегда проверяйте тест на разрыв водой.
Подумайте о покупке настольного буфера / измельчителя. Вы должны иметь возможность купить его всего за 35 фунтов стерлингов за 3/4 HP 220v. Время и усилия, которые вы сэкономите, окупятся.
Помните, что чистота рядом с благочестием, поэтому, если вы хотите быть богом гальваники, тогда чистота, чистота и снова чистота!
Хромирование — это не волшебство, это наука
Предметы редко когда-либо делаются из цельного хрома.Скорее, когда вы слышите, что что-то хромированное, более чем вероятно, что это хромированный предмет . Это означает, что поверхность объекта покрыта тонким слоем хрома. Обычно в основе объекта лежит сталь, алюминий, латунь, медь или другой материал.
Итак, что именно — это хромирование ? Ну, если выразиться грустно, хромирование — это процесс, в котором используются электрические токи для уменьшения растворенных катионов металлов.В свою очередь, это помогает сформировать прочное металлическое покрытие.
Многие инструменты могут нуждаться в хромировании по нескольким причинам. Будь то уменьшение износа, предотвращение заедания или истирания, уменьшение трения, облегчение очистки, минимизация или предотвращение потенциальной коррозии.
Несравненное внимание US Chrome к деталям, включая конструкцию компонентов, электрический ток, подготовку к очистке, стеллаж и предварительную обработку, обеспечивает качественные результаты во всех продуктах.
Типичный процесс шестивалентного хромирования включает три основных компонента: ванну активации, ванну хрома и промывку.
Активационная ванна протравливает поверхность детали и удаляет окалину. Хромовая ванна включает смесь триоксида хрома и серной кислоты в заданном соотношении. Точная температура ванны и плотность тока влияют на яркость и окончательное покрытие продукта. Наконец, цикл ополаскивания считается этапом «заключительной ванны», на котором удаляются все оставшиеся химические вещества из продукта, оставляя после завершения хромирования.
Практически любая металлическая поверхность и хромирование из алюминия, никелевых сплавов, титана, меди, стали и нержавеющей стали.
Вообще говоря, существует два различных типа хромирования — твердое хромирование и декоративное хромирование. Разница между ними заключается в толщине покрытия и типе используемого грунтовочного покрытия.
Твердый хром часто используется в промышленных условиях и для деталей, требующих исключительной износостойкости, в то время как декоративное хромирование в большей степени используется для придания глянцевому или матовому виду слоям хрома.
Краткое руководство по процессу хромирования
Ассоциация инженеров поверхностей (SEA) стремится обеспечить представление интересов своих членов как на правительственном уровне Великобритании, так и ЕС.Законодательство, регулирующее вопросы окружающей среды, здоровья и безопасности, оказывает большое влияние на повседневную деятельность компаний, работающих в сфере наземного машиностроения. Мы гарантируем, что наши члены получат правильный совет, который поможет им соблюдать зачастую сложное законодательство.
Здесь мы познакомимся с процессом хромирования и последними разработками совместных руководств SEA и Управления по охране труда и технике безопасности (HSE).
Что такое хромирование?Процесс хромирования — это метод нанесения тонкого слоя хрома на подложку (металл или сплав) с помощью процедуры гальваники.
Проще говоря, гальваника достигается пропусканием электрического тока между двумя электродами, которые погружены в ванну с электролитом, содержащую хромовую кислоту. Один из электродов будет покрываемой подложкой. Во время прохождения электричества между двумя электродами атомы хрома осаждаются в слое на электроде, который нужно покрыть.
Требования к охране здоровья и безопасности при хромировании.Некоторые химические вещества, используемые в традиционных процессах хромирования, классифицируются как канцерогенные и поэтому должны строго контролироваться.SEA выпустила серию инструкций совместно с HSE, чтобы гарантировать, что участники осведомлены о проблеме и о том, как контролировать любые риски, связанные с процессом.
Существует два основных способа нанесения покрытия на хром:
· Шестивалентный хром. Это наиболее токсичная форма хрома, известный как канцероген для человека. Токсичные отходы, образующиеся в ванне с шестивалентным хромом, являются опасными отходами и перед утилизацией должны быть обработаны.
· Трехвалентный хром.Он имеет гораздо более низкую токсичность, чем шестивалентный хром. Однако его использование и утилизация любых отходов также строго контролируются.
Все компании по закону обязаны проводить строгий контроль при проведении любых процессов электролитического хромирования.
Для получения дополнительной информации и рекомендаций по процессу хромирования и связанных с ним последствиях для здоровья и безопасности, или если вы хотите узнать больше о членстве в торговой ассоциации, свяжитесь с SEA по телефону info @ sea.орг .
Преимущества хромирования
Лучшая защита станка от коррозии и износа — это хромирование. Покрытие из хромистого металла продлевает срок службы ваших деталей, несмотря на высокое трение. Хромирование обеспечивает защиту в средах, способствующих коррозии других основных материалов.
Что такое хромирование?
Хромирование — это электрохимический процесс нанесения металлического хрома там, где это необходимо или желательно.Хромирование — это больше, чем просто эстетическое улучшение, хотя оно действительно приятно для глаз. Хромирование может повысить твердость и долговечность поверхности, предотвратить коррозию и даже облегчить чистку.
Процесс включает обезжиривание поверхности для ее очистки и удаления отложений. Некоторые основы или металлические поверхности требуют предварительной обработки для обеспечения надлежащей адгезии. Затем деталь помещается в бак для хромирования.
Какие типы промышленного оборудования выгодно хромировать?
Гидравлические цилиндры
Автомобильные компоненты
Горнодобывающее оборудование
Валы и роторы
Сельское хозяйство
Это всего лишь несколько примеров применения, в которых может быть полезна защита твердого хромирования.Любая деталь, подверженная механическому трению или коррозии, является кандидатом. Хром можно успешно наносить практически на любые металлические поверхности, такие как алюминий, медь, никелевые сплавы, титан, сталь и нержавеющая сталь.
Хромирование идеально подходит для оборудования, подверженного воздействию едких элементов. Хром снижает риск образования ржавчины и усиливает прочность основного материала. Хром также обладает высокой смазывающей способностью, что продлевает срок службы машины за счет снижения трения. Хром не только предотвращает износ машины, но и обеспечивает дополнительную производительность.Меньшее трение означает более плавную работу с меньшим риском перегрева.
Обеспечивая лучшую функциональность, покрытие снижает риск заклинивания машины, а также восстанавливает некоторые размеры изношенных деталей, в некоторых случаях возвращая их к исходным размерам.
Хромирование часто используется на частях коммерческих или промышленных автомобилей, подверженных воздействию погодных условий. Это помогает деталям автомобиля противостоять нормальному износу и разрушению, которое происходит из-за постоянного воздействия элементов.Кроме того, хромированная деталь повышает производительность, увеличивает долговечность и позволяет оборудованию работать более плавно в течение более длительного жизненного цикла продукции промышленного или коммерческого оборудования.
Сколько времени нужно на хромирование?
Время зависит от количества необходимого хрома. Для тонких отложений требуется всего несколько минут, а для более толстых — несколько дней.
Как хромирование может повлиять на срок службы вашего оборудования?Хром обладает отличными характеристиками трения и твердости, поэтому его можно использовать там, где предметы движутся и сходятся вместе.Это защитит от износа, вызванного трением, и увеличит эффективность машины за счет снижения тепловыделения, а также снижения склонности к сбоям.
Какие ограничения есть при нанесении покрытия?Размер — главное ограничение. Окрашиваемая поверхность должна уместиться в резервуаре. У вас должно быть оборудование, способное выдержать вес. Ректификация должна быть достаточно большой или маленькой. Хромирование требует много электроэнергии по сравнению с другими видами покрытия.
Цена также может быть ограничением. Этот процесс может быть очень дорогим или очень экономичным. Отделка будет выглядеть так же хорошо, как и поверхность под ней. Поэтому перед нанесением финишного покрытия поверхность покрытия необходимо очистить и выровнять. В противном случае отделка сохранит любые недостатки. Помимо стоимости процесса нанесения покрытия, существует значительная стоимость простой подготовки детали к применению.
Можно ли повторно наклеить то, что ранее было покрыто пластиной?Если у вас есть деталь, которая ранее была хромирована и начинает изнашиваться, ее можно покрыть заново.Помните, что хромирование используется для переделки или восстановления существующих деталей. Гидравлические штоки постоянно ремонтируются. Детали внутреннего сгорания, такие как клапаны, механические топливные форсунки, топливные насосы и турбокомпрессоры, ремонтируются предприятиями, созданными специально для этой цели. Важно восстановить деталь до того, как хром изнашивается и не повреждается основание.
Есть ли разные виды хромирования?Да, хром, с которым вы, вероятно, знакомы, — это декоративный хром, который вы можете увидеть на колесах автомобиля.Это отдельный вид лечения, который не дает многих из перечисленных выше преимуществ. По этой причине ChromeTech уделяет больше внимания практичному и высокопроизводительному твердому хромированию, а не косметическому хрому.
ChromeTech of Wisconsin специализируется на твердом или промышленном хроме
Промышленный хром имеет дополнительную толщину и снижает трение. Промышленный хром помогает предотвратить окисление и заедание оборудования.
На что можно нанести хромирование? Преимущество хромированиязаключается в том, что его можно прикрепить к множеству различных механизмов.Этот процесс позволяет наносить хром на самые разные поверхности, формы и размеры.
Хромирование имеет множество преимуществ, от эффективности до эстетики, но нанесение покрытия должно выполняться профессионалом. Если вы хотите, чтобы ваше оборудование выглядело лучше, вы хотите уменьшить старение, износ, трение или неэффективную работу, обратитесь к профессионалу по поводу отделки вашего оборудования хромовым покрытием.
Хромирование нержавеющей стали, декоративное хромирование для нержавеющей стали
Allied Finishing, сертифицированная ISO компания по хромированию нержавеющей стали, имеет более чем 40-летний опыт предоставления больших объемов услуг по декоративному хромированию нержавеющей стали.
Мы стремимся предлагать лучшие хромированные покрытия из нержавеющей стали и декоративное хромирование нержавеющей стали производителям оригинального оборудования (OEM) в автомобильной, бытовой, игровой, грузовой, мотоциклетной и сантехнической промышленности. В Allied Finishing компоненты из нержавеющей стали имеют высококачественное хромирование и износостойкость. Независимо от того, ищете ли вы выхлопную систему, декоративную отделку или гаджет, мы гарантируем наши знания и опыт в области отделки хромом и металлом нержавеющей стали с полным спектром услуг для самых известных отечественных компаний.
Декоративное хромирование для нержавеющей стали
Как ведущая компания по хромированию нержавеющей стали, Allied Finishing Inc. предлагает лучшее в области декоративного хромирования нержавеющей стали, применяя свои знания для эффективных процессов, обеспечивающих высочайшее качество. Allied Finishing предоставляет высококачественные услуги по декоративному хромированию:
- Хромированная вспышка для нержавеющей стали
- Хромирование для нержавеющей стали
- Процесс нанесения покрытия из нержавеющей стали
- Никелированная нержавеющая сталь
Allied Finishing — универсальный поставщик решений с поддержкой уровня 1.Если вам нужны только услуги по хромированию нержавеющей стали или требуется, чтобы мы управляли всеми закупками, от сырья до готовой продукции по всей цепочке поставок, Allied Finishing Inc. — ваш лучший выбор для логистики материалов.
Услуги по хромированию нержавеющей стали
Allied Finishing предоставляет услуги по хромированию нержавеющей стали, которые можно использовать для декоративных целей, обеспечения устойчивости к коррозии и повышения надежности поверхности.
в Allied Finishing Inc., мы стремимся к качеству на всех этапах процесса хромирования нержавеющей стали. Детали наших заказчиков с деталями различной кривизны поверхности — это наша забота номер один. Чтобы обеспечить качество на протяжении всего процесса хромирования нержавеющей стали, мы включаем:
- 100% окончательная проверка
- Интеграция шести сигм
- Расширенное планирование качества продукции
- PPAP (процесс утверждения производственной части)
- Возможность уровня 1
- Световой узел
- Большой объем, высококачественная комплектация
Долговечная конструкция оснастки
Наше качественное хромирование нержавеющей стали начинается с гальванических стоек, разработанных по последнему слову техники.Инженерный опыт AFI позволяет нам раздвигать границы в конструкции гальванических стоек. Это обеспечивает нашим клиентам стойку высочайшего качества для оптимального хромирования их уникальных и сложных компонентов.
Типы применения хромирования нержавеющей стали:
- Автомобильные компоненты
- Компоненты для кухни
- Сантехника
- Приборы
- Шайба
- Сушилки
- Холодильники
Когда мы доставляем товары, вы демонстрируете превосходство бренда, которым славитесь!
На каждом шагу Allied Finishing Inc.стремится предоставлять качественные услуги по хромированию нержавеющей стали. Мы ориентируемся на цели наших клиентов и стремимся обеспечить превосходное хромирование нержавеющей стали за счет людей, оборудования и качественных материалов. Allied Finishing Inc. обеспечивает соответствие стандарту ISO 9001: 2008 на протяжении всего документированного процесса управления качеством, чтобы обеспечить целостность хромирования нержавеющей стали сейчас и в целях постоянного улучшения.
Понимание процесса хромирования никеля
Если вам необходимо хромирование для защиты или восстановления колес вашего мотоцикла, вам необходимо понимать процесс, с помощью которого хромирование завершается.Не каждый автомобиль является хорошим кандидатом для хромирования, но если ваш, то вы увидите много преимуществ от этого решения. Учитывая, насколько сложно хромировать металлическую деталь, стоит доверить эту задачу профессионалам.
Как работает хром
Хром — это сокращение от хрома. Это металл, который наносится тонким слоем на другую поверхность, а не используется как твердый объект. Некоторые очень блестящие детали неспециалисты называют хромом, но для того, чтобы они действительно были хромом, необходимо использовать хром.Детали, сделанные из хрома, имеют более высокую отражающую способность и более голубые. Они также более рефлексивны.Chrome может сделать вашу поездку намного красивее и повысить ее стоимость. Он спроектирован так, чтобы быть долговечным и сводить к минимуму объем технического обслуживания, который необходимо выполнять. Хром — это металл, достаточно прочный, чтобы противостоять износу. Это может заставить старую деталь выглядеть новой за небольшую часть стоимости покупки новой детали. Это решение также лучше для окружающей среды.
Первичный осмотр
Хромирование начинается с осмотра детали, на которую будет нанесено покрытие.Это делается для определения процесса, который необходимо будет выполнить для достижения желаемого конечного результата. После осмотра детали заказчик обсуждает со службой хромирования, сколько это будет стоить и сколько времени потребуется для изготовления детали.
Варианты хромирования
Доступны два варианта хромирования: никель-хромирование и твердое хромирование. Твердое хромирование толще, чем хромирование никеля, и техники обычно наносят его на закаленную сталь.Хромирование никеля — более распространенный процесс.
Зачистка
Перед началом процесса хромирования никеля деталь необходимо зачистить до металла. Сюда входит удаление всей грязи, жира, краски, масла, ржавчины и старого покрытия. Если деталь уже зачищена, пластина обойдется дешевле.
Полировка
Далее начинается процесс полировки. Это предполагает удаление поверхностного металла абразивными инструментами. Благодаря использованию различных инструментов деталь будет полностью отполированной до зеркального блеска без ямок, царапин или других загрязнений.Это сделает его более подготовленным к процессу хромирования.
Очистка
Деталь должна быть тщательно очищена, прежде чем она будет готова к нанесению покрытия. Поверхность очищается с помощью мыла, воды и раствора кислоты, чтобы избежать брака. Деталь полируется до тех пор, пока она не приобретет красивый блеск после медного покрытия.
Слои меди, никеля и хрома
Перед самим хромированием наносится несколько слоев покрытия, начиная с медного покрытия. Медь обеспечивает защиту от коррозии.Также медь может выравнивать поверхность и засыпать ямы.После очистки детали с медным покрытием добавляется тонкий слой никеля, чтобы придать детали больший блеск после нанесения последнего слоя хрома.
Последний слой хрома защищает никель от потускнения и придает детали хромированный вид. Техники всегда наносят хром с помощью гальваники. Техники никогда не наносят хром путем его плавления, распыления или нанесения.
Chroming сделает вашу поездку такой же хорошей, как новая, а также обеспечит защиту поверхности, которая защитит ваш автомобиль даже в неблагоприятных условиях.Если вы считаете, что ваш автомобиль подходит для хромирования, обратитесь в Платиновое покрытие поверхности.