
Сварочный полуавтомат своими руками
Как сделать сварочный полуавтомат своими руками. Рано или поздно, я думаю, все в жизни сталкивались с тем что нужно было что-то подварить, а для этого нужен сварочный аппарат. Многие скажут, зачем его делать — проще купить, но ведь приятнее сделать своими руками!
Всегда хотел иметь собственный сварочный аппарат, и даже думал его купить, но впереди была зима (больше времени), и я решил сделать его сам. Больше нужен был полуавтомат, но и дуговая сварка не помешает, поэтому решил делать 2в1 п-полуавтомат и дуговую от одного трансформатора.
Изготовление
Для дуговой сварки мне пришлось только домотать на трансформаторе нужное количество витков провода, чтобы трансформатор выдавал 45 вольт, и все.
Изготовление магнитопровода
А теперь начнем все по порядку. Сначала я занялся изготовлением магнитопровода, его я сделал из двух магнитопроводов от ЛАТРов.
Один отрезал до нужного размера.
Приспособление для размотки намотки
Оба размотал и с помощью нехитрого приспособления смотал их в один.
Затем магнитопровод я пропитываю эпоксидным клеем для того, чтобы трансформатор не гудел и не было короткого замыкания пластин.
После этого магнитопровод обматываем картоном.
Затем все обмотал изолентой из Х/Б ткани и малярным скотчем.
Подробнее о сборке тороидального магнитопровода смотрите на видео ниже:
Намотка первичной и вторичной обмоток
Следующий этап — намотка первичной и вторичной обмотки. Я мотал по такой схеме исходя из моего сечения магнитопровода.
(рассчитывается индивидуально для каждого трансформатора).
Первичная обмотка мотается медным проводом сечением от 2 мм2 (у меня он набран из нескольких жил). Для удобства намотки под магнитопровод сделал подставку, которая крепится к столу.
Для удобства намотки под магнитопровод сделал подставку, которая крепится к столу.
Провод наматываем на челнок — так намного проще мотать.
Каждый слой пропитываю лаком и мотаю сверху Х/Б тканью или изолентой.
Сечение провода на вторичной обмотке 16 мм2.
Подробнее о намотке я рассказал в видео ниже:
О результатах промежуточных испытаний также заснял видеоролик:
Изготовление механизма протяжки
Следующий этап — сделать механизм протяжки. В качестве мотора я использовал двигатель от стеклоочистителя автомобиля ВАЗ 2101.
В качестве мотора я использовал двигатель от стеклоочистителя автомобиля ВАЗ 2101.
Подающий ролик купил готовый, но его также можно выточить у токаря.
Для того, чтобы на ось двигателя было меньше нагрузки — поставил два подшипника, которые между собой соединяются и прижим к ролику регулируется винтом.
Сварочный рукав
Рукав длиной 2,5 метра на 160 ампер.
Намотка дросселя
Дальше мотаем дроссель, который является неотъемлемой частью полуавтомата. Он служит для сглаживания импульсов тока, и без него полуавтомат не будет работать полноценно. Он намотан на трансформаторе ТС 250 от телевизора.
Но лучше ТС 270.Намотать нужно столько сколько влезет до заполнения окна тем самым проводом не меньше 20 мм2. Между подковами трансформатора обязательно должен быть немагнитный зазор и он изначально ставится 2 мм (текстолитовая пластина) но лучший результат достигается экспериментальным путем увеличения или уменьшения зазора в результате чего получаем наилучший сварной шов.
Между подковами трансформатора обязательно должен быть немагнитный зазор и он изначально ставится 2 мм (текстолитовая пластина) но лучший результат достигается экспериментальным путем увеличения или уменьшения зазора в результате чего получаем наилучший сварной шов.
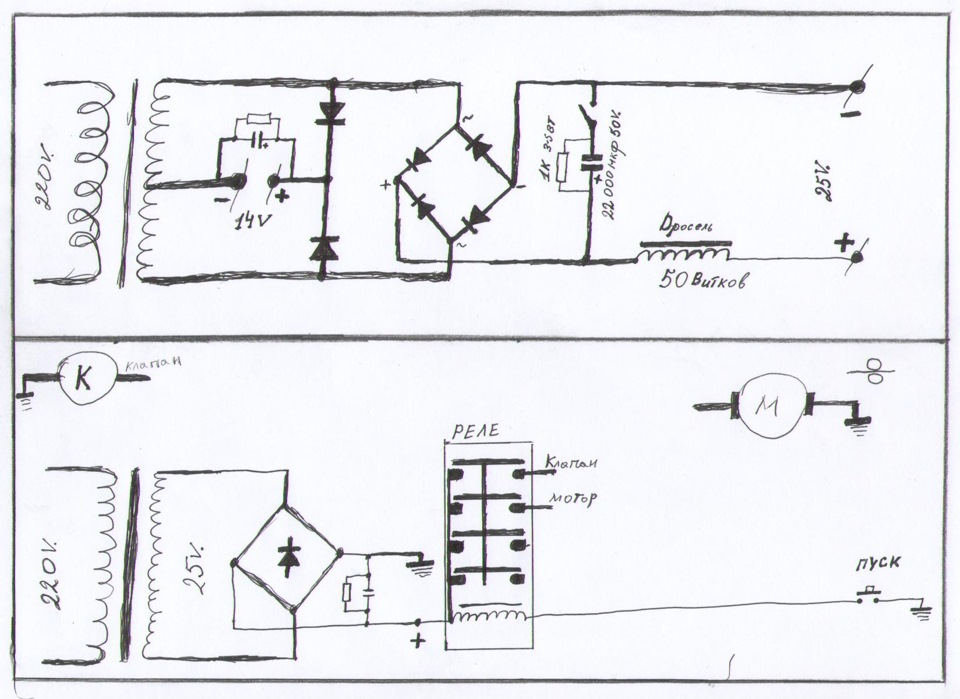
Плата управления и схема
Также одной из главных составных полуавтомата является плата управления-делал я ее по такой схеме.
Схема была взята здесь: http://svapka.ru/sampoluavtom/svarochnyj-poluavtomat-svapka-ru-vol-2-0-svapka-ru.htm
Файл печатной платы (проект программы DipTrace), можно скачать с сайта Svapka.ru по ссылке: http://svapka.ru/down/svapka20smd.dip
Плата управления
Есть также альтернативная схема регулировки оборотов двигателя.
Вместо клапана газа использовал клапан омывателя стекол ВАЗ 2108.
Силовые диоды на 200 ампер на радиаторах.
Провод для массы.
Переключатель напряжения первичной обмотки.
Тиристор Т-161-160 ампер.
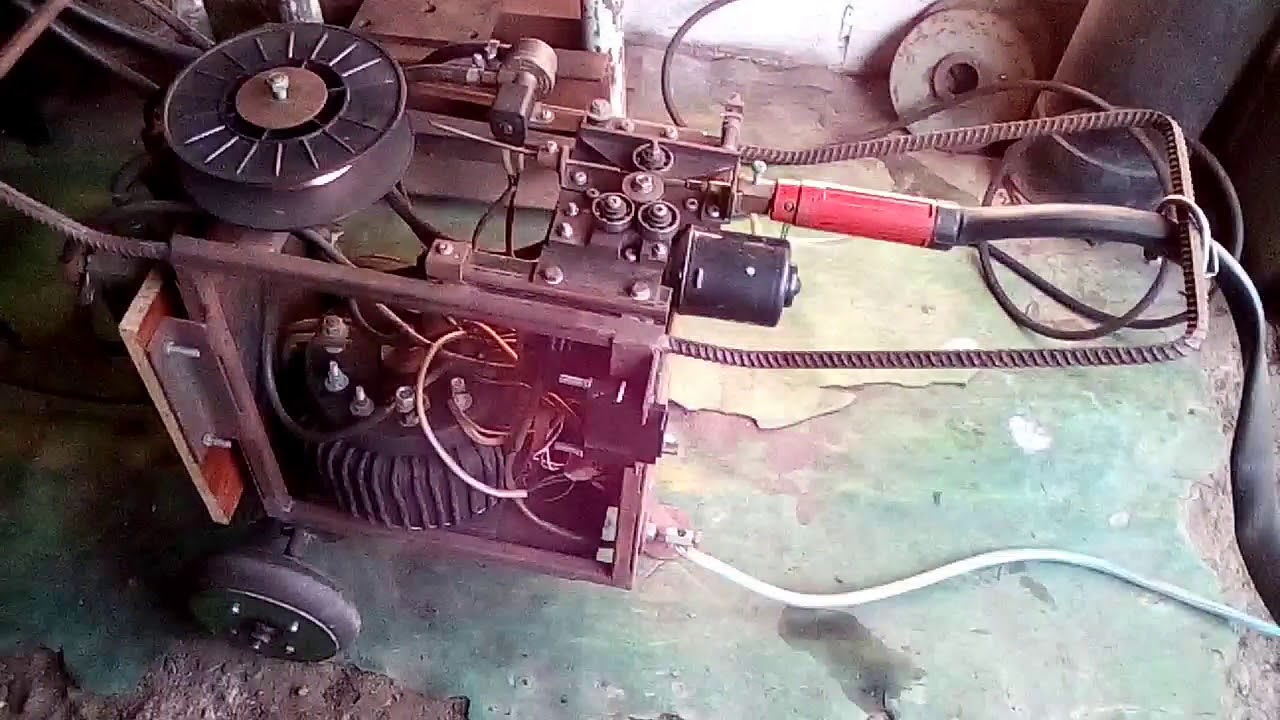
Изготовление корпуса
Ну и наконец, завершающий этап — изготовление корпуса, компоновка всех элементов и сборка согласна схемы.
Ну и самое главное — как все это работает смотрим в финальном видео.
 youtube.com/embed/hdTbufXVro0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/hdTbufXVro0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
У кого возникнут вопросы — задавайте, всем отвечу.
Спасибо за внимание!
схема самодельного аппарата из инвертора
На чтение 11 мин. Просмотров 10.1k. Опубликовано Обновлено
Изготовить своими руками под силу любому человеку, который неплохо разбирается в электротехнике. Все, что понадобится в выполнении поставленной задачи – определенный комплект деталей и инструментов.
Давайте рассмотрим процесс создания подобного аппарата более подробно.
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. В результате указанных процессов на выходе получается постоянный ток.
В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
Исходя из описанных выше параметров, становится ясно: самодельные сварочные полуавтоматы способны обеспечить такие же характеристики, как большая часть других аналогичных устройств.
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.
Полуавтомат для сварочных работ.Если было принято решение сделать своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Особенности изготовления сварочного полуавтомата
Чтобы понять, как сделать сварочный полуавтомат, необходимо иметь определенные познания в электротехнике. Иначе говоря, создание подобного устройства – задача не из легких. От мастера потребуется наличие определенных навыков и знаний.
Что потребуется?
Конечно же, изготовление любого прибора проще всего начинать, используя в качестве основы какое-либо другое устройство. В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
Еще одним принципиальным моментом, необходимым в изготовлении надежного прибора, является пусковая схема сварочного полуавтомата.
К основным элементам, которые должны быть в наличии, следует отнести:
- трансформатор, способный выдать 150 А;
- механизм подачи проволоки;
- шланг подачи газа;
- бобина;
- плата управления.
Самым распространенным и простым вариантом размещения указанных узлов является расположение инвертора и механического блока управления в одном корпусе. Обычно лучшим исполнением будет их установка в корпус от персонального компьютера.
Важным является наличие питания в блоке ПК, что существенно облегчит процесс создания агрегата.
Подачу проволоки можно выполнить на основе механизма стеклоподъёмника, позаимствованному из автомобиля.
Схема полуавтомата
Схема электрическая и устройство полуавтомата.Схема самодельного сварочного полуавтомата для изготовления прибора доступна на многих сайтах в виртуальном пространстве. Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай.
Подача проволоки в место сварки производится с помощью небольшого электромотора. Выше уже говорилось о хорошем кандидате на эту роль – автомобильном стеклоподъемнике. Работу указанного узла необходимо контролировать. В этих целях используется ШИМ-регулятор.
Качество сварочной работы непосредственно зависит от правильности подачи проволоки. Она должна поступать равномерно и без перебоев.
Подачу газа также необходимо отрегулировать соответствующим образом. Лучшим вариантом будет, если газовый клапан откроется раньше на несколько секунд, чем начнет подаваться электрод.
[box type=”warning”]Неправильная регулировка приведет к преждевременному оплавлению в атмосфере и вместо ванны гореть будет электрод. Естественно, данный случай полностью исключает возможность получения качественного и надежного шва.[/box]
Естественно, данный случай полностью исключает возможность получения качественного и надежного шва.[/box]Такая схема сварочного полуавтомата является принципиальной, так как в ней присутствуют все основные узлы прибора. Конечно же, есть и другие разновидности, отличающиеся некоторыми модификациями. Однако на принцип работы агрегата они нисколько не влияют.
Особенности подготовки трансформатора
Сварочный полуавтомат из инвертора требует главным образом его силовую часть. Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
В случае аппарата, купленного в магазине, в нем трансформатор обладает такими же характеристиками, так что никакой разницы от «происхождения» инвертора нет.
Изготовление инвертора, главным образом, сводится к переделыванию трансформатора из микроволновки. Именно он осуществляет главные функции в приборе.
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Суть модификации указанного узла сводится к формированию нужного количества витков на первичной и вторичной обмотке. Дело в том, что в микроволновке трансформатор повышающий, а инвертору нужен понижающий.
Основы работы подобного узла основан на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Проще говоря, если намотать на первичную обмотку сто витков, а на вторую – пять, то коэффициент трансформации в таком случае будет равен двадцати. В конечном итоге, после включения устройства в обычную домашнюю сеть, он на выходе будет выдавать одиннадцать вольт, то есть значение в двадцать раз меньшее, чем в сети.
Смысл переделки заключается в изменении количества витков на вторичной обмотке. В исходном состоянии их существенно большее, чем надо, то есть намотка сварочного трансформатора – неправильная.
Важно не спешить с изменением количества витков. Если сила тока будет слишком большой, то может произойти возгорание проволоки и деталь повредиться. Слабый ток сделает невозможным работу с устройством.
Схема горелки полуавтомата.Оптимальное значение можно узнать только из расчетов. В первую очередь, нужно решить, какой будет величина напряжения на намотках, ток и другие характеристики. Применяя указанные данные осуществляется расчет намоток, сердечника, а также сечения проводов.
В расчёте учитывается большое количество параметров. Запутаться в этом нелегком деле может каждый, особенно если речь идет о человеке, давно не занимавшимся решением подобных задачек.
Помочь выполнить правильный расчет призваны онлайн-калькуляторы. Они доступны на многих сайтах и являются абсолютно бесплатными. Используя отмеченный сервис, вероятность ошибки сведется к минимуму, а время будет сэкономлено.
После изготовления , в первую очередь, в глаза бросается его маленький вес, особенно если сравнивать с трансформаторными аппаратами советского производства.
Что касается самого трансформатора, то он обычно берется из микроволновой печи. Именно в ней установлен правильный элемент с необходимым количеством витков на первичной намотке.
Популярность такие трансформаторы получили благодаря относительной доступности отмеченных бытовых приборов. На вторичном рынке найти подходящую печь не составит труда.
[box type=”fact”]Главное преимущество в нашем случае – отсутствие необходимости в приобретении рабочего устройства. Интерес представляет только трансформатор, а значит, поломанная микроволновка – прекрасный вариант. Ее стоимость существенно ниже новой или работающей и, наверняка, будет по карману каждому.[/box]
Интерес представляет только трансформатор, а значит, поломанная микроволновка – прекрасный вариант. Ее стоимость существенно ниже новой или работающей и, наверняка, будет по карману каждому.[/box]Еще одним «источником» трансформатора являются телевизоры, а также лабораторные автотрансформаторы. Указанные изделия, возможно, труднее найти. Тем не менее не стоит забывать об этих вариантах.
Выбор корпуса
Согласно схеме самодельные сварочные аппараты имеют достаточное количество различных узлов. Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы.
Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы.
В качестве отмеченного элемента можно использовать короб, изготовленный из тонколистового металла. Все размеры при создании короба необходимо продумать заранее. Лучшим вариантов является предварительная разработка чертежа, на котором будет учтена возможность размещения всех элементов агрегата.
Устройство подачи проволоки.После того, как будет сделан выбор в пользу одного из вариантов короба, в него устанавливается трансформатор, регулятор подачи проволоки сварочного полуавтомата и другие узлы согласно продуманной схеме.
Важным в создании короба является учет системы охлаждения. Она необходима для обеспечения стабильного . Именно эта составляющая прибора подвержена сильному нагреву.
Источником охлаждения выступают вентиляторы. Их лучше всего установить на боковых стенках корпуса. Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу.
Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу.
Еще одним вариантом является корпус от персонального компьютера. Преимуществом его применения является наличие всех необходимых вентиляционных отверстия, а также посадочных мест под вентиляторы. Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке.
Кроме того, приобрести корпус от ПК – не проблема. У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение?
Плата управления
Важной составляющей самодельного сварочного агрегата является плата управления.
Принципиальная схема сварочного полуавтомата.Она включает в себя:
- задающий генератор;
- реле;
- обратную связь;
- защиту от температурных перегрузок.
Также, когда делаем аппарат, не следует забывать о функциональности. Ее можно повысить, добавив регулятор тока. Данный элемент можно сделать самостоятельно на схеме из транзисторов.
После завершения всех работ, описанных выше, плата управления соединяется с силовой частью устройства и его подключением к электрической сети. Проверяем работоспособность блока с помощью осциллографа путем его подсоединения к выходам.
Совмещение катушек
Итак, в корпус полуавтомата, сделанного , устанавливаются трансформаторы. После чего необходимо совместить их первичные и вторичные катушки.
После чего необходимо совместить их первичные и вторичные катушки.
Делается это следующим образом: первичные намотки соединяются параллельно, в то время как вторичные – последовательно.
В результате станет возможным получать на выходе большую силу тока, которой с лихвой хватит при выполнении практически любой работы в быту.
Система охлаждения
Немного ранее уже упоминалось о важности охлаждения инверторного сварочного полуавтомата. Данный узел подвержен наибольшему нагреву в процессе работы и именно он может определять то, как долго будет продолжаться сварка.
Лучшим решением является применение кулеров от персонального компьютера. Расположить их необходимо по обе стороны от инвертора, не забыв при этом о необходимости создания отверстий, для удаления теплых воздушных потоков.
 youtube.com/embed/kxDNlze2Scs?feature=oembed»>
youtube.com/embed/kxDNlze2Scs?feature=oembed»>
Ремонт или доработка устройства скорости подачи электродной проволоки
Практически все сварочные полуавтоматы любого типа отличаются низкой надежностью механизма подачи проволоки. Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Выход из строя указанного узла может либо нарушить качество работы прибора, либо привести к более серьезным проблемам в его работе.
Особенности устройства полуавтоматического сварочника.В первом случае можно обойтись банальной заменой проволоки. Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.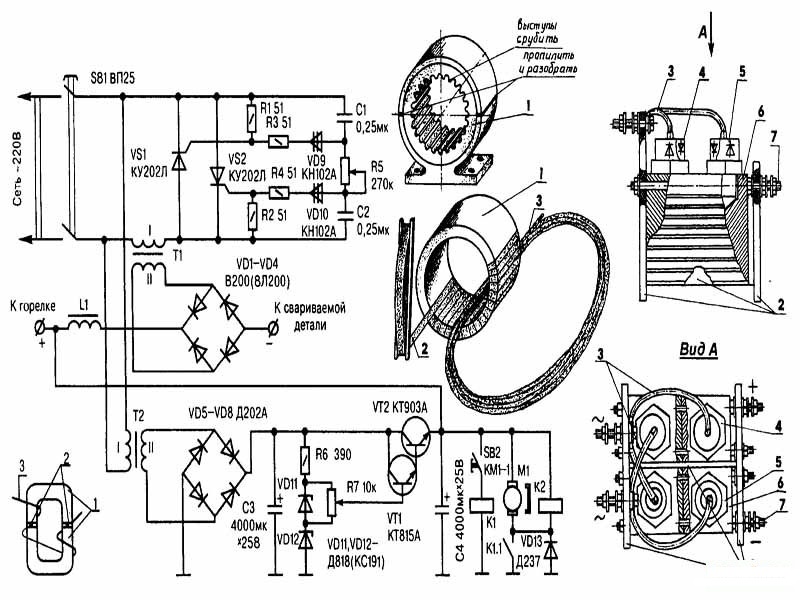
Возникновение неисправностей, в первую очередь, свидетельствует о нарушении скорости подачи. Выходом из сложившейся ситуации будет доработка данного механизма.
Если же было принято решение сделать полуавтомат самостоятельно своими руками, то механизм подачи сварочной проволоки тоже может быть изготовлен собственноручно.
В указанных целях нам понадобятся два подшипника. Еще одной необходимой деталью является электрический двигатель небольших габаритов.
На вал электрического моторчика следует установить ролик. Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Сбору указанного механизма следует осуществлять на текстолитовой плите толщиной около пяти миллиметров. На ней же устанавливается и бобина со сварочной проволокой.
[box type=”info”]В случае правильной сборки и отсутствия каких-либо ошибок, самодельный прибор прослужит достаточно долго.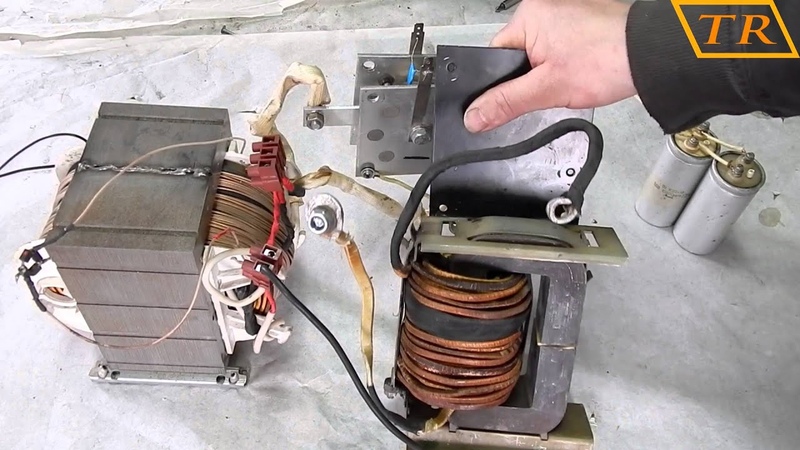 [/box]
[/box]Итог
Сварочный полуавтомат – устройство, которое должно быть в хозяйстве любого мастера. Данный прибор позволит решить большое количество работы, постоянно появляющейся на даче или в гараже. Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Самодельный сварочный полуавтомат
Вот наткнулся на описание конструктора по изготовлению сварочного полуавтомата который работает от простых автомобильных аккумуляторов, решил поделиться с Вами мои уважаемые читатели.
Все необходимые запчасти куплены на аукционе ebay менее чем за 100 баксов.
На аукционе продается в разделе «принадлежности для сваршиков » вот такой наборчик (смотреть на фото) стоит менее 100 американских долларов.
Данный ручной сварочный полуавтомат использует электропитание постоянного напряжения DC. Как один из вариантов – это автомобильные аккумуляторы. Диапазон напряжений на котором можно работать лежит между 18 вт и 36 вт. Автор статьи рекомендует 24 вт для большей части своей сварки.
На фото ниже показано как можно последовательно подключить две батареи и получить напряжение 24 вольта. Но при наличии других батарей можно поэксперементровать и получить практически любое напряжение для вашего сварочного полуавтомата.
Дальше заправляем сварочную проволоку на шпульку. Проволоку купить можно в любом магазине где продаются сварочное оборудование.
Найти такие магазины я думаю не проблема.
Дальше подключаем — батереи толстым проводом на корпус нашей свариваемой детали и на пистолет для работы привода проволоки, а + к сварочному полуавтоматическому пистолету.
В рукоятке установлен двигатель для подачи проволоки, особенности ( чем выше напряжение батареи тем быстрее вращается двигатель, дополнительной регулировки вращения в этом чудо сварочном полуавтомате нет, но можно самому сделать простенький регулятор либо регулировать напряжение включением дополнительных сопротивлений. Также можно использовать внешние регулируемые источники питания. Главное при сварке полуавтоматом необходимо подобрать оптимальную подачу сварочной проволоки. Используйте справочники для сварщиков, там много полезного, или можно воспользоваться методом научного тыка как обычно. Измерить скорость подачи очень просто – включите двигатель подачи ровно на одну секунду и измерьте сколько метров вылезло проволоки.
Дальше заправляем провоку.
И начинаем пробовать варить.
Ниже на фотографии работы выполненные с помощью этого сварочного полуавтомата.
Такую сварку можно использовать в любом месте где нет электричества. Интересно только на сколько хватит аккумуляторов ?
Надеюсь эта статья подтолкнет наших людей на интересные и полезные мысли.
Источник: http://samodelki.org.ua
Самодельный сварочный полуавтомат
3.9/5 — Оценок: 74Как сделать сварочный полуавтомат?.. нет ни чего проще
Многие задаются вопросом, как же сделать сварочный полуавтомат своими руками и что бы он обладал хорошими характеристиками, имел достаточно функционала и работал надёжно долгие годы.
На в самом деле всё просто. Для этого нужно знать немного о принципе работы сварочного полуавтомата и немного терпения.
Многие задаются вопросом, как же сделать сварочный полуавтомат своими руками и что бы он обладал хорошими характеристиками, имел достаточно функционала и работал надёжно долгие годы.
На в самом деле всё просто. Для этого нужно знать немного о принципе работы сварочного полуавтомата и немного терпения.
Итак начнем.
Для начала определимся с типом и мощностью сварочного трансформатора применяемого в сварочных полуавтоматах.
Как нам известно при использовании сварочной проволокой диаметром 0,8 мм сварочный ток достигает ~160 ампер. Отсюда следует, что трансформатор должен быть мощностью от 3000 вт.
Отсюда следует, что трансформатор должен быть мощностью от 3000 вт.
Далее определяемся с типом трансформатора. Самыми лучшими характеристика обладают сварочные трансформаторы намотанные на тороидальном сердечнике (кольцо, бублик, тор)
Выбираем этот тип сварочного трансформатора, в отличии от П и Ш образных трансформаторов при одинаковой мощности они имеют меньший вес, что важно для такой конструкции, как сварочный полуавтомат.
Далее определяемся с регулированием сварочного тока. Есть два способа регулирования, по первичной и вторичной обмотке сварочного трансформатора.
Регулирование сварочного тока по первичной обмотке трансформатора с использованием тиристорной схемы регулирования имеет ряд недостатков, такие как повышенная пульсация сварочного напряжения в момент перехода фаз через тиристоры в первичной обмотке. (лечится установкой дросселя и конденсатора большой емкости в цепь сварочного тока)
Регулирование тока по первичной обмотке с использованием коммутирующих элементов (реле, галетные переключатели) не имеет таких недостатков, как тиристорная схема управления, и предпочтительней для использования в подобных схемах сварочных аппаратов.
Регулирование тока по вторичной обмотке сварочного трансформатора имеет также повышенную пульсацию сварочного напряжения в схемах с применением тиристоров. Применение коммутирующих схем (переключатели, мощные реле) ведет к дороговизне элементов и утяжелении конструкции сварочного аппарата в целом.
Отсюда следует, что регулировку тока нужно реализовывать по первичной обмотке (какую именно, решать вам)
В цепи питания сварочной дуги (вторичная обмотка) нужно обязательно устанавливать сглаживающий сварочный дроссель и конденсатор повышенной емкости от 50000 Мкф. для сглаживания пульсаций сварочного тока, не зависимо от применяемой схемы регулирования сварочного напряжения.
Дальше определяемся с регулятором подачи сварочной проволоки. Для сварочного полуавтомата рекомендуется использовать ШИМ регулятор с обратной связью.
Для чего нужен ШИМ? Во первых он стабилизирует скорость проволоки(на заданном уровне) в зависимости от нагрузки оказываемой трением проволоки в рукаве и реагирует на просадку (уменьшение) сетевого напряжения во время сварки.
Откуда запитать ШИМ регулятор, от отдельного трансформатора или намотать дополнительную обмотку на сварочный трансформатор? Тут разницы особой нет, если запитывать от отдельного трансформатора, то это увеличит вес аппарата. А если намотать дополнительную обмотку на сварочный трансформатор, то вы выиграете в весе и немного с экономите.
Возьмем к примеру такую ситуацию, вы варите на самом маленьком токе, значит и скорость проволоки тоже маленькая и напряжение нужное для регулирования двигателя подачи проволоки тоже незначительное, если варите на максимальном токе, то и напряжение нужное для двигателя максимальное, тем самым намотав обмотку запитывающую цепь регулятора подачи проволоки на сварочном трансформаторе, мы обеспечим нужный режим работы для регулятора. И отсюда следует, что потребности в дополнительном трансформаторе для двигателя подачи сварочной проволоки нет.
Какой выбрать редуктор для подачи сварочной проволоки? Вариантов много, самый распространенный это редуктор стеклоочистителя от автомобилей семейства ВАЗ.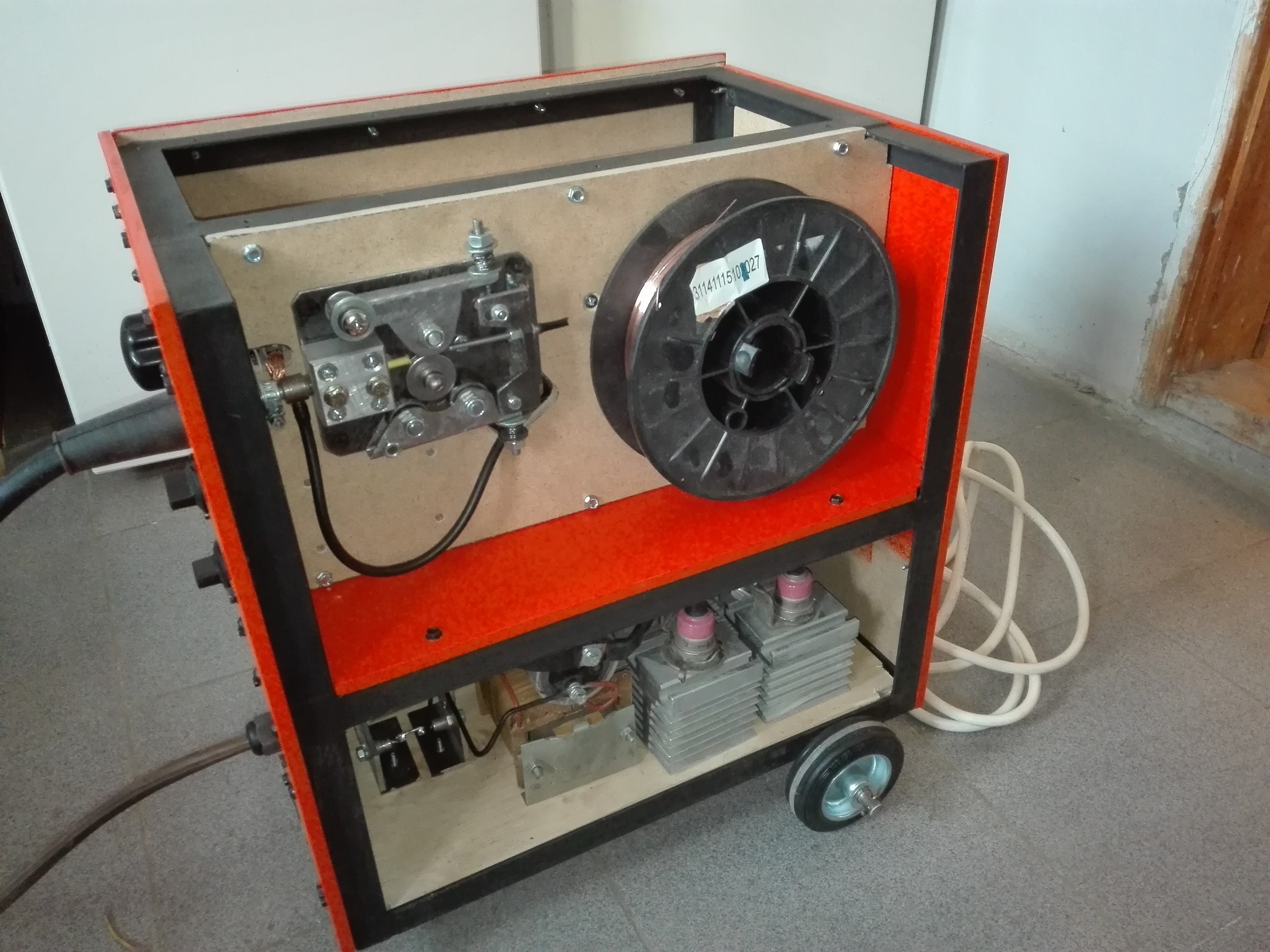
Расчет диаметра ведущего колеса механизма подачи сварочной проволоки. Как нам известно, что скорость подачи сварочной проволоки в сварочном аппарате должна быть в пределах 0,7…11 метров в минуту при сварке проволокой 0.8 мм.
Так как передаточное отношение выбранного редуктора и скорость вращения якоря двигателя нам не известна, нужно рассчитать диаметр ведущего колеса механизма подачи проволоки, что бы он обеспечивал необходимую скорость подачи проволоки.
Делается это опытным путем. На вал редуктора с помощью пластилина прикрепляется спичка. Потом на двигатель редуктора подается максимальное напряжение, которое выдает ШИМ регулятор, например 20 вольт. . Подсчитываем количество оборотов, которые сделал двигатель за 1 минуту.
Например двигатель сделал 100 оборотов, подставив в формулу, мы рассчитаем нужный размер (радиус) ведомого колеса механизма подачи проволоки:
100 — количество оборотов двигателя, сделанных за 1 минуту.
1100 — 11 метров переведенные в см.
Или упрощенная формула для скорости 11 м/мин:
где N количество оборотов двигателя, сделанных за 1 минуту.
Таким образом у нас получилось, что радиус ведомого колеса равен 1.75 см или диаметр равен 3,5 см, при котором обеспечивается нужная максимальная скорость подачи проволоки (11 метров в минуту) при данном напряжении (20 вольт).
В качестве клапана газа для нашего сварочного аппарата, рекомендуем использовать клапан подачи воды на омыватель заднего стекла ВАЗ2108, так как он зарекомендовал себя очень надежным.
Каким должен быть функционал сварочного полуавтомата? Сварочный полуавтомат должен обязательно иметь самый минимум функций, а именно:
- при нажатии кнопки управления сначала должен податься углекислый газ, это делается для того, что бы горелка наполнилась газом.
- после задержки 1..3 секунды автоматически включается ток сварки и подача проволоки.
- после отпускания кнопки управления отключается подача проволоки и сварочный ток (одновременно).

- затем через 1…3 сек отключается подача углекислого газа, это нужно для того, что бы расславленный метал не окислился при остывании.

Как видите, из выше изложенного видно, что сварочный полуавтомат — это просто, было бы желание и возможность реализовать все это в домашних условиях.
P.S. На нашем сайте опубликовано много схем сварочных полуавтоматов. Все они разные и различаются по принципу регулирования сварочного тока, функциональности, простоте (сложности) повторения.
В связи с этим хотелось бы добавить, что каждый сам для себя может выбрать, что ему действительно нужно, и сделать, что то свое на основе приведенных здесь схем сварочных аппаратов.
Ответ на комментарий:
Регулятор подачи сварочной проволоки на TL494
Схема из журнала «Радиоаматор-Электрик» №3 2006 г. стр 28-29
Схема похоже не рабочая!!!
Схема торможения двигателя.
Реле К1 подключаем в цепь коммутации подачи проволоки.
Еще одна схема регулятора подачи проволоки на TL494 (доработанный вариант схемы из журнала «Радиоаматор-Электрик»)
Повторил эту схему.. не работает!!!! © Admin
У кого работает, пишите в комментарии.
Нажмите на изображение, чтобы увеличить.
Если возникнут вопросы, задавайте их в комментариях.
Автор статьи: Admin Svapka.Ru
Понравилась ли вам статья? Если не трудно, то проголосуйте пожалуйста:Похожие записи
Самый простой сварочный инвертор своими руками
Инвертор представляет собой прибор, который служит для сварки и резки чёрных и цветных металлов, а также нержавеющей стали. Основным его преимуществом является работа от постоянного тока, что позволяет сделать более качественный шов, а также обеспечивает быстрое разжигание и удерживание дуги. Простой сварочный инвертор своими руками имеет небольшие размеры в сравнении с трансформаторным аппаратом. Можно использовать старый корпус от нерабочего инвертора, чтобы упростить себе работу по сборке.
Простой сварочный инвертор своими руками имеет небольшие размеры в сравнении с трансформаторным аппаратом. Можно использовать старый корпус от нерабочего инвертора, чтобы упростить себе работу по сборке.
Запчасти для сварочных инверторов имеются в свободной продаже. Однако чтобы правильно их подобрать, нужно обладать некоторыми специальными знаниями.
Сначала не лишним будет заметить, что транзисторы для сварочных инверторов чаще, чем другие детали выходят из строя. Поэтому именно их правильный подбор и высокое качество будут обеспечивать долгосрочную работу прибора.
Сделанный инверторный сварочный аппарат своими руками, снабжён четырьмя ключами, которые состоят из четырёх параллельных транзисторов, прикреплённых к обособленным радиаторам.
Транзисторы крепятся с помощью термопасты, которая служит также для отвода тепла от этого элемента.
Принципы выбора транзисторов
- Расчёт мощности
Перед тем, как начать собирать простой сварочный инвертор своими руками, необходимо правильно рассчитать его мощность. Для этого надо умножить необходимую силу тока на напряжение горения электрической дуги.
Для этого надо умножить необходимую силу тока на напряжение горения электрической дуги.
Например: 160 А х 24 В = 3840 Вт.
Если учесть, что КПД, в среднем, составляет 85%, то перекачиваемая транзисторами мощность будет составлять 4517 Вт.
Теперь, зная данную величину, можно просчитать силу тока, которую транзисторы должны коммутировать во время работы инвертора. Для этого надо найти частное общей мощности и напряжения сети. То есть:
4517 Вт : 220 В = 20 А.
Для того, чтобы поддерживать 220 В при силе тока в 20 А необходимо установить фильтр с ёмкостью не менее 1000 мкФ. Здесь надо заметить, что имеются два параметра максимального тока при разных температурах (при 200С и при 1000С). Когда через транзисторы для сварочных инверторов проходит большой ток, на них образуется тепло, скорость отвода радиатором которого недостаточна. При этом кристалл будет перегреваться и приведёт к разрушению силового ключа. Значит, надо брать транзисторы, рабочий ток которых при 1000С будет составлять 20 ампер или более.
- Выбор рабочего напряжения
Собирая инверторный сварочный аппарат своими руками, следует знать, что напряжение на транзисторах не должно быть больше напряжения питания. Это означает, что надо приобретать транзисторы с напряжением, превышающим 400 В.
- Подбор транзисторов в соответствии с рабочей частотой
Для подобранных выше параметров рабочая частота транзисторов должна быть не менее 100 кГц. Это могут быть IGBT или полевые транзисторы, допустимое напряжение которых составляет 500 вольт. Единственным их неудобством является отсутствие отверстия для крепежа.
- Время паузы
Для того чтобы IGBT транзисторы нормально функционировали нужна пауза между открытием и закрытием, составляющая приблизительно 1,2 микросекунды. Исключение составляют MOSFET транзисторы, в которых время может равняться 0,5 микросекунды.
Учитывая все вышеперечисленные требования к транзисторам, можно собрать качественный простой сварочный инвертор своими руками. Также для этого нужен набор инструментов и приборов, включающий в себя осциллограф, паяльник, мультиметр, вольтметр и набор отвёрток. Перед началом работы следует внимательно изучить схемы прибора и приобрести все необходимые детали.
Также для этого нужен набор инструментов и приборов, включающий в себя осциллограф, паяльник, мультиметр, вольтметр и набор отвёрток. Перед началом работы следует внимательно изучить схемы прибора и приобрести все необходимые детали.
Многие фирмы предлагают качественные запчасти для сварочных инверторов. Но в данном сегменте рынка выделяется фирма IR. Специалисты данной компании разработали и выпустили транзисторы типа IRG4PH50UD и IRG4PC50UD, а также полевые транзисторы IRFPS40N50, IRFPS37N50A и IRFPS43N50K.
Они подходят к описанным выше параметрам и являются надёжными элементами, которые обеспечат долгую работу сварочного аппарата даже при частом использовании при условии правильной эксплуатации. Нельзя допускать, чтобы в него попадала металлическая стружка, влага, пыль и другие посторонние предметы. Это может привести к короткому замыканию.
Во время сборки сварочного инвертора следует соблюдать правила по технике безопасности при работе с электрическими приборами.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварочный полуавтомат 30А — 160А своими руками » Журнал практической электроники Датагор (Datagor Practical Electronics Magazine)
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
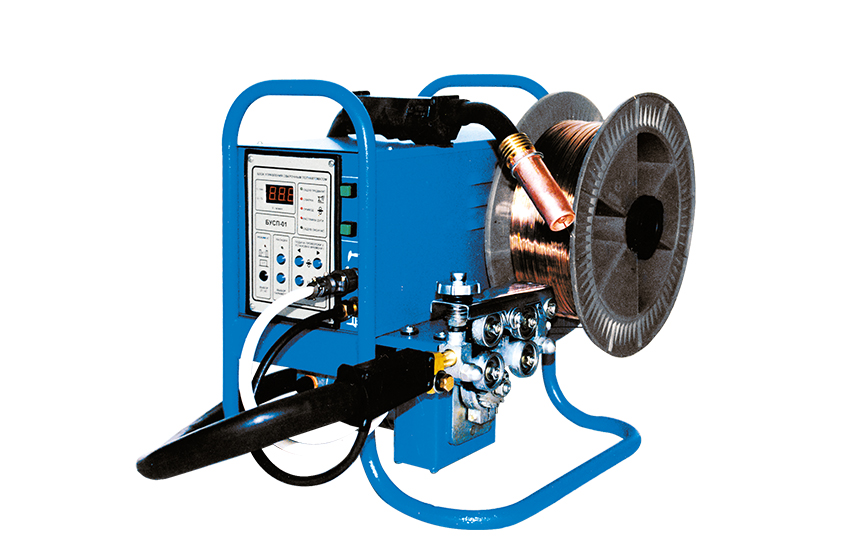
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents
Вообще
Вид спереди
Вид сзади
Вид слева
В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм
Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.
 Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).Печатка, см. чертеж в архиве
Вид на монтаж
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка.
 Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
Подробные чертежи корпуса см. в приложении.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
▼ Файловый сервис недоступен. Зарегистрируйтесь или авторизуйтесь на сайте.
Камрад, рассмотри датагорские рекомендации
🌻 Купон до 1000₽ для новичка на Aliexpress
Никогда не затаривался у китайцев? Пришло время начать!
Камрад, регистрируйся на Али по нашей ссылке.
Ты получишь скидочный купон на первый заказ. Не тяни, условия акции меняются.
🌼 Полезные и проверенные железяки, можно брать
Куплено и опробовано читателями или в лаборатории редакции.
Сварочный полуавтомат своими руками
Автор admin На чтение 5 мин. Просмотров 725 Опубликовано
Богата русская земля самодельщиками всех мастей издревле, наверное, потому что некогда нам было версты наматывать, чтоб привезти какую-нибудь штуковину мудреную издалека. Покуда — туда, покуда — сюда, легче и быстрее самому можно сделать. И даже сейчас, когда что угодно можно достать легко и быстро, самоделкины все равно в почете – для гаража, дачи или небольшого хозяйства из подручных средств и того, что уже никому не нужно, смастерить можно что-нибудь такое-эдакое очень легко.
И смотришь, через неделю-другую очередной шедевр уже радует глаз и сердце аматора, а так его домочадцев. А как же иначе, ведь на вопрос «Как сделать сварочный полуавтомат самому?» почти сразу можно получить ответ: «А на когда нужно – на после обеда или можно к вечеру?»
Основные составляющие сварочного аппарата
Сварочный аппарат нужен в хозяйстве всегда: это и каркас теплицы своими руками, и ремонт автомобиля, и масса изделий из металла, например, цветочница из проволоки точно такая, как нужно для данного случая, а не серийный ширпотреб, которому и место не всегда найдешь.
Итак, будем считать, что нам предстоит изготовить самодельный сварочный полуавтомат — простой, дешевый и из подручных комплектующих.
На первом этапе конструктор-аматор решает вопросы общей конструкции, среди которых:
- Сварочный аппарат будет использовать защитный газ или нет.
- Выбор газового баллона и пистолета.
- Особенности механизма подачи проволоки.
Полуавтомат с газом и без
Выбираем систему полуавтомата с газом СО2. Что получим взамен? Применение газовой среды в работе сварочного полуавтомата уже давно признано обязательным элементом для тех случаев, когда требуется получить сварочные швы высокого качества. Обычно в зону сварки подается углекислый газ СО2. Основное его назначение – защитить зону сварки от слишком химически активных кислорода и азота. Газовая сварка позволяет получить шов с минимальным содержанием шлака.
А есть альтернатива газовой сварке? Ну, конечно же, но… Такая альтернатива возможна при применении порошковой проволоки. И все бы хорошо – «бесконечный электрод», не нужен газ, вполне приличная скорость сварки, но качество шва здесь хуже, чем у газовой сварки. Поэтому предпочтительней выбрать именно сварку с применением защитной газовой среды.
И все бы хорошо – «бесконечный электрод», не нужен газ, вполне приличная скорость сварки, но качество шва здесь хуже, чем у газовой сварки. Поэтому предпочтительней выбрать именно сварку с применением защитной газовой среды.
Газовый баллон и пистолет
Баллон и пистолет – обязательные узлы полуавтомата. Эта задача посложней предыдущей – баллон газовый это уже серьезно, не любой подойдет, да и вещь солидная. Чтоб не заморачиваться (и успеть к вечеру), особенно на начальном этапе, можно просто взять углекислотный огнетушитель. Но это только временный выход из ситуации — позже все равно придется приобрести специализированный углекислотный баллон.
Пистолет – устройство, из носика которого сварочная проволока, сматываемая с катушки, подается в зону сварки. Кроме того, к пистолету подходит шланг, подающий газ в зону сварки. Электромагнитный клапан открывает путь газу к соплу пистолета. Он срабатывает от замыкания проволоки, которая соприкасается с корпусом пистолета (вот в чем суть классификации данного сварочного устройства как «полуавтомат»).
Сам пистолет — без особенностей и выбирается по личным предпочтениям, но следует учесть, что у дешевых моделей газовый шланг выходит из строя по любому поводу – здесь не экономят.
Механизм подачи проволоки можно без напряга собрать с использованием двигателя автомобильного стеклоочистителя. На его вал одевают ведущий ролик, по которому движется проволока с бобины. Чтоб проволока не скользила по ведущему ролику, она поджимается еще одним «глухо закрепленным» сателитным роликом.
Механизм подачи проволоки
Интернет содержит самые разные схемы самодельных сварочных полуавтоматов, поэтому рассмотрим основные узлы одной из простейших из них.
Основной и, попутно, наиболее тяжелый элемент полуавтомата – силовой трансформатор, например, серии ОСМ-1. Первичное напряжение – 220 В, ток вторичной обмотки 70-150 А. Обычно, ток вторичной обмотки регулируют переключением по первичной обмотке, которая для этого имеет несколько отпаек.
Блок выпрямителя содержит мостовой выпрямитель на ток 200 А, дроссель и сглаживающий электролитический конденсатор емкостью неменее 22000 мкФ на напряжение 63 В. Дроссель служит для фильтрации переменной составляющей. Его наматывают сплошной обмоткой проводом сечением не менее 5 мм кв. на сердечнике от трансформатора, например, ТС — 270. В этом случае для дросселя применяют одну обмотку примерно 60 витков.
Дроссель служит для фильтрации переменной составляющей. Его наматывают сплошной обмоткой проводом сечением не менее 5 мм кв. на сердечнике от трансформатора, например, ТС — 270. В этом случае для дросселя применяют одну обмотку примерно 60 витков.
К выходному концу дросселя Н (начало) подключаются «+» выпрямителя, а к другому концу К (конец) – «+»конденсатора и сюда же подключается кабель подающий «+» выпрямителя полуавтомата на сварочную проволоку. Пистолет подключается проводом к одному контакту клапана. Минус выпрямителя подключается к свариваемому изделию, это хорошо известная «масса». Сюда же подключают второй контакт клапана.
Электроклапан для полуавтомата подойдет от Жигулей. Сварщик кнопкой включает МПП, сварочный провод подается в головку пистолета и замыкает цепь включения электроклапана, который и подает газ в зону сварки. Для питания двигателя МПП и клапана подачи газа применяю дополнительный трансформатор мощностью до 200 Вт.
Внешний вид сварочного полуавтомата, как и любого устройства от самоделкиных, – это простор для воображения, но доступ любопытных к электрическим «внутренностям» надо исключить.

Теперь вы знаете, как собрать сварочный полуавтомат? Нет ничего проще, чем собрать сварочный полуавтомат!
Блог по автоматизированному сварочному оборудованию| Bancroft Engineering
Превосходное качество сварки помогает создать конкурентное преимущество для вашего производственного бизнеса. При наличии правильного технологического процесса вы сможете регулярно доставлять своим клиентам прочные, прочные и чистые сварные швы. Прочтите наши 4 простых совета по повышению качества сварки.
Правильное размещение
Контроль в процессе
Использование автоматических сварочных аппаратов
Контроль качества
Советы, давайте рассмотрим некоторые из наиболее распространенных проблем при сварке:
- Брызги
- Пористость
- Подрезы
- Деформация
- Трещины
- Плохое проплавление
- Неправильная подача проволоки
Эти проблемы часто носят структурный характер, а также влияя на общий вид вашей детали. Низкое качество сварки отрицательно скажется на вашей прибыли, создаст нагрузку на рабочую среду и отрицательно скажется на удовлетворенности клиентов. Некоторые проблемы могут даже представлять угрозу безопасности, приводя к повреждению, травмам рабочих и тому подобному!
Низкое качество сварки отрицательно скажется на вашей прибыли, создаст нагрузку на рабочую среду и отрицательно скажется на удовлетворенности клиентов. Некоторые проблемы могут даже представлять угрозу безопасности, приводя к повреждению, травмам рабочих и тому подобному!
Шаги, предшествующие процессу сварки, являются одними из самых важных! Узнайте больше о советах по подготовке металла перед автоматической сваркой прямо здесь . Когда вы отказываетесь от чистки металлических поверхностей, удаления оксидных слоев или подготовки металлической кромки, вы готовитесь к катастрофе.Вам стоит потратить время на то, чтобы завершить все передовые приготовления к сварке, чтобы вы могли не только пройти контроль качества, но и получить красивые и чистые сварные швы!
Совет № 2: Мониторинг в процессе
Мониторинг сварных швов в реальном времени — отличный способ контролировать качество сварки и выявлять ошибки до их возникновения. Некоторые методы, используемые сегодня для мониторинга процесса, включают датчики, лазеры и визуальный мониторинг. Отслеживание шва позволяет отслеживать положение сварного шва в процессе сварки.Это приводит к улучшению сварных швов, увеличению скорости пути, уменьшению брака и сокращению времени цикла. Ознакомьтесь с нашим списком устройств отслеживания швов и узнайте, как выбрать правильное решение для вашего проекта прямо здесь.
Некоторые методы, используемые сегодня для мониторинга процесса, включают датчики, лазеры и визуальный мониторинг. Отслеживание шва позволяет отслеживать положение сварного шва в процессе сварки.Это приводит к улучшению сварных швов, увеличению скорости пути, уменьшению брака и сокращению времени цикла. Ознакомьтесь с нашим списком устройств отслеживания швов и узнайте, как выбрать правильное решение для вашего проекта прямо здесь.
Совет № 3: Автоматические сварочные аппараты
Использование надлежащего сварочного оборудования — первый шаг к обеспечению высокого качества сварки. Автоматизация процесса позволяет избежать ошибок при сварке. Современные технологии имеют огромное значение, когда дело доходит до предотвращения дефектов сварки — автоматизация делает сварку более стабильной и надежной.
Bancroft Engineering предлагает как стандартизированные, так и индивидуальные сварочные решения. От полуавтоматических сварочных аппаратов до 100% роботизированных ячеек — наши инженеры могут помочь вам выбрать правильную систему для вашего процесса. Узнайте больше о наших предложениях по сварочной системе прямо здесь!
От полуавтоматических сварочных аппаратов до 100% роботизированных ячеек — наши инженеры могут помочь вам выбрать правильную систему для вашего процесса. Узнайте больше о наших предложениях по сварочной системе прямо здесь!
Совет № 4: Проверки качества
Наш последний совет по улучшению качества сварных швов — наличие строгого контроля качества.Инспектор по обеспечению качества сварки проверяет сварной шов и проверяет его качество. Проверки обеспечения качества должны быть сосредоточены на общем качестве сварного шва, а также на его прочности. Основные преимущества наличия системы контроля качества — это выявление проблем, их анализ и определение наилучшего способа решения проблемы в дальнейшем.
Повысьте качество сварки
Компания Bancroft Engineering готова помочь вам улучшить качество сварки с помощью современного оборудования.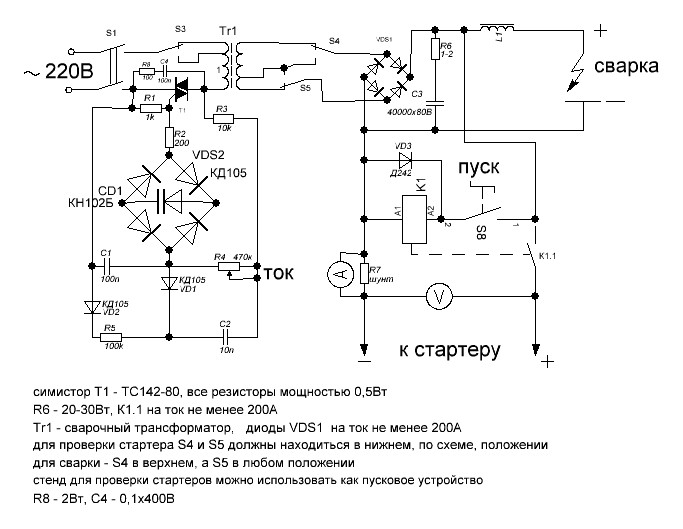 Мы предлагаем услуги по проектированию и строительству под одной крышей. Специализируясь на автономном полуавтоматическом сварочном оборудовании и больших автоматизированных сварочных системах, мы предлагаем полный комплекс услуг по поддержке сварки. Позвоните нам сегодня по телефону 262-786-1880 или по электронной почте: [email protected] .
Мы предлагаем услуги по проектированию и строительству под одной крышей. Специализируясь на автономном полуавтоматическом сварочном оборудовании и больших автоматизированных сварочных системах, мы предлагаем полный комплекс услуг по поддержке сварки. Позвоните нам сегодня по телефону 262-786-1880 или по электронной почте: [email protected] .
Советы по выбору сварочного пистолета
Выбор правильного оборудования для сварочных операций имеет решающее значение для достижения высокого качества и производительности сварки, а также для устранения дорогостоящих простоев.И это включает сварочные пистолеты. Изображение предоставлено Tregakiss
Выбор правильного оборудования для сварочных операций имеет решающее значение для достижения высокого качества и производительности сварки, а также для устранения дорогостоящих простоев. И это включает сварочные пистолеты.
Во многих случаях производители используют сочетание сварочных процессов и пистолетов. Например, в тяжелом оборудовании и в общем производстве наряду с роботизированной сваркой обычно выполняют полуавтоматическую сварку. В нефтегазовой и судостроительной сферах преобладают полуавтоматическая сварка и стационарная автоматика.Сочетание сварочных процессов и оборудования позволяет компаниям, обслуживающим эти отрасли, сваривать детали различных объемов и размеров.
Например, в тяжелом оборудовании и в общем производстве наряду с роботизированной сваркой обычно выполняют полуавтоматическую сварку. В нефтегазовой и судостроительной сферах преобладают полуавтоматическая сварка и стационарная автоматика.Сочетание сварочных процессов и оборудования позволяет компаниям, обслуживающим эти отрасли, сваривать детали различных объемов и размеров.
Однако эти технологические смеси могут создавать проблемы с точки зрения выбора пистолета. Вот почему так важно знать лучшие характеристики сварочного пистолета, на которые следует обращать внимание, чтобы добиться желаемых результатов сварки и максимальной эффективности.
Рабочий цикл и сила тока
Одним из наиболее важных факторов для всех пистолетов — полуавтоматических, роботизированных и стационарных автоматических — является выбор правильного рабочего цикла.Рабочий цикл — это время в течение 10 минут, в течение которого пистолет может работать, не нагреваясь слишком сильно. В случае полуавтоматической сварочной горелки это точка, в которой сварочная рукоятка становится неприятно горячей.
Производители по-разному оценивают свое оружие. При выборе любого типа пистолета важно, чтобы желаемый рабочий цикл был именно таким, какой будет фактически поставлен. Пистолеты рассчитаны на рабочий цикл 60% и 100%. Если операция требует длительного времени горения дуги, то хорошим вариантом может быть выбор пистолета со 100% -ным рабочим циклом.Это позволит производить сварку в течение полных 10 минут, не перегреваясь или потенциально перегреваясь, что может привести к поломке горелки.
Использование пистолета с правильной силой тока также имеет решающее значение и должно соответствовать требованиям области применения. Полуавтоматы доступны в диапазоне от 200 до 600 ампер. Роботизированные и стационарные автоматические пистолеты различаются по силе тока в зависимости от производителя и с воздушным или водяным охлаждением. Средний диапазон составляет от 350 до 600 ампер.
Полуавтоматические сварочные пистолеты
Полуавтоматические сварочные пистолеты для газовой дуговой сварки (GMAW) — это основное оборудование сварщика, которое используется ежедневно и часто в течение многих часов. По этой причине важно, чтобы пистолет был удобным, а также соответствовал требованиям работы.
По этой причине важно, чтобы пистолет был удобным, а также соответствовал требованиям работы.
Тип ручки напрямую влияет на комфорт сварщика. Некоторые производители пистолетов предоставляют возможность индивидуализировать свой продукт, позволяя оператору сварки выбирать стиль, который он предпочитает.Обычные варианты — прямые и изогнутые ручки. Также доступны вентилируемые ручки для уменьшения нагрева.
Ищите сварочные пистолеты с механическими компрессионными фитингами, поскольку они более долговечны и в случае повреждения могут быть отремонтированы. Пистолеты с гофрированной арматурой ремонту не подлежат.
Другие особенности пистолета, которые следует учитывать в процессе выбора:
Полуавтоматическая горелка для газовой дуговой сварки (GMAW) — это основное оборудование сварщика, которое используется ежедневно и часто в течение многих часов.По этой причине важно, чтобы пистолет был удобным, а также соответствовал требованиям работы.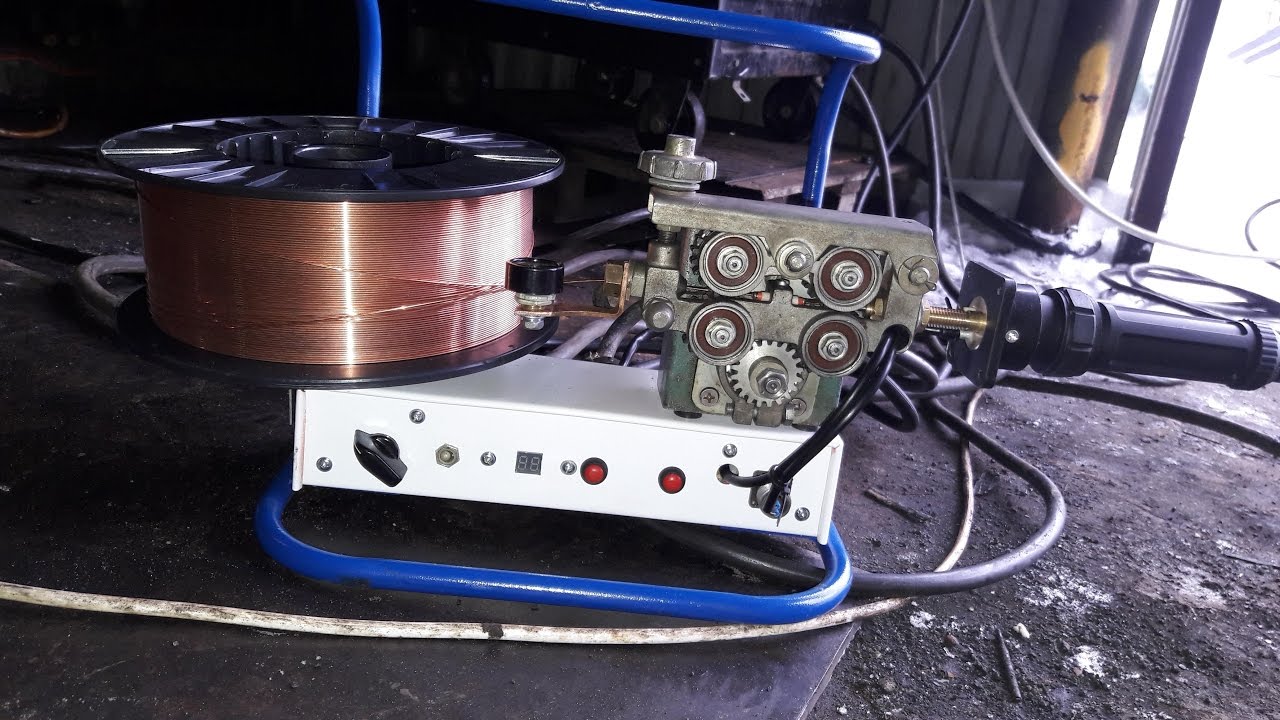 Изображение предоставлено Tregakiss
Изображение предоставлено Tregakiss
- Силовые кабели: Выберите самый короткий из возможных, чтобы предотвратить перегиб, который может привести к проблемам с подачей проволоки. Более короткие кабели также имеют тенденцию быть легче и удобнее для сварщика и являются хорошим выбором, если пространство в сварочной камере или приспособление ограничено.
- Триггеры: Доступны несколько стилей, в том числе стандартные, с блокировкой, двухтактные и двухтактные переключатели.Проконсультируйтесь с производителем или доверенным дистрибьютором пистолета GMAW, чтобы сделать лучший выбор.
- Горловина пистолета: Доступны гибкие и поворотные опции для повышения комфорта и доступа к труднодоступным сварным швам. Те, у которых меньше изгиб, как правило, уменьшают вероятность возникновения проблем с подачей проволоки.
Оператору сварки может потребоваться несколько проб и ошибок, чтобы найти правильные характеристики пистолета для работы и наиболее предпочтительный пистолет. Общение с членами команды или руководством может помочь.
Общение с членами команды или руководством может помочь.
Роботизированные сварочные пистолеты
Роботизированные сварочные пистолеты доступны в стандартном исполнении и с ручным захватом, рассчитанными на различную силу тока, причем последний сегодня наиболее популярен. Сварочные пистолеты-роботы со сквозным захватом, как следует из названия, пропускают кабель питания через руку робота, а не через руку, как в обычном пистолете. Эта функция помогает снизить износ кабеля, вызванный удерживанием кабеля внутри отливки робота, что устраняет необходимость в дополнительных устройствах для укладки кабелей.
При выборе сварочного пистолета со сквозным рукавом важно иметь кабель правильной длины, чтобы избежать скручивания или перегиба, которые возникают при использовании слишком длинного кабеля. Если кабель слишком короткий, он может растянуться и привести к преждевременному выходу из строя. Производители обычно предлагают сквозные пистолеты с установленной длиной кабеля, которая может соответствовать конкретной модели робота. Однако, если монтажный кронштейн питателя настроен или устройство подачи размещено в нестандартном положении, требования к длине пистолета могут измениться для сквозных кабелей.
Однако, если монтажный кронштейн питателя настроен или устройство подачи размещено в нестандартном положении, требования к длине пистолета могут измениться для сквозных кабелей.
Длина шейки и угол наклона являются дополнительными характеристиками, которые необходимо учитывать при выборе сварочного пистолета-робота. Производители обычно предлагают шеи короткой, средней и длинной длины под углом от 180 до 45 градусов. Также доступны опции по специальному заказу для удовлетворения требований настраиваемой центральной точки инструмента (TCP).
Важно рассмотреть варианты монтажа для защиты пистолета и дополнительные технологии, которые могут улучшить его характеристики.
- Сцепление: Это периферийное электронное устройство прикрепляется к роботу, чтобы защитить его и пистолет от повреждений в случае столкновения с инструментами или деталью.Он останавливает робота, чтобы можно было оценить любые повреждения и проверить TCP до возобновления производства. Сцепление используется с роботами, у которых нет программного обеспечения для обнаружения столкновений.
- Сплошное крепление: Это альтернатива муфте для удержания роботизированной пушки GMAW на месте на роботах с программным обеспечением для обнаружения столкновений.
- Воздушный поток: Эта дополнительная функция продувает сжатый воздух через переднюю часть сварочного пистолета-робота, чтобы очистить его от мусора.Это помогает снизить риск загрязнения сварного шва и поддерживает высокое качество сварки.
 Сцепление используется с роботами, у которых нет программного обеспечения для обнаружения столкновений.
Сцепление используется с роботами, у которых нет программного обеспечения для обнаружения столкновений.Если компания впервые внедряет роботизированную сварку, совершенно необходимо, чтобы выбор роботизированной сварочной горелки был частью процесса планирования. Модели САПР для моделирования помогают гарантировать, что пистолет будет соответствовать рабочему пространству, иметь доступ к сварному шву и маневрировать вокруг приспособлений.
Стационарные автоматические сварочные пистолеты
В отличие от роботизированных сварочных пистолетов, которые прикрепляются к руке робота, которая перемещается вокруг неподвижной части, стационарные автоматические сварочные пистолеты остаются на одном месте, пока деталь движется.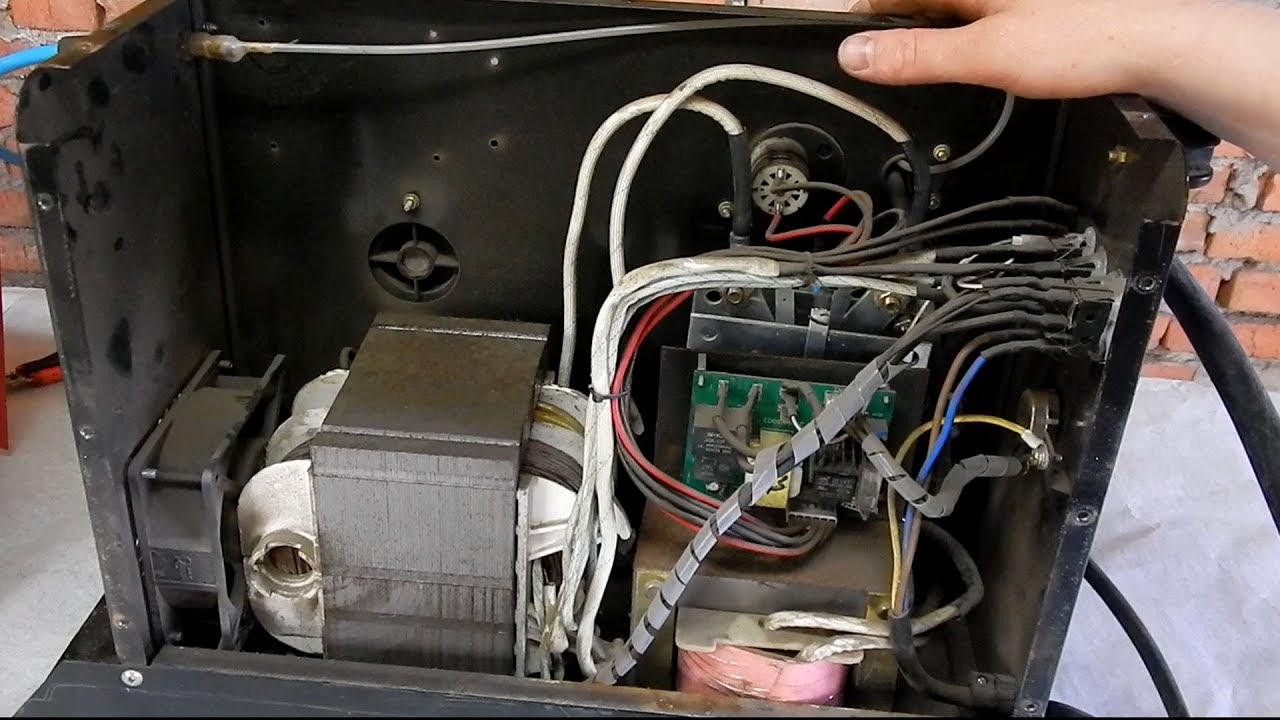 Например, трубу можно свернуть, пока пистолет сваривает стык. Или пистолеты можно установить в держателе и перемещать по прямому сварному шву с помощью закаточного станка.
Например, трубу можно свернуть, пока пистолет сваривает стык. Или пистолеты можно установить в держателе и перемещать по прямому сварному шву с помощью закаточного станка.
Длина шеи является ключевой для стационарного автоматического пистолета. Он должен быть достаточно длинным, чтобы полностью доходить до детали и правильно получать доступ к сварному шву. Для большинства пистолетов требуется гриф от 12 до 16 дюймов, но есть исключения, которые могут потребовать настройки. На рынке также доступны несколько углов шеи. Самый распространенный угол составляет 180 градусов, но также доступны шейки с изгибом на 22, 45 и 60 градусов.
Длина кабеля тоже важна. Расстояние от механизма подачи проволоки может отличаться от свариваемой детали. Обычно питатель размещается на стреле, для чего может потребоваться кабель длиной до 15 футов. В других ситуациях питатель можно установить прямо на инструмент. В этом случае доступны автоматические фиксированные пистолеты без кабеля, которые состоят из пистолета, шейки и штыря питания, который подключается непосредственно к механизму подачи проволоки.
Другие мысли
Помимо выбора правильных характеристик для полуавтоматических, роботизированных и стационарных автоматических сварочных горелок, важно также рассмотреть расходные материалы.В частности, системы расходных материалов, которые можно использовать с каждым из этих типов оружия, могут помочь упростить инвентаризацию и предотвратить ошибки во время установки. Если, например, используется один тип и размер контактного наконечника, риск ошибки оператора во время переналадки исключается. В сочетании с правильными характеристиками сварочного пистолета это может значительно помочь минимизировать время простоя и повысить эффективность на протяжении всей сварочной операции.
| |||
| |||
| |||
| |||
| |||
| |||
| |||
| |||
|

 Для защиты рук используйте сухие перчатки без дырок.
Для защиты рук используйте сухие перчатки без дырок.

 Д. Должны подходить для применения и поддерживаться в хорошем состоянии.
Д. Должны подходить для применения и поддерживаться в хорошем состоянии.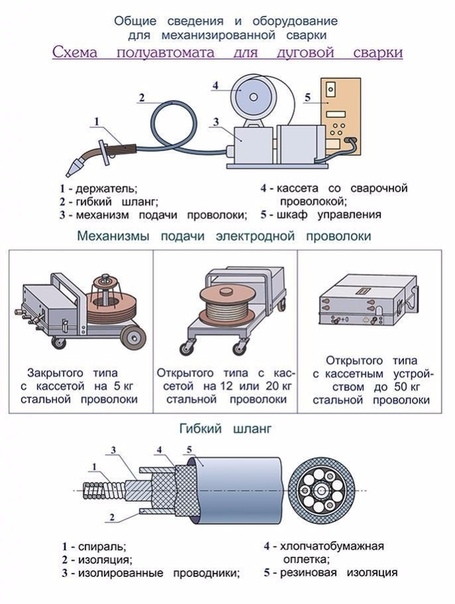


 Инструкции на контейнере или паспорте безопасности материалов), или при сварке стали с покрытием из свинца или кадмия и других металлов или покрытий, выделяющих высокотоксичные пары, выдерживайте воздействие на минимальном возможном уровне и ниже порогового значения. Значения CTLV) при местной вытяжной или механической вентиляции.В замкнутом пространстве или, в некоторых случаях, на открытом воздухе может потребоваться респиратор. Также требуются дополнительные меры предосторожности при сварке оцинкованной стали.
Инструкции на контейнере или паспорте безопасности материалов), или при сварке стали с покрытием из свинца или кадмия и других металлов или покрытий, выделяющих высокотоксичные пары, выдерживайте воздействие на минимальном возможном уровне и ниже порогового значения. Значения CTLV) при местной вытяжной или механической вентиляции.В замкнутом пространстве или, в некоторых случаях, на открытом воздухе может потребоваться респиратор. Также требуются дополнительные меры предосторожности при сварке оцинкованной стали.
 Значения CTLV) при местной вытяжной или механической вентиляции.В замкнутом пространстве или, в некоторых случаях, на открытом воздухе может потребоваться респиратор. Также требуются дополнительные меры предосторожности при сварке оцинкованной стали.
Значения CTLV) при местной вытяжной или механической вентиляции.В замкнутом пространстве или, в некоторых случаях, на открытом воздухе может потребоваться респиратор. Также требуются дополнительные меры предосторожности при сварке оцинкованной стали.

Sidney Lee Welding Supply, Inc.
Популярные сварочные аппараты
Знаете ли вы, что только в 2018 году во всем мире было продано 1,8 миллиона сварочных аппаратов? Это много сварочного оборудования, попадающего в магазины у торговцев. Какой сварочный аппарат вы предпочитаете? Согласно одному исследованию всех данных, дуговая сварка защищенным металлом в целом по-прежнему остается самым популярным видом сварочного оборудования в Грузии и во всем мире.Логично, что полуавтоматический сварочный аппарат занимает самую большую долю рынка. Инертный сварочный газ, такой как аргон, в сочетании с классической мощностью зажигания, присущей аппарату для ручной сварки, имеет большой смысл для мастеров, желающих зажечь дугу и мгновенно нагреть металл.
Инертный сварочный газ, такой как аргон, в сочетании с классической мощностью зажигания, присущей аппарату для ручной сварки, имеет большой смысл для мастеров, желающих зажечь дугу и мгновенно нагреть металл.
СПОСОБЫ ЭКРАНА СВАРОЧНОГО АППАРАТА
Если вы изучаете сварку, вам есть на что следить, особенно когда речь идет о различных сварочных аппаратах, имеющихся в вашем распоряжении.Не стесняйтесь посетить любое из удобных мест Sidney Lee Welding Supply Co, где есть сварочные материалы, в Атланте, штат Джорджия. Сварщики в среде инертного газа, такие как сварщики MIG, сварщики с флюсовым сердечником и сварщики TIG, достигают своей сварки с помощью различных технологий, которые служат для создания экрана вокруг сварочной ванны, чтобы защитить чистоту вашего мастерства. Но у них есть одна общая черта: по сравнению со сварочными аппаратами поколения ваших бабушек и дедушек, все они классифицируются как полуавтоматическое сварочное оборудование: хотя они и не роботы, это не просто резервуары с газом, подключенные к факел тоже.
СВАРОЧНЫЙ ГАЗ ПРОДОЛЖАЕТ БЫТЬ ВАЖНЫМ СРЕДИ СВАРОЧНЫХ ПРИНАДЛЕЖНОСТЕЙ
Таким образом, одним из условий, необходимых для использования этих полуавтоматических сварочных аппаратов, является доступ к качественным чистым сварочным газам. Слышали ли вы, что широкое использование гелия, например, в развлекательных целях угрожает доступности очень ценного товара? Другие сварочные газы, такие как аргон, и кислород для некоторых применений смешанных газов, по-прежнему доступны. Но мы должны нести ответственность за предотвращение чрезмерного использования земных ресурсов в нашей отрасли и за ее пределами.Только цены на гелий за год выросли более чем на 130%. Чтобы получить лучшие сварочные газы, которые можно купить за деньги, позвоните в компанию Sidney Lee Welding Supply Co в Атланте, штат Джорджия.
| A | B |
|---|---|
Предлагаемое положение сварки электрода обозначается цифрой ______ справа и классификацией электродов AWS. | 2-я |
| Для SMAW рекомендуется использовать линзы с фильтром ____. | 10-14 |
| Аппарат для дуговой сварки A (n) ______ может состоять из выпрямителя постоянного тока и генератора переменного тока. | AC / DC |
| Электрод DCEP имеет то же направление потока, что и электрод с обозначением _____. | DCRP |
| Какой рабочий цикл рекомендуется для сварочного аппарата, который будет использоваться с автоматической или полуавтоматической сваркой? | 100% |
| Приблизительная температура дуги SMAW составляет ____ градусов Фаренгейта (3,0593C-3,871C) | 6,500-7,000 |
| что из следующего не является типом сварочного аппарата постоянного тока | Электродвигатель или генератор постоянного тока с приводом от двигателя и выпрямителем переменного тока |
____ не является фактором, определяющим полярность поверхности во время сварки. | Диаметр электрода |
| Плетение валика должно быть _____ диаметра используемого электрода. | 6 раз |
| перезапущен на ранее непромищенном бусе? | На передней кромке предыдущего валика |
| Подрезка и горизонтальное внутреннее угловое соединение обычно представляют собой (n) ________ | углубление вдоль верхнего края сварного шва на вертикальной детали |
| ___ не дается на символе сварки. | Толщина основного металла |
| На символе сварки ______ указывает сварщику, какой тип сварного соединения следует использовать. | Базовое обозначение сварного шва |
Информация под контрольной линией относится к _______ стороне сварного шва. | Стрелка |
| ______ помещается в скобки на обозначении сварного шва. | Сторона сварного шва с разделкой кромок |
| Для каких из перечисленных сварных швов смещение сварочного шва друг относительно друга? | Шов со ступенчатой непрерывной сваркой. |
| Каково расстояние между концом одного сварного шва и началом следующего в прерывистом шве, если длина и шаг равны 4-10? | 6 дюймов |
| Станция SMAW включает в себя аппарат для дуговой сварки, _____, электродный провод, рабочий провод, кабину, рабочий стол, табурет и систему вентиляции. | электрододержатель |
| Тип тока, который течет от электрода через acr к изделию, называется ______. | DCEN, DCSP |
Постоянный ________ аппарат наиболее желателен при ручной дуговой сварке. | Ток |
| DCRP имеет то же направление потока электронов, что и ______. | DCEP |
| Чтобы сократить время, необходимое для перемещения назад и вперед к сварочному аппарату для изменения настройки _______, устройства управления часто располагаются рядом со сварочным аппаратом. | Дистанционное управление |
| Три типа аппаратов для дуговой сварки переменным током: двигатель или двигатель с приводом от генератора переменного тока, тип ____ и тип ____. | Трансформатор, инвертор |
| При использовании машины постоянного тока, если дуговый зазор увеличивается, сопротивление будет _____. | Увеличить |
Если сопротивление увеличивается при использовании сварочного аппарата CC acr, напряжение должно _____. | Увеличение |
| Каждый валик очищается перед тем, как будет сделан следующий валик, чтобы предотвратить ___ включений. | Шлак |
| На символе сварки маленький черный символ в форме флага или вымпела указывает, что сварка будет выполнена в _______. | Поле |
| Пять основных сварных соединений: стыковые, _____, тройники, ______ и кромочные. | Уголок, нахлест |
| Сколько существует различных положений сварки? | Четыре |
| Термин, используемый для обозначения промежутка между двумя металлическими деталями в нижней части свариваемого соединения. | Корневое отверстие |
На сварочном чертеже поверхность металла, на которую указывает стрелка символа сварки, называется стороной _____. | Стрелка |
| Сварной шов ____ представлен на обозначении сварки символом сварного шва в форме треугольника. | Уголок |
| Три типа канавок, используемых для подготовки под сварку, обозначены буквами. | VUJ |
| Маленький кружок, расположенный на, выше или ниже контрольной линии символа сварки, обозначает _____ сварной шов. | Точечный |
| Какое типичное напряжение холостого хода холостого хода аппарата для дуговой сварки постоянным током? | 60-80 Вольт |
| Перечислите три компонента трансформаторного сварочного аппарата. | Первичные обмотки, Вторичные обмотки, сердечник |
Назовите два электронных устройства, которые используются для управления выходом трансформатора в новых источниках питания. | Диодно-кремниевый управляющий выпрямитель (SCR) |
| Используется для тонкого металла | Электрод малого диаметра |
| Используется для наплавки большего количества присадочного металла | Электрод большого диаметра |
| Используется при потолочной сварке малых | электрод диаметра |
| Используется для корневого прохода сварного шва на толстом металле | Электрод малого диаметра |
| Используется для однопроходных сварных швов на толстом металлическом профиле | Электрод большого диаметра |
Сварка | Общественный колледж Чемекета
Chemeketa предлагает варианты получения степени и сертификата, которые помогут вам начать свою сварочную карьеру.
Потенциальная зарплата $ 40 000
Тем:Сделки
Навыки и интересы Решение проблем
Карьера и технологии
Почему выбирают сварочное производство?
Сварщик — это высокооплачиваемая карьера с множеством возможностей для изучения — ее можно делать даже под водой.Если вы готовы посвятить себя долгой карьере сварщика, Chemeketa — это то, что вам нужно.
Вы можете получить диплом Chemeketa по производству сварочных материалов всего за 21 месяц или получить 10-месячный сертификат с передовыми технологиями и инструкциями.
Некоторые варианты программы имеют ограничения на регистрацию и крайние сроки подачи заявок. Когорты класса начинают каждую осень.
Что вы узнаете?
В дополнение к основам, ведущим к карьере, вы изучите продвинутую дуговую сварку, сварку MIG и TIG; прецизионное измерение; чтение чертежей и зарисовки; производственные процессы; и металлургия. Программа Chemeketa включает в себя классные и лабораторные работы, а также совместную работу, которая принесет вам кредиты и деньги в колледже.
Программа Chemeketa включает в себя классные и лабораторные работы, а также совместную работу, которая принесет вам кредиты и деньги в колледже.
Что ты будешь делать?
Будучи студентом программы «Сварка», вы научитесь —
- Наладка и эксплуатация ручного и полуавтоматического сварочного и режущего оборудования, используемого в металлообрабатывающей промышленности
- Выполнение базовых навыков компоновки и изготовления для производства сварных металлических деталей и изделий
- Чтение и интерпретация инженерных чертежей в соответствии со стандартами Американского общества сварки
- Использовать сварочные процессы и приложения
- Применять базовые знания металлургии в производственных процессах
- Выполнение основных настроек и операций для ручного обрабатывающего оборудования
- Выполнение процедур планирования для ручных фрезерных и токарных операций
- Выбор инструментов и оборудования для измерения, изготовления и проверки сварных конструкций
- Выбор инструментов и оборудования для производства, измерения и проверки деталей для процессов ручного фрезерования и токарного станка
- Действовать как член команды и применять навыки, отражающие профессиональное и этическое поведение на рабочем месте
Выпускники со степенью сварщика или сертификатом могут в конечном итоге работать в области робототехники, автоспорта, военной поддержки, судостроения и ремонта, управления проектами, инспекций, инженерии, образования и продаж.
- УГОЛОВНАЯ ПРОВЕРКА И ТЕСТИРОВАНИЕ НАРКОТИКОВ
Хотя программа Chemeketa не требует проверки биографических данных или тестирования на наркотики, вы можете узнать, как будущие работодатели могут использовать эти процедуры. Будет ли вас нанят или продвинут на работу, может зависеть от информации, полученной при проверке биографических данных. Соискателей и действующих сотрудников, а также волонтеров могут попросить пройти проверку биографических данных.Для некоторых вакансий проверка требуется в соответствии с федеральным законодательством или законодательством штата. Текущий упор на безопасность и безопасность резко увеличил количество проводимых проверок данных о приеме на работу. Для получения дополнительной информации посетите сайт privacyrights.org.
Опции программы
- Ассоциированный специалист по сварочному производству со степенью доктора прикладных наук
Эта степень предназначена для тех, кто хочет получить технические знания и навыки, необходимые для работы в области сварки, производства и смежных профессий.
Программа предлагает знания в области производства материалов, процессов и систем, включая работу с ножницами и листогибочными прессами, чтение чертежей, а также производственные чертежи и макеты.См. Последовательность курсов для получения дополнительной информации.
Набор в эту программу ограничен, и есть ранний срок подачи заявок.
- Свидетельство о завершении сварки
Этот сертификат подготовит вас к различным должностям в специализированных производственных и ремонтных мастерских.Выпускники могут найти работу сварщиками MIG, дуговой сваркой, кислородно-ацетиленовыми сварщиками, операторами полуавтоматического сварочного оборудования или сварщиками TIG.
Для получения дополнительной информации см.
Последовательность курса с .Набор в эту программу ограничен, и есть ранний срок подачи заявок.
- Свидетельство о карьере в области дуговой сварки
Сертификат «Дуговая сварка» сочетает в себе практическое обучение использованию сварочного оборудования SMAW с курсовыми работами, необходимыми для успеха в этой области.
Этот вариант программы полностью входит в программу обучения сварочного производства AAS и может служить первым шагом на пути к получению степени.
Для получения дополнительной информации см. Последовательность курсов .
- Сертификат карьеры сварщика MIG
Сертификат MIG Welding сочетает в себе практическое обучение использованию сварочного оборудования GMAW с курсовыми работами, необходимыми для успеха в этой области.
Этот вариант программы полностью входит в программу обучения сварочного производства AAS и может служить первым шагом на пути к получению степени.
Для получения дополнительной информации см. Последовательность курсов .
 Программа предлагает знания в области производства материалов, процессов и систем, включая работу с ножницами и листогибочными прессами, чтение чертежей, а также производственные чертежи и макеты.
Программа предлагает знания в области производства материалов, процессов и систем, включая работу с ножницами и листогибочными прессами, чтение чертежей, а также производственные чертежи и макеты. Последовательность курса с .
Последовательность курса с .
Открытые курсы по сварке: Зачет
- Предлагаются классы с открытой записью
Открытые классы не требуют подачи и приема на сварочную программу.См. Описание курса для получения дополнительной информации.
* Доступность класса может быть изменена из-за регистрации и расписания.
WLD059 Поделки из железа
2 кредита
ПРЕДЛАГАЕМЫЕ: лето, осень, зимаWLD151 Базовая дуговая сварка
5 кредитов
ПРЕДЛАГАЕТСЯ: осеньWLD152 Промежуточная дуговая сварка
5 кредитов
ПРЕДЛАГАЕТСЯ: зимаWLD153 Advanced Arc Welding
4 кредита
ПРЕДЛАГАЕТСЯ: пружинаWLD161 Basic MIG Welding
3 кредита
ПРЕДЛАГАЕТСЯ: зимаWLD163 Advanced MIG Welding
3 кредита
ПРЕДЛАГАЕТСЯ: пружина - Расписание занятий на весну 2021 года
Колледж продолжает работать удаленно, и мы не можем предлагать кредитные классы с открытым зачислением ВЕСНА 2021 года.
Проверьте расписание занятий в будущем; мы будем предлагать эти занятия снова как можно скорее.
Спасибо за терпение!

Открытые курсы по сварке: Некредитные
- Предлагаемые классы без кредита
Если вы новичок в сварке или хотите усовершенствовать свои навыки, у нас есть для вас занятия по сварке!
Приветствуются студенты всех уровней. Возраст 16 лет и старше.
классов, предлагаемых каждый семестр ( при условии записи ). Классы встречаются одновременно.
Осень, зима, весна: в субботу утром, с 9.00 до 12.00
Лето: , вторник и четверг вечером, с 18 до 21. 00Список необходимых инструментов для каждого класса см. В приведенном ниже списке инструментов и зубчатых колес .
* Некредитные классы сварки не дают возможности пройти сертификационные испытания сварщика.Любые сертификационные испытания сварщиков AWS должны проводиться на частной испытательной базе.
Базовая дуговая сварка
Изучите основные принципы выполнения угловых сварных швов низкоуглеродистой стали с использованием стандартных промышленных процедур, оборудования и электродов с использованием процесса дуговой сварки в экранированном металле (SMAW).Расширенная дуговая сварка
Подготовка к сварке пластины или трубы в соответствии с процедурой кодового типа. Изучение ранее описанных процедур сварки применительно к сварке больших толщин с соединениями с разделкой кромок.Основы кислородно-ацетиленовой сварки
Основы кислородно-ацетиленовой сварки, включая пайку и резку.Основная дуговая сварка металла (MIG)
Знакомит с основными навыками полуавтоматической сварки металлов в среде инертного газа (MIG). Охватывает принципы, касающиеся оборудования, материалов и процедур. В типичных промышленных применениях используется сплошная проволока и проволока с флюсовым сердечником.Основы дуговой сварки вольфрамовым электродом (TIG)
Основы процессов сварки вольфрамовым электродом в среде инертного газа (TIG), настройки и применения оборудования, а также развитие навыков сварки в инертном газе.Включает сварку нержавеющей стали и алюминия. - Весенний 2021 график некредитных занятий
Колледж продолжает работать удаленно, и мы не можем предлагать некредитные классы ВЕСНА 2021 года.
Проверьте расписание занятий в будущем; мы будем предлагать эти занятия снова как можно скорее.
Спасибо за терпение!
Базовая дуговая сварка
CRN:
Идентификатор курса: XWLD9050A
Стоимость: 229 долларов СШАУсовершенствованная дуговая сварка
CRN:
Идентификатор курса: XWLD9050B
Стоимость: 229 долларов СШАОсновная кислородно-ацетиленовая сварка
CRN:
Идентификатор курса: XWLD9050C
Стоимость: 229 долларов СШАСварка MIG Basic
CRN:
Идентификатор курса: XWLD9050F
Стоимость: 229 долларов СШАБазовая сварка TIG
CRN:
Идентификатор курса: XWLD9050G
Стоимость: 229 долларов США - Как записаться на некредитные занятия по сварке
* Допускается регистрация только для одного некредитного класса сварки за семестр.
Вариант 1: онлайн
Вариант 2: Регистрационная форма
- Запросить регистрационную форму по электронной почте
Платеж:
- Перечень инструментов и приспособлений для некредитных классов сварки
Все классы:
- Кожаные перчатки
- Кожаные туфли
- Бленда с линзой # 10 (ARC, MIG, TIG)
- Защитные очки
- Дополнительная пластиковая крышка линз
- Беруши (рекомендуется, но не требуется)
- Что-нибудь для заметок на
Классов ARC:
- Отбойный молоток
- Проволочная щетка
- (2) 11R тисков
- Калибры угловых швов (* Advanced ARC только при необходимости)
Класс MIG:
- Tweco. Контактные наконечники 035 и 0,045 (только # 14, 14H или 14T)
- Проволочная щетка
- Кусачки
- (2) 11-дюймовые тиски
Класс оксиацетилена:
- Очиститель наконечников
- Плоскогубцы
- Нападающий
- Очки / очки / маска для лица, оттенок # 4 или 5
- Тиски
Класс TIG:
- 3/32 2% торированный (радиоактивный), церированный или лантанированный (нерадиоактивный) вольфрам
- 3/32 чистый вольфрам
- 3/32 цанги
- 3/32 цанговые корпуса
- Задняя крышка
- Газовые стаканы
- Плоскогубцы
- 2 зубные щетки из нержавеющей стали
* Все детали резака должны подходить к горелке Weldcraft wp-20
Вопросы? Написать инструктору Терри[email protected]
 00
00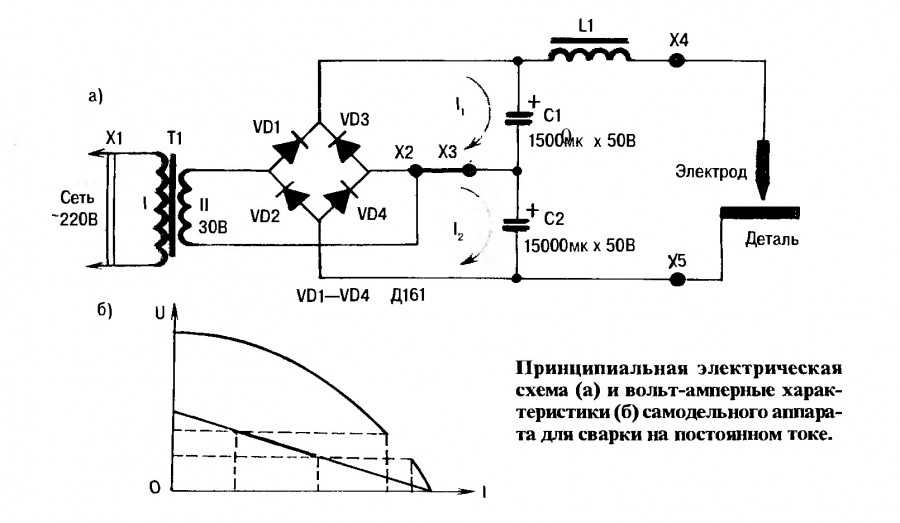

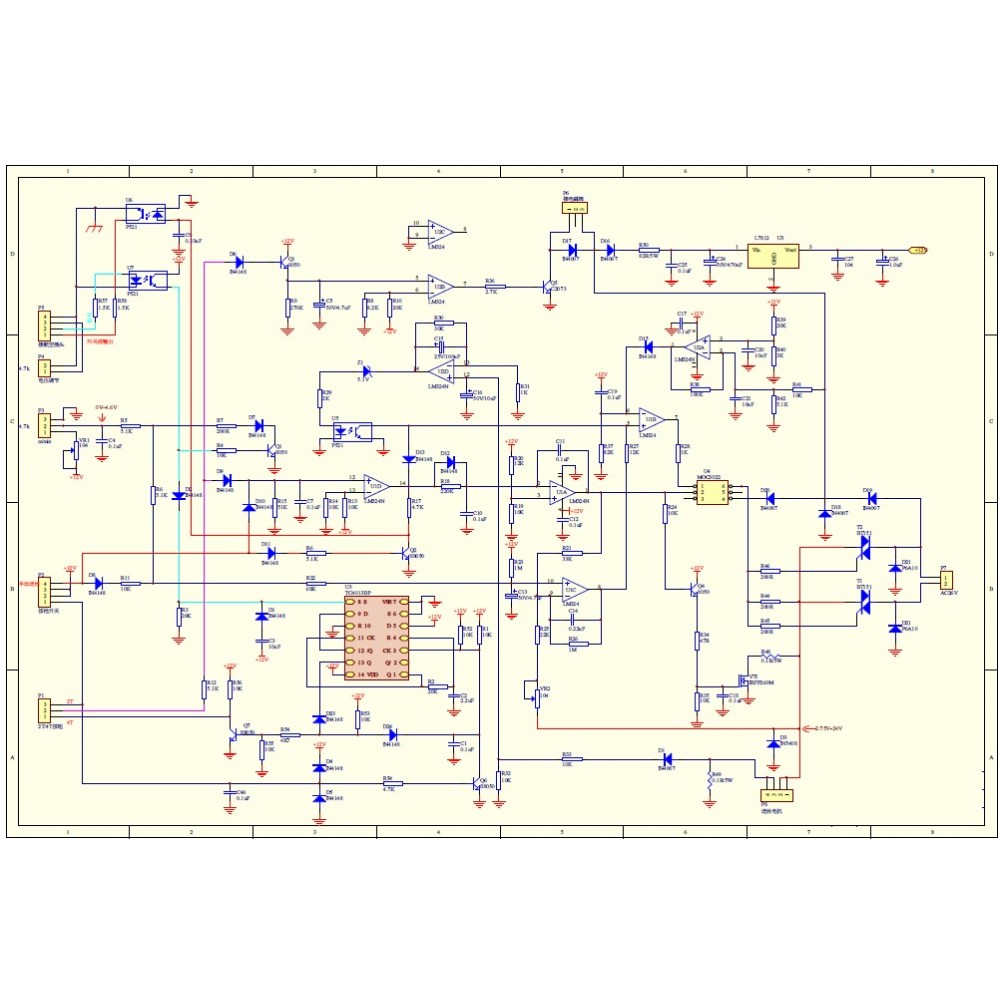
 Контактные наконечники 035 и 0,045 (только # 14, 14H или 14T)
Контактные наконечники 035 и 0,045 (только # 14, 14H или 14T)10 ошибок при проведении сварочных работ и способы их устранения
Ошибки при сварке не редкость, но многие из них могут существенно повлиять на качество, производительность и прибыль компании.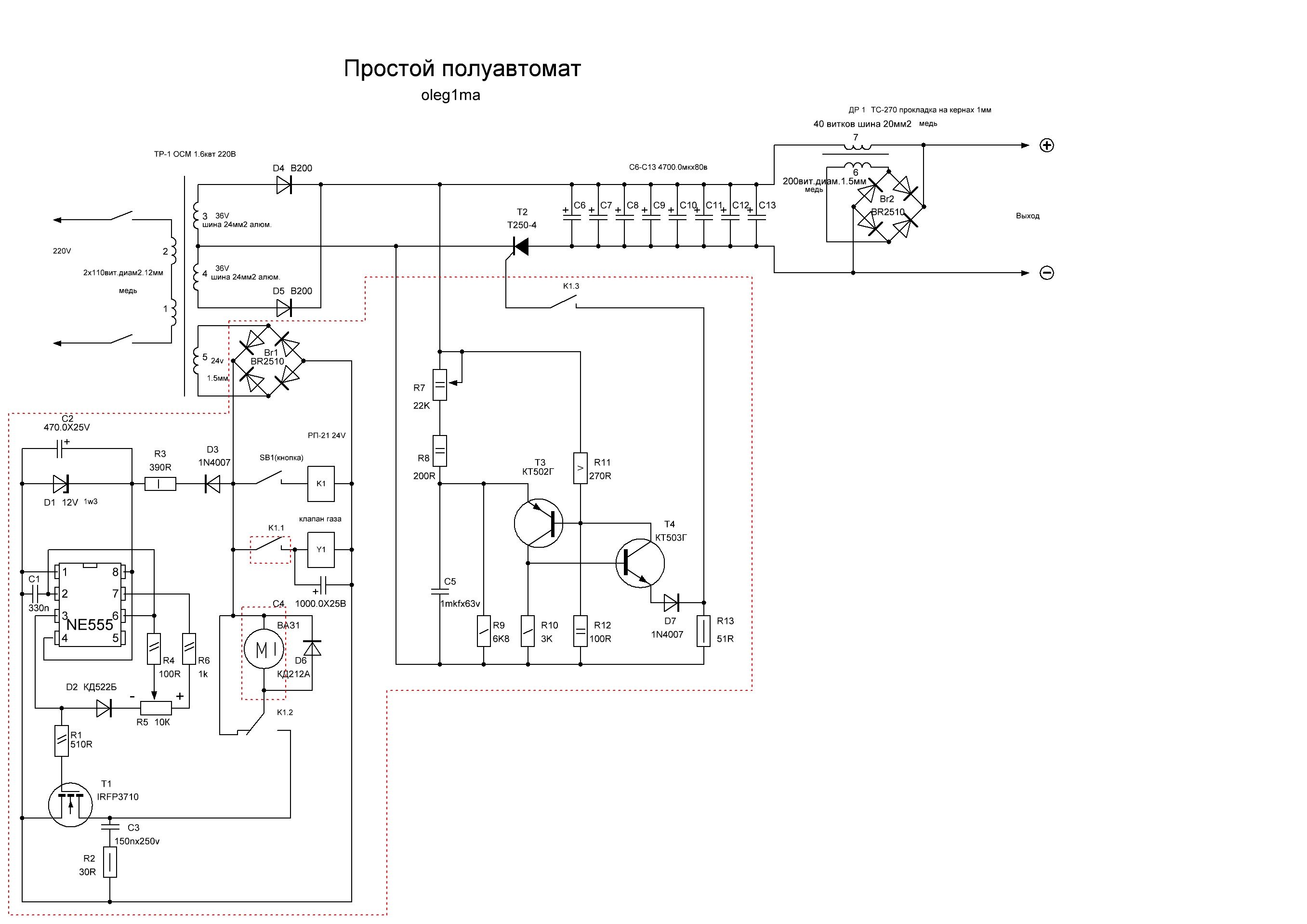 Уделять пристальное внимание долгосрочной экономии, а не сокращать расходы заранее, — это один из способов избежать дорогостоящих ошибок.
Уделять пристальное внимание долгосрочной экономии, а не сокращать расходы заранее, — это один из способов избежать дорогостоящих ошибок.При таком большом количестве факторов, которые необходимо отслеживать — оборудование, процедуры сварки, присадочные металлы и расходные материалы — неизбежны ошибки при выполнении большинства сварочных операций в любой день. Из-за человеческой ошибки сварщик может легко настроить источник питания и механизм подачи проволоки на неправильные параметры или настроить и неправильно установить футеровку горелки для сварки MIG. Но есть и другие ошибки, которые могут происходить при сварочных операциях на регулярной основе — те, о которых многие компании могут даже не подозревать.
Однако реальность такова, что эти ошибки могут существенно повлиять на качество, производительность и прибыль компании. К счастью, этого не должно происходить. Рассмотрим 10 основных ошибок, возникающих при выполнении сварочных работ, а также некоторые рекомендации по их устранению.
Хранение присадочных материалов в местах, где они склонны к накоплению влаги или подвержены воздействию других загрязняющих веществ (например, грязи, масла или жира), может отрицательно сказаться на их сварочных характеристиках.Чтобы предотвратить повреждение, компании должны хранить присадочные металлы в сухом, чистом месте с относительно постоянной температурой, пока они не будут готовы к использованию. Катушки и катушки с проволокой, которые хранятся на механизме подачи проволоки в течение длительного времени, должны быть надежно закрыты пластиковым пакетом или извлечены из механизма подачи и храниться в оригинальной упаковке. Закрытый механизм подачи проволоки также может защитить от загрязнений. Такие меры предосторожности предотвращают повреждение, которое может привести к плохому качеству сварки и, в конечном итоге, к доработке.
Ошибка №2: Переделка старого оборудования
Для компаний важно использовать лучшее оборудование для работы. Переоборудование старых или вышедших из строя источников питания, сварочных аппаратов / генераторов или механизмов подачи проволоки может вызвать проблемы с качеством, не говоря уже о простоях и дополнительных затратах на устранение неполадок, которые неизбежно возникают из-за использования устаревшего оборудования и технологий. Вместо этого компаниям следует рассмотреть новые технологии, доступные на рынке, осознавая преимущества, которые они могут предложить с точки зрения улучшения качества и производительности сварки.В большинстве случаев новое оборудование может обеспечить компаниям быструю окупаемость инвестиций и большую долгосрочную экономию при относительно коротком периоде окупаемости.
Вместо этого компаниям следует рассмотреть новые технологии, доступные на рынке, осознавая преимущества, которые они могут предложить с точки зрения улучшения качества и производительности сварки.В большинстве случаев новое оборудование может обеспечить компаниям быструю окупаемость инвестиций и большую долгосрочную экономию при относительно коротком периоде окупаемости.
Новые технологии часто предлагают такие преимущества, как повышенная энергоэффективность, лучшая скорость наплавки, меньшее время подготовки к сварке и более быстрое обучение, что в конечном итоге приводит к увеличению времени горения дуги и производительности. Проведение тщательного анализа экономии перед покупкой нового оборудования может помочь компаниям оценить потенциальную окупаемость инвестиций, а также оправдать капитальные затраты.
Ошибка № 3: Использование пистолета MIG неправильного размера
Использование пистолета MIG со слишком низкой или слишком высокой силой тока может привести к ненужным расходам на покупку и замену этого оборудования. Сварщики редко тратят весь день на сварку или сварку непрерывно, поскольку есть время простоя для подготовки, перемещения и / или фиксации деталей. По этой причине в некоторых случаях можно использовать пистолет MIG с меньшей силой тока или пистолет с меньшим рабочим циклом. Например, использование более легкой и меньшей горелки для сварки MIG на 300 А вместо модели на 400 А может обеспечить сварщикам большую маневренность и сократить время простоя из-за усталости.Пистолеты MIG с меньшим током также обычно дешевле.
Сварщики редко тратят весь день на сварку или сварку непрерывно, поскольку есть время простоя для подготовки, перемещения и / или фиксации деталей. По этой причине в некоторых случаях можно использовать пистолет MIG с меньшей силой тока или пистолет с меньшим рабочим циклом. Например, использование более легкой и меньшей горелки для сварки MIG на 300 А вместо модели на 400 А может обеспечить сварщикам большую маневренность и сократить время простоя из-за усталости.Пистолеты MIG с меньшим током также обычно дешевле.
И наоборот, в приложениях с более высокой силой тока и / или тех, которые требуют более длительных периодов сварки, важно использовать пистолет с более высокой силой тока. Экономия и покупка пистолета MIG с меньшим током в этой ситуации может привести к перегреву, преждевременному выходу из строя и большим долгосрочным затратам. Компаниям следует проконсультироваться с проверенным дистрибьютором сварочных аппаратов для получения рекомендаций по применению горелок MIG.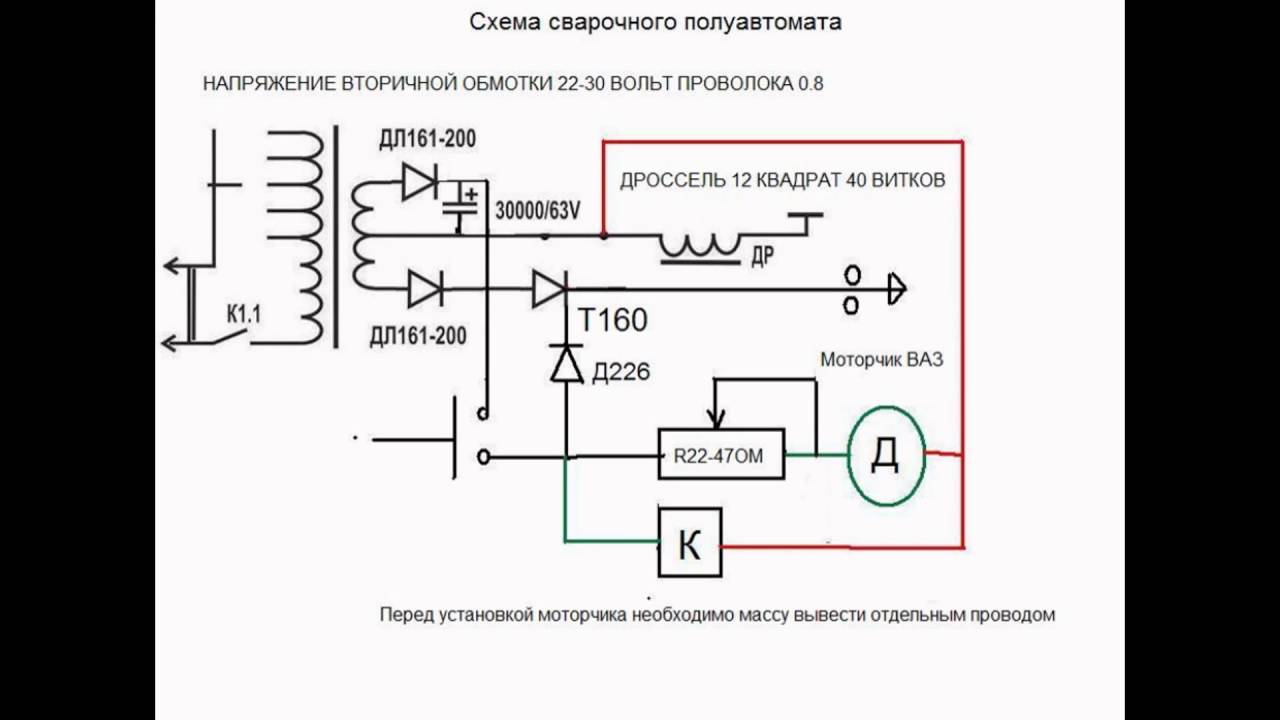
Ошибка № 4: Неправильный предварительный нагрев или контроль температуры между проходами
Компании нередко слишком мало подогревают или полностью пропускают эту часть процедуры сварки
.Тем не менее, предварительный нагрев является одним из основных факторов, препятствующих образованию трещин, поскольку он снижает скорость охлаждения после сварки. Тип и толщина свариваемого материала определяют температуру предварительного нагрева и промежуточного прохода. Эти требования можно найти в процедуре сварки, правилах сварки или других производственных документах. Для достижения наилучших результатов сварщикам необходимо полностью разогреть материал и увеличить площадь нагрева примерно до трех дюймов с каждой стороны сварного шва.Сварку следует начинать, пока температура материала не превышает температуры предварительного нагрева. Охлаждение сварной детали ниже требуемой температуры между проходами также может привести к растрескиванию.
Ошибка № 5: игнорирование профилактического обслуживания
Профилактическое обслуживание (PM) — это часто упускаемая из виду часть сварочных работ, но она критически важна для предотвращения незапланированных простоев и снижения затрат на ремонт. Хорошо выполненная программа PM также может помочь повысить производительность, продлить срок службы оборудования и создать философию рабочего места, которая поощряет совместную ответственность и заинтересованность в сохранении целостности сварочного оборудования.Компаниям следует разработать регулярный график проверок своих источников питания, механизмов подачи проволоки, горелок MIG или горелок TIG во время запланированных простоев производства. Между сварочными сменами часто бывает достаточно времени для проведения профилактических осмотров. Регулярная проверка расходных материалов на предмет скопления брызг — и замена этих компонентов по мере необходимости — также является важной частью жизнеспособной программы PM.
Хорошо выполненная программа PM также может помочь повысить производительность, продлить срок службы оборудования и создать философию рабочего места, которая поощряет совместную ответственность и заинтересованность в сохранении целостности сварочного оборудования.Компаниям следует разработать регулярный график проверок своих источников питания, механизмов подачи проволоки, горелок MIG или горелок TIG во время запланированных простоев производства. Между сварочными сменами часто бывает достаточно времени для проведения профилактических осмотров. Регулярная проверка расходных материалов на предмет скопления брызг — и замена этих компонентов по мере необходимости — также является важной частью жизнеспособной программы PM.
Ошибка № 6: Несоответствие защитного газа
Использование правильного типа и / или смеси защитного газа может помочь компаниям предотвратить дефекты сварных швов, свести к минимуму чрезмерное разбрызгивание и снизить затраты на доработку или очистку после сварки. Защитные газы также определяют характеристики дуги и проплавление сварного шва в конкретной области применения. Прямой CO2 обеспечивает хорошее проплавление шва, но он склонен к разбрызгиванию и имеет менее стабильную дугу, чем смеси, содержащие аргон.
Защитные газы также определяют характеристики дуги и проплавление сварного шва в конкретной области применения. Прямой CO2 обеспечивает хорошее проплавление шва, но он склонен к разбрызгиванию и имеет менее стабильную дугу, чем смеси, содержащие аргон.
Смеси с высоким содержанием аргона (минимум 85 процентов аргона для сплошной проволоки или всего 75 процентов для проволоки с металлическим сердечником) являются лучшим выбором.Эти смеси можно использовать в процессе переноса распылением для повышения скорости осаждения и образования меньшего количества брызг. Для сварки TIG подходящая смесь аргона и гелия может улучшить скорость, качество и характеристики дуги. Как для сварки MIG, так и для TIG, компании должны приобретать защитный газ у авторитетных дистрибьюторов сварочных материалов и быть уверенными, что он соответствует требованиям чистоты для их применения. Все системы подачи газа не должны содержать загрязняющих веществ, которые могут попасть в сварочную ванну, и операторы сварки должны использовать правильный расход защитного газа. Слишком слабый поток газа не защитит расплавленную сварочную ванну должным образом, а слишком большой поток может вызвать турбулентность и всасывание воздуха в сварочную ванну. Также очень важно защитить сварочную ванну от сквозняков.
Слишком слабый поток газа не защитит расплавленную сварочную ванну должным образом, а слишком большой поток может вызвать турбулентность и всасывание воздуха в сварочную ванну. Также очень важно защитить сварочную ванну от сквозняков.
Из-за первоначальной экономии первоначальных затрат у компаний может возникнуть соблазн покупать менее дорогие присадочные металлы. Однако это часто может привести к более высоким долгосрочным затратам и снижению производительности. Например, нередки простои, связанные с плохой подачей проволоки, чрезмерным разбрызгиванием или, возможно, дефектами сварки при использовании присадочных металлов более низкого качества.Компании также могут столкнуться с чрезмерным количеством времени для действий, не связанных с добавленной стоимостью (тех, которые не влияют непосредственно на их производительность), таких как нанесение антибрызгивания и шлифовка или доработка после сварки. По этой причине важно смотреть на общую стоимость использования определенных присадочных металлов, а не на удельную стоимость. Если более дорогие и качественные присадочные металлы могут минимизировать затраты на рабочую силу для операций, не связанных с добавленной стоимостью, и обеспечить лучшее качество сварки и / или более высокую производительность, тогда более высокие первоначальные затраты имеют смысл в долгосрочной перспективе.
Если более дорогие и качественные присадочные металлы могут минимизировать затраты на рабочую силу для операций, не связанных с добавленной стоимостью, и обеспечить лучшее качество сварки и / или более высокую производительность, тогда более высокие первоначальные затраты имеют смысл в долгосрочной перспективе.
Ошибка № 8: Неправильная подготовка сварного шва
Пропуск этапов подготовки к сварке может привести к дефектам сварки, переделке или браку деталей. Сварщики должны всегда тщательно очищать основной материал перед сваркой, чтобы предотвратить попадание загрязняющих веществ, таких как грязь, масло или жир, в сварочную ванну. Аналогичным образом, контроль сборки деталей является важной частью процесса предварительной сварки. Операторы сварки должны тщательно проверять сварные соединения, чтобы убедиться в отсутствии чрезмерных зазоров, так как плохая подгонка деталей может привести к таким проблемам, как прожог или деформация всех материалов, но особенно при сварке таких материалов, как алюминий или нержавеющая сталь. Зажим или фиксация детали в правильном положении также является хорошей практикой для защиты таких материалов, как нержавеющая сталь, от деформации или деформации.
Зажим или фиксация детали в правильном положении также является хорошей практикой для защиты таких материалов, как нержавеющая сталь, от деформации или деформации.
Ошибка № 9: Пренебрежение расходными материалами для пистолета MIG
Ищите расходные материалы, в которых диффузор блокирует и выравнивает лайнер с контактным наконечником и силовым штифтом для безупречной подачи проволоки. Компании нередко упускают из виду важность расходных материалов для своих пистолетов MIG. К сожалению, такой надзор может привести к множеству проблем, включая незапланированные простои для замены и / или исправления дефектов сварки, вызванных плохой работой контактного наконечника, сопла или футеровки.Чтобы избежать проблем, выбирайте расходные материалы с конической конструкцией, которая соединяет токопроводящие части вместе, чтобы уменьшить тепловыделение. Контактные наконечники с крупной резьбой — это хороший способ ускорить замену и обеспечить точность установки. Ищите расходные материалы, в которых диффузор блокирует и выравнивает лайнер с контактным наконечником и силовым штифтом для безупречной подачи проволоки. Эти системы также предлагают безошибочную установку футеровки без необходимости измерения; лайнер просто фиксируется и обрезается заподлицо с силовым штифтом на задней части пистолета.
Эти системы также предлагают безошибочную установку футеровки без необходимости измерения; лайнер просто фиксируется и обрезается заподлицо с силовым штифтом на задней части пистолета.
Ошибка № 10: упускать из виду возможности обучения
Как и в случае с другими частями сварочных работ, вложение времени и денег в обучение может принести компаниям значительные долгосрочные выгоды. Операторы сварки не только получают индивидуальную выгоду от обучения процессу и оборудованию, но во многих случаях это также может помочь им оптимизировать сварочные операции для повышения эффективности. Кроме того, надлежащее обучение может дать компаниям конкурентное преимущество перед теми, у кого менее квалифицированная рабочая сила, и способствует большей командной работе между сотрудниками.Как правило, возможности обучения доступны у производителей оборудования и присадочного металла или у дистрибьюторов сварочного оборудования. В некоторых случаях работа с местным техническим колледжем может привести к обучению для конкретных приложений и рынков, что позволяет компаниям привлекать операторов сварки, которые уже обучены для данного приложения, и лучше продвигать свои позиции в данной отрасли.