
Как сделать сварочный полуавтомат своими руками
Сварочный полуавтомат своими руками
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.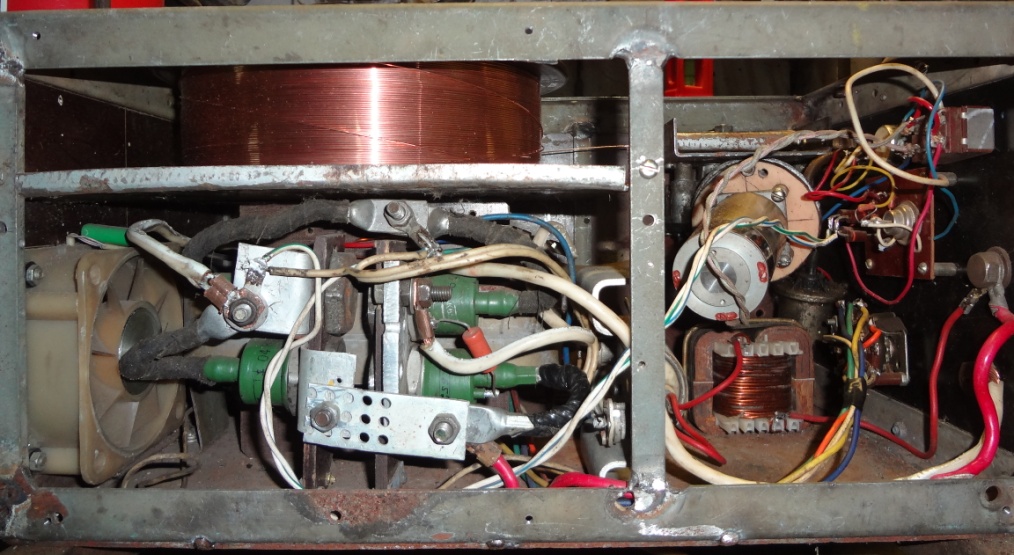
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Как сделать сварочный полуавтомат своими руками?
Время чтения: 9 минут
Современный полуавтомат — это универсальный помощник и в быту, и в гараже, и на производстве. Полуавтоматическая сварка подходит как для сварки любительской, так и для профессиональных работ. С помощью полуавтомата можно сварить любые металлы, в том числе разнородные. Но, не смотря на то, что полуавтоматы прочно вошли в нашу жизнь, появились они не так уж давно. В 20 веке их роль выполняли трансформаторы, они были мощными, но при этом громоздкими и тяжелыми.
Но с развитием технологий производители смогли разработать сварочный аппарат инверторного типа, на базе которого и стали появляться первые полуавтоматы. Полуавтоматы, по сравнению с трансформаторами, имеют меньший вес и габариты, при этом оснащены дополнительным функционалом и возможностью сварки с применением различных технологий (MMA, MIG/MAG, TIG).
Технологичность полуавтомата стала и плюсом и минусом одновременно: сварщики получили больше возможностей для работы, но при этом должны были заплатить цену в три раза большую. Это не всегда целесообразно, если вы домашний мастер и хотите использовать аппарат от случая к случаю. Ну, а поскольку полуавтоматы сделаны на базе инвертора, то можно самому сконструировать полуавтомат из сварочного аппарата инверторного типа. В этой статье мы расскажем, как сделать полуавтомат своими руками и что нужно учесть.
Устройство полуавтомата
Прежде чем вы приступите к сборке полуавтомата, важно четко осознавать его устройство и принцип работы. Говоря простыми словами, полуавтомат состоит из двух блоков: блок силовой (силовая часть) и блок подающий (подающий механизм). Давайте поговорим о них подробнее.
Давайте поговорим о них подробнее.
Вы уже наверняка знаете, что для сварки полуавтомат используется специальная присадочная проволока, которая играет роль электрода. Она является своеобразным проводником тока в зону сварки и позволяет сформировать шов. Если есть проволока, значит она должна как-то подаваться в зону сварки. Это, конечно, можно сделать вручную (в прямом смысле слова подавая пруток в сварочную ванну с помощью рук), но целесообразнее использовать специальный подающий механизм. Обычно он встроен внутрь полуавтомата, но у самодельных агрегатов он зачастую отдельно стоящий.
Блок силовой работает на базе инвертора, который выполняет роль источника тока. Он так же отдельно стоящий в случае с самодельным полуавтоматом.
Это основные компоненты. Помимо них вам понадобится горелка, шланг (он же сварочный рукав) , сопло и прочие элементы, необходимые для работы с газом.
Учтите, что ваш самодельный полуавтомат не будет отличаться компактностью. Особенно, если он будет состоять из двух отдельно стоящих частей. Это, конечно, минус по сравнению с заводскими моделями. Но вы можете собрать удобную тележку для перевозки самодельного аппарата, чтобы нивелировать этот недостаток. В этой статье мы рассказывали, как сделать тележку для полуавтомата. Вы можете модернизировать ее под габариты своего аппарата, снабдить более прочными колесами и усилить конструкцию для большей надежности.
Принцип работы
Чтобы понять принцип работы стандартного полуавтомата не нужно обладать глубокими знаниями в области физики и химии. Ведь принцип довольно прост и понятен даже для новичка.
Сварщик, начиная сварку, направляет горелку в сварочную зону. Одновременно с этим в полуавтоматическом режиме подается сварочная проволока (проволока заправляется в горелку, поэтому в процессе у вас будет занята всего одна рука, что очень удобно). Вместе с проволокой подается струя защитного газа. Между проволокой и заготовкой в смеси газов образовывается разряд, из-за чего металл плавится. Затем он смешивается с расплавленной проволокой, и сварщик может начать формировать шов. Технология проста и понятна, а для ее выполнения нужен лишь баллон с газом и проволока. Газ защищает сварочную зону от окисления, а проволока помогает формировать качественный шов.
Затем он смешивается с расплавленной проволокой, и сварщик может начать формировать шов. Технология проста и понятна, а для ее выполнения нужен лишь баллон с газом и проволока. Газ защищает сварочную зону от окисления, а проволока помогает формировать качественный шов.
Подбор расходных материалов
Поговорим немного о расходниках, которые мы упомянули выше. Подбирая проволоку необходимо обратить внимание на две характеристики: диаметр и состав. Диаметр проволоки должен быть равен толщине металла, который вы будете варить. А состав должен совпадать с составом того же металла.
Теперь о газе. Для сварки можно использовать различные газы, но наш самодельный аппарат будет рассчитан на сварку углекислотой. У вас будет возможность варить без газа, если вы замените обычную проволоку на порошковую. Порошковая проволока не полностью металлическая, ее сердцевина состоит из флюса. Флюс при плавлении проволоки высвобождается и образует пары, которые играют роль защиты от окисления. Но мы не рекомендуем использовать порошковую проволоку постоянно, поскольку она не обеспечивает качественное формирование швов. Эта технология скорее подходит для труднодоступной сварки, чем для повседневной работы.
Мы считаем, что оптимальный набор расходников при домашней сварке — это газовый баллон с углекислотой и обычная металлическая проволока, подобранная в соответствии с параметрами детали. Кстати, вам необязательно покупать огромные баллоны по 40 литров. В продаже есть баллоны по 10 литров и даже по 5 литров. Их можно положить в багажник машины и самому отвезти на дачный участок, не мучаясь с транспортировкой не заказывая баллон у сторонних компаний.
Далее мы расскажем, как собрать полуавтомат сварочный своими руками в домашних условиях и стоит ли вообще заниматься этим, или целесообразнее купить аппарат в магазине. Обо всем по порядку.
Полуавтомат своими руками
Ниже есть видео о том, как сделать сварочный полуавтомат своими руками. Автор приводит довольно подробное описание своего самодельного полуавтомата на базе инвертора для ММА-сварки.
Ниже схема полуавтоматической сварки и схема управления сварочным полуавтоматом.
Целесообразность изготовления
Некоторые могут задуматься, стоит ли вообще браться за такое кропотливое дело и собирать самодельный полуавтомат, когда можно купить в магазине и не тратить время. Это резонный вопрос. Предлагаем по порядку перечислить все причины, почему вам стоит сделать свой полуавтомат и в каких случаях это нецелесообразно.
Начнем с цены. Стоимость добротного полуавтомата, который прослужит вам ни один год — минимум 300-400$. И это не считая всех сопутствующих комплектующих, вроде горелки, газовых баллонов, проволоки и т.д. Готовы вы ли вы выложить крупную сумму за аппарат, который будете использовать не регулярно? На наш взгляд, сборка сварочного полуавтомата своими руками логичнее. Лучше потратьтесь на качественную горелку, хорошую маску и присадочный материал.
Экономия при изготовлении самодельного аппарата заключается в использовании недорого инвертора. Все, что вам от него нужно — это большая мощность, поскольку аппарат будет использоваться как «сердце» будущего полуавтомата. Для этих целей можно купить б/у инвертор за смешные деньги и уже переделать в полуавтомат.
Также самодельные сварочные аппараты полуавтоматы, схемы на которые лежат в открытом доступе на многих форумах, развивают ваши навыки в сборке и изготовлении самодельных электроприборов. Наверняка после полуавтомата вам захочется сделать что-то еще, поскольку этот процесс довольно интересный.
Причин, почему не стоит собирать самодельный сварочный аппарат полуавтоматического типа, несколько.
Первая — отсутствие гарантии. Покупая аппарат в магазине, вы получаете гарантийный талон, с помощью которого можете выполнить бесплатный ремонт своего полуавтомата в сервисном центре. Так вы экономите не только силы, но и время. Время — это вторая причина. У вас вряд ли получится собрать полуавтомат за один вечер. Придется как следует поработать над этим.
Последняя причина — это необходимость наличия знаний в области электротехники. Логично, что если вы не знаете основ электротехники, то просто не сможете собрать ни один электроприбор. С другой стороны, как обучиться этим знаниям, если не пробовать?
Вместо заключения
Самодельный сварочный полуавтомат — это хорошая замена заводскому аппарату в условиях домашней сварки. Он неприхотлив к хранению и эксплуатации, а его сборка стоит в разы дешевле. Собирая полуавтомат своими руками, вы точно знаете расположение всех компонентов и их наименования. Поскольку на руках у вас есть схема самодельного сварочного полуавтомата. Так что в случае необходимости можно довольно быстро, просто и недорого починить такой агрегат.
Конечно, не всегда сборка самодельного полуавтомата бывает целесообразной. Если вы планируете выполнять постоянные ремонтные работы, то логичнее купить заводской аппарат с гарантийным обслуживанием и полным функционалом. Ну а если вам просто нужно время от времени выполнять сварку, и при этом вы неплохо разбираетесь в электротехнике, то сборка самодельного полуавтомата может быть очень увлекательным и полезным занятием.
А вы когда-нибудь собирали полуавтомат в домашних условиях? Какие компоненты вы использовали? Согласны ли вы с автором видеоролика, рассказывающим о своем самодельном полуавтомате? Поделитесь опытом в комментариях ниже. Возможно, вы поможете начинающих умельцам в сборке недорого, но функционального полуавтомата. Желаем удачи в работе!
Инструкция по сбору самодельного сварочного полуавтомата из инвертора (схема, чертежи, этапы)
С опытом многие профессионалы приходят к выводу, что сварочный полуавтомат это намного больше, чем инструмент. Это универсальный помощник в бытовой сварке как на дачном участке, так и при ремонте автомобиля.
Он не ограничивает вас в выборе материала для сварки и пригодится не только мастеру, но и новичку.
Массовое производство полуавтоматов началось всего несколько лет назад. Сварщики старой школы раньше соединяли конструкции огромными трансформаторами.
Сварщики старой школы раньше соединяли конструкции огромными трансформаторами.
Но технологический прогресс двигается вперед и позволил создать переносной и легкий полуавтомат. Появившись на рынке, он быстро показал миру свои преимущества и отправил старые модели на покой.
Сегодня им доступны самые разные виды сварки: ручная дуговая сварка покрытыми (штучными) электродами (MMA), дуговая сварка плавящимся металлическим электродом в газовой среде (MAG/MIG), а также ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа (TIG).
Этого удалось достичь потому что внутри аппарата находится обычный инвертор. Из этого следует, что рабочий полуавтомат можно сделать в домашних условиях, взяв за основу инвертор. В концу этой статьи вы получите все необходимые советы и знания для этого.
Как устроен полуавтомат?
Перед началом работы с любой техникой первым делом нужно ознакомиться с его конструкцией.
В каждом полуавтомате находятся два блока: силовой и подающий.
Силовой блок представлен инвертором, который подает ток. Подающий блок — это отдельное устройство, который подключают для подачи проволоки. Моток проволоки закрепляют в подающем блоке, а конец выходит возле сопла горелки.
Но для наших целей он не очень нужен. Подачу проволоки можно делать самостоятельно, однако это замедлит рабочий процесс и будет крайне неудобно.
Мы описали вам главные элементы аппарата, но этого недостаточно. Вам также понадобится заказать специальные детали, нужные для определенного типа инвертора, а также комплектующие (горелка, рукав, сопло и т.д.).
Особенности рабочего процесса
Освоить работу с полуавтоматической сваркой не так сложно, как может показаться. После прочтения этой статьи с ней справиться даже неопытный сварщик.
Начнем с того, как устроена горелка. Горелка состоит из двух механизмов которые одновременно обеспечивают подачу защитного газа и проволоки.
Первую можно регулировать самостоятельно, однако вторая осуществляется в полуавтоматическом режиме (так и появилось соответствующее название). Из-за этого у сварщика задействована в работе только та рука, которая удерживает горелку.
Вернемся к подаче защитного газа в сварочную точку. Смесь газов окружает конец проволоки и верхний слой материала, и в этой среде возникает электроразряд, который плавит заготовку с проволокой.
Размягченный металл перемешивается с проволокой, и после этого можно делать сварочный шов.
Во время сварки вы не сможете обойтись без проволоки. Газ тоже необходим, поскольку он предотвращает попадание в ванну кислорода. Но даже при отсутствии газа вы можете использовать специальной порошковой проволокой.
Самодельный полуавтомат
Есть разные подходы к созданию самодельного сварочного полуавтомата из инвертора, но мы остановимся на самых практичных и интересных.
Следуя этим инструкциям любой новичок с начальными познаниями электротехники сможет сделать это у себя дома.
Сконструировать полуавтоматическое сварочное устройство можно и дома, используя подручный инвертор. Без него обойтись невозможно.
Подойдет инвертор средней мощности для MMA сварки. Важно, чтобы он был в рабочем состоянии и мог выполнять простые операции.
Далее нужно поменять вольт-амперные показатели (ВАХ) для работы в полуавтоматическом режиме. Тут пригодиться ШИМ-контроллер. Отметим, что этот подход самый трудный и справиться смогут только опытные сварщики.
Необходимо сделать дроссель из дневной лампы, и переключить напряжение на обратную связь. В видеоролике, представленном ниже, вы можете узнать все подробности и схемы этого метода.
Этот способ сбора самодельного сварочного полуавтомата очень простой и его может освоить практически каждый человек, который имел дело с инверторной сваркой. Некоторые модели инверторов можно переключать в режим с жестким изменением ВАХ.
Если у вас есть под рукой такой аппарат, то вы с легкостью можете сделать из него полуавтомат.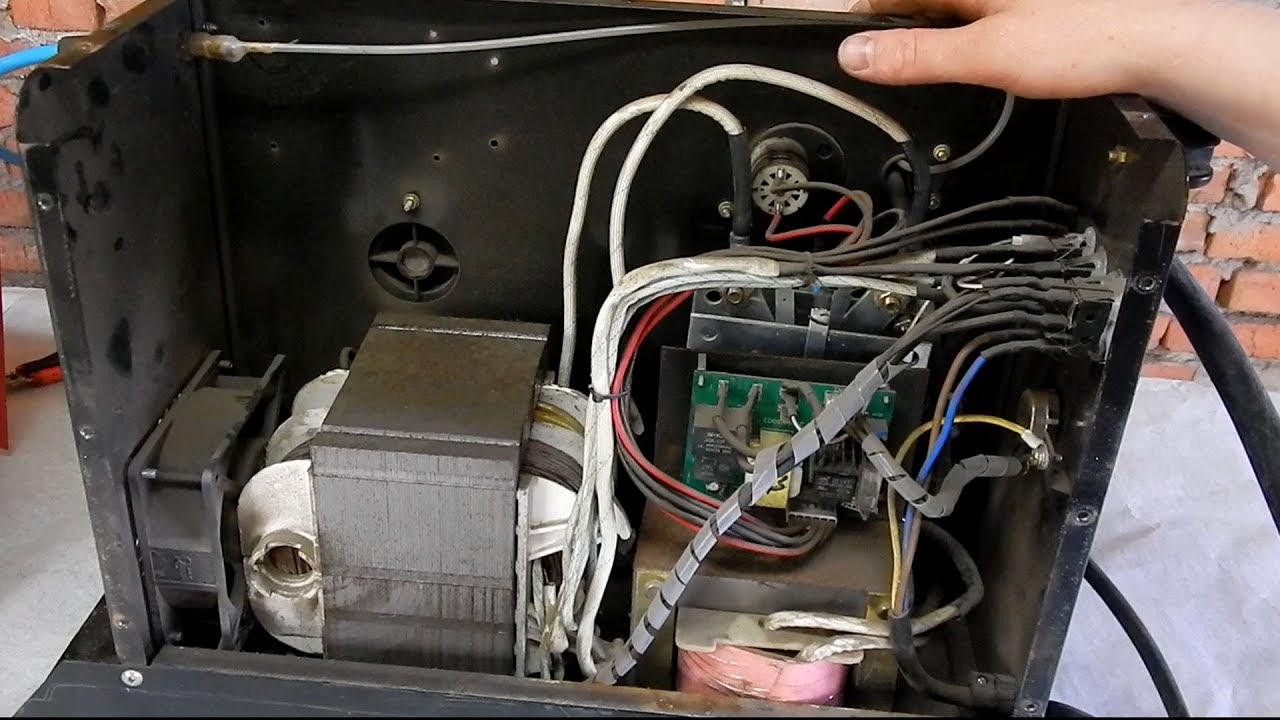 Останется лишь заказать внешний подающий блок.
Останется лишь заказать внешний подающий блок.
Важно иметь под рукой соответствующие провода. Нужно лишь подключить подающий блок к инвертору и вы готовы варить. В этом случае подающий блок выступает в роли дополнения. В видеоролике ниже демонстрируются особенности такого способа.
Последний метод сбора самодельного сварочного полуавтомата покажется не таким простым, ведь тут вам пригодятся определенные знания и умения. Как и в предыдущем случае, вам так же понадобится инвертор-донор.
Любым аппаратом обойтись не получится, потому что необходима именно сборка ZX-7 с шунтом на выходе. Отсутствие форсажа дуги и горячего старта будет только на пользу.
Не забывайте про вольт-амперные характеристики, их тоже нужно изменить. Далее настройте нарастание тока. В зависимости от сборки инвертора, дальнейшие шаги могут отличаться в разных источниках.
Рекомендуем вам прочитать больше информации на специальных форумах. В видеоролике ниже вы можете взглянуть на работу самодельного полуавтомата.
Это вся информация, необходимая вам для того, чтобы из инвертора сделать самодельный сварочный полуавтомат. Этот инструмент пригодится вам в тех случаях, когда под рукой не будет заводской модели.
Переделав его, вы не только сэкономите деньги, но также получите новые умения в электротехнике. Такой полуавтомат не требует тщательного ухода и его можно хранить хоть в подвале, хоть в гараже.
К тому же, починка инструмента не займет у вас много времени и сил, поскольку вы прекрасно понимаете, из каких деталей он состоит.
Важно помнить, что самодельный аппарат не станет вашим идеальным помощником. Не рекомендуется использовать его длительное время.
Во многих нюансах и характеристиках он будет сильно уступать заводским моделям, и вы пойдете на риск, если будете перестраивать его в полевых условиях. Для серьезных сварочных работ будет лучше приобрести инструмент в магазине.
В этой статье мы не смогли осветить все нюансы самостоятельной сборки полуавтомата. Но этой информации вам будет вполне достаточно. Собрать дома его возможно, но процесс этот довольно трудный и не самый выгодный.
Самодельное оборудования практически всегда будет работать хуже заводского. Учитывайте это перед тем, как решитесь на такой шаг. Желаем удачи в работе!
Сварочный полуавтомат 30А — 160А своими руками
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
↑ Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
↑ Схема и детали сварочника
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.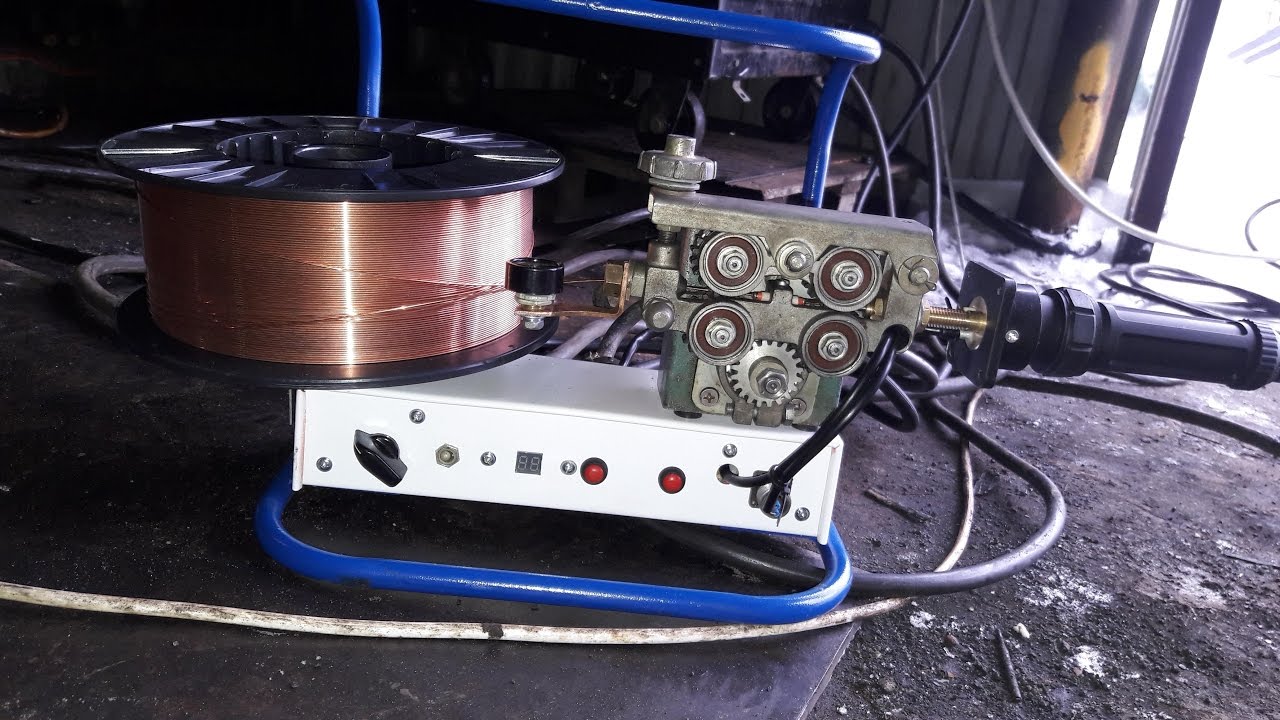
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
↑ Корпус и механика
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Как сделать полуавтомат для сварки?
Изготовить сварочный полуавтомат своими руками под силу любому человеку, который неплохо разбирается в электротехнике. Все, что понадобится в выполнении поставленной задачи – определенный комплект деталей и инструментов.
Давайте рассмотрим процесс создания подобного аппарата более подробно.
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
Исходя из описанных выше параметров, становится ясно: самодельные сварочные полуавтоматы способны обеспечить такие же характеристики, как большая часть других аналогичных устройств.
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.
Если было принято решение сделать сварочный полуавтомат своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, процесс работы полуавтомата существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Особенности изготовления сварочного полуавтомата
Чтобы понять, как сделать сварочный полуавтомат, необходимо иметь определенные познания в электротехнике. Иначе говоря, создание подобного устройства – задача не из легких. От мастера потребуется наличие определенных навыков и знаний.
Что потребуется?
Конечно же, изготовление любого прибора проще всего начинать, используя в качестве основы какое-либо другое устройство. В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
Еще одним принципиальным моментом, необходимым в изготовлении надежного прибора, является пусковая схема сварочного полуавтомата.
К основным элементам, которые должны быть в наличии, следует отнести:
- трансформатор, способный выдать 150 А;
- механизм подачи проволоки;
- шланг подачи газа;
- бобина;
- плата управления.
Самым распространенным и простым вариантом размещения указанных узлов является расположение инвертора и механического блока управления в одном корпусе. Обычно лучшим исполнением будет их установка в корпус от персонального компьютера.
Важным является наличие питания в блоке ПК, что существенно облегчит процесс создания агрегата.
Подачу проволоки можно выполнить на основе механизма стеклоподъёмника, позаимствованному из автомобиля.
Схема полуавтомата
Схема самодельного сварочного полуавтомата для изготовления прибора доступна на многих сайтах в виртуальном пространстве. Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай.
Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай.
Подача проволоки в место сварки производится с помощью небольшого электромотора. Выше уже говорилось о хорошем кандидате на эту роль – автомобильном стеклоподъемнике. Работу указанного узла необходимо контролировать. В этих целях используется ШИМ-регулятор.
Качество сварочной работы непосредственно зависит от правильности подачи проволоки. Она должна поступать равномерно и без перебоев.
Подачу газа также необходимо отрегулировать соответствующим образом. Лучшим вариантом будет, если газовый клапан откроется раньше на несколько секунд, чем начнет подаваться электрод.
Реализовать нужную задержку в подаче к месту сварки проволоки можно с помощью реле. Что касается клапана подачи, то его тоже можно позаимствовать у автомобиля, взяв воздушный клапан. Неплохим вариантом будет использование электроклапана от редуктора баллона.
Такая схема сварочного полуавтомата является принципиальной, так как в ней присутствуют все основные узлы прибора. Конечно же, есть и другие разновидности, отличающиеся некоторыми модификациями. Однако на принцип работы агрегата они нисколько не влияют.
Особенности подготовки трансформатора
Сварочный полуавтомат из инвертора требует главным образом его силовую часть. Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
В случае аппарата, купленного в магазине, в нем трансформатор обладает такими же характеристиками, так что никакой разницы от «происхождения» инвертора нет.
Изготовление инвертора, главным образом, сводится к переделыванию трансформатора из микроволновки. Именно он осуществляет главные функции в приборе.
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия.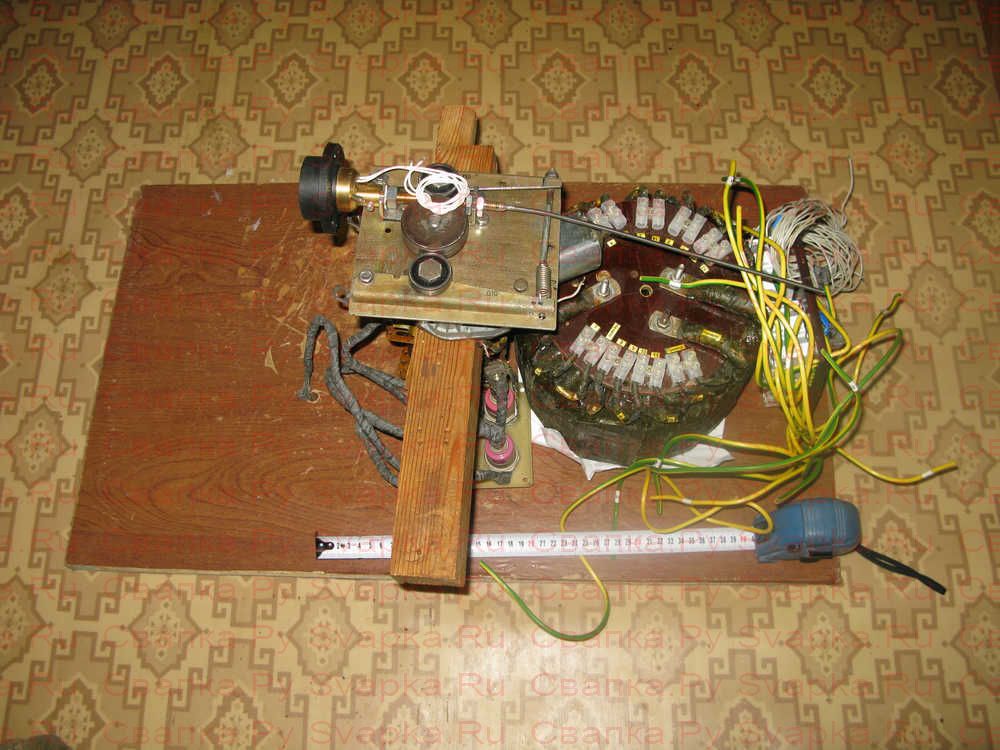 Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Суть модификации указанного узла сводится к формированию нужного количества витков на первичной и вторичной обмотке. Дело в том, что в микроволновке трансформатор повышающий, а инвертору нужен понижающий.
Основы работы подобного узла основан на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Проще говоря, если намотать на первичную обмотку сто витков, а на вторую – пять, то коэффициент трансформации в таком случае будет равен двадцати. В конечном итоге, после включения устройства в обычную домашнюю сеть, он на выходе будет выдавать одиннадцать вольт, то есть значение в двадцать раз меньшее, чем в сети.
Смысл переделки заключается в изменении количества витков на вторичной обмотке. В исходном состоянии их существенно большее, чем надо, то есть намотка сварочного трансформатора – неправильная.
Важно не спешить с изменением количества витков. Если сила тока будет слишком большой, то может произойти возгорание проволоки и деталь повредиться. Слабый ток сделает невозможным работу с устройством.
Оптимальное значение можно узнать только из расчетов. В первую очередь, нужно решить, какой будет величина напряжения на намотках, ток и другие характеристики. Применяя указанные данные осуществляется расчет намоток, сердечника, а также сечения проводов.
В расчёте учитывается большое количество параметров. Запутаться в этом нелегком деле может каждый, особенно если речь идет о человеке, давно не занимавшимся решением подобных задачек.
Помочь выполнить правильный расчет призваны онлайн-калькуляторы. Они доступны на многих сайтах и являются абсолютно бесплатными. Используя отмеченный сервис, вероятность ошибки сведется к минимуму, а время будет сэкономлено.
После изготовления самодельного инвертора, в первую очередь, в глаза бросается его маленький вес, особенно если сравнивать с трансформаторными аппаратами советского производства.
Что касается самого трансформатора, то он обычно берется из микроволновой печи. Именно в ней установлен правильный элемент с необходимым количеством витков на первичной намотке.
Популярность такие трансформаторы получили благодаря относительной доступности отмеченных бытовых приборов. На вторичном рынке найти подходящую печь не составит труда.
Еще одним «источником» трансформатора являются телевизоры, а также лабораторные автотрансформаторы. Указанные изделия, возможно, труднее найти. Тем не менее не стоит забывать об этих вариантах.
Выбор корпуса
Согласно схеме самодельные сварочные аппараты имеют достаточное количество различных узлов. Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы.
В качестве отмеченного элемента можно использовать короб, изготовленный из тонколистового металла. Все размеры при создании короба необходимо продумать заранее. Лучшим вариантов является предварительная разработка чертежа, на котором будет учтена возможность размещения всех элементов агрегата.
После того, как будет сделан выбор в пользу одного из вариантов короба, в него устанавливается трансформатор, регулятор подачи проволоки сварочного полуавтомата и другие узлы согласно продуманной схеме.
Важным в создании короба является учет системы охлаждения. Она необходима для обеспечения стабильного функционирования инвертора. Именно эта составляющая прибора подвержена сильному нагреву.
Источником охлаждения выступают вентиляторы. Их лучше всего установить на боковых стенках корпуса. Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу.
Еще одним вариантом является корпус от персонального компьютера. Преимуществом его применения является наличие всех необходимых вентиляционных отверстия, а также посадочных мест под вентиляторы. Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке.
Преимуществом его применения является наличие всех необходимых вентиляционных отверстия, а также посадочных мест под вентиляторы. Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке.
Кроме того, приобрести корпус от ПК – не проблема. У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение?
Плата управления
Важной составляющей самодельного сварочного агрегата является плата управления.
Она включает в себя:
- задающий генератор;
- реле;
- обратную связь;
- защиту от температурных перегрузок.
Также, когда делаем аппарат, не следует забывать о функциональности. Ее можно повысить, добавив регулятор тока. Данный элемент можно сделать самостоятельно на схеме из транзисторов.
После завершения всех работ, описанных выше, плата управления соединяется с силовой частью устройства и его подключением к электрической сети. Проверяем работоспособность блока с помощью осциллографа путем его подсоединения к выходам.
Совмещение катушек
Итак, в корпус полуавтомата, сделанного своими руками из инвертора, устанавливаются трансформаторы. После чего необходимо совместить их первичные и вторичные катушки.
Делается это следующим образом: первичные намотки соединяются параллельно, в то время как вторичные – последовательно.
В результате станет возможным получать на выходе большую силу тока, которой с лихвой хватит при выполнении практически любой работы в быту.
Система охлаждения
Немного ранее уже упоминалось о важности охлаждения инверторного сварочного полуавтомата. Данный узел подвержен наибольшему нагреву в процессе работы и именно он может определять то, как долго будет продолжаться сварка.
Лучшим решением является применение кулеров от персонального компьютера. Расположить их необходимо по обе стороны от инвертора, не забыв при этом о необходимости создания отверстий, для удаления теплых воздушных потоков.
Расположить их необходимо по обе стороны от инвертора, не забыв при этом о необходимости создания отверстий, для удаления теплых воздушных потоков.
Ремонт или доработка устройства скорости подачи электродной проволоки
Практически все сварочные полуавтоматы любого типа отличаются низкой надежностью механизма подачи проволоки. Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Выход из строя указанного узла может либо нарушить качество работы прибора, либо привести к более серьезным проблемам в его работе.
В первом случае можно обойтись банальной заменой проволоки. Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.
Возникновение неисправностей, в первую очередь, свидетельствует о нарушении скорости подачи. Выходом из сложившейся ситуации будет доработка данного механизма.
Если же было принято решение сделать полуавтомат самостоятельно из инвертора своими руками, то механизм подачи сварочной проволоки тоже может быть изготовлен собственноручно.
В указанных целях нам понадобятся два подшипника. Еще одной необходимой деталью является электрический двигатель небольших габаритов.
На вал электрического моторчика следует установить ролик. Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Сбору указанного механизма следует осуществлять на текстолитовой плите толщиной около пяти миллиметров. На ней же устанавливается и бобина со сварочной проволокой.
Сварочный полуавтомат – устройство, которое должно быть в хозяйстве любого мастера. Данный прибор позволит решить большое количество работы, постоянно появляющейся на даче или в гараже. Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Как сделать сварочный полуавтомат / Инструменты, материалы, секреты умельцев. / Самоделка.net — Сделай сам своими руками
Сварочный полуавтомат своими рукамиВот наткнулся на описание конструктора по изготовлению сварочного полуавтомата который работает от простых автомобильных аккумуляторов, решил поделиться с Вами мои уважаемые читатели.
Все необходимые запчасти куплены на аукционе ebay менее чем за 100 баксов.
На аукционе продается в разделе «принадлежности для сваршиков „ вот такой наборчик (смотреть на фото) стоит менее 100 американских долларов.
Данный ручной сварочный полуавтомат использует электропитание постоянного напряжения DC. Как один из вариантов – это автомобильные аккумуляторы. Диапазон напряжений на котором можно работать лежит между 18 вт и 36 вт. Автор статьи рекомендует 24 вт для большей части своей сварки.
На фото ниже показано как можно последовательно подключить две батареи и получить напряжение 24 вольта. Но при наличии других батарей можно поэксперементровать и получить практически любое напряжение для вашего сварочного полуавтомата.
Дальше заправляем сварочную проволоку на шпульку. Проволоку купить можно в любом магазине где продаются сварочное оборудование.
Найти такие магазины я думаю не проблема.
Дальше подключаем — батереи толстым проводом на корпус нашей свариваемой детали и на пистолет для работы привода проволоки, а + к сварочному полуавтоматическому пистолету.
В рукоятке установлен двигатель для подачи проволоки, особенности ( чем выше напряжение батареи тем быстрее вращается двигатель, дополнительной регулировки вращения в этом чудо сварочном полуавтомате нет, но можно самому сделать простенький регулятор либо регулировать напряжение включением дополнительных сопротивлений. Также можно использовать внешние регулируемые источники питания. Главное при сварке полуавтоматом необходимо подобрать оптимальную подачу сварочной проволоки. Используйте справочники для сварщиков, там много полезного, или можно воспользоваться методом научного тыка как обычно. Измерить скорость подачи очень просто – включите двигатель подачи ровно на одну секунду и измерьте сколько метров вылезло проволоки.
Главное при сварке полуавтоматом необходимо подобрать оптимальную подачу сварочной проволоки. Используйте справочники для сварщиков, там много полезного, или можно воспользоваться методом научного тыка как обычно. Измерить скорость подачи очень просто – включите двигатель подачи ровно на одну секунду и измерьте сколько метров вылезло проволоки.
Дальше заправляем проводку.
И начинаем пробовать варить.
Ниже на фотографии работы выполненные с помощью этого сварочного полуавтомата.
Такую сварку можно использовать в любом месте где нет электричества. Интересно только на сколько хватит аккумуляторов?
Надеюсь эта статья подтолкнет наших людей на интересные и полезные мысли.
(Просмотров 85 , в т.ч. 1 сегодня)
Как сделать сварочный полуавтомат своими руками из инвертора?
Время чтения: 7 минут
Полуавтомат для многих мастеров не просто инструмент. Это полноценный помощник в хозяйстве и на работе. Он может понадобиться каждому умельцу: от дачника до автолюбителя. Ведь полуавтомат отлично подходит для сварки всех типов металлов практически без ограничений по толщине и составу. При этом сварка может быть и профессиональной, и любительской.
Полуавтоматы появились не так давно в массовой продаже. Сварщики старой закалки помнят, как раньше варили металл с помощью больших громоздких трансформаторов. Однако, с развитием технического прогресса инженерам удалось сконструировать компактный и удобный полуавтомат. В начале 20 века он вытеснил аппараты прошлого поколения и завоевал уважения большинства сварщиков по всему миру.
Современный полуавтомат способен выполнять различные типы сварочных работ. Это может быть MMA сварка, MIG/MAG сварка, а также TIG сварка. Все это возможно благодаря «начинке» полуавтомата. В основе аппарата лежит стандартный инвертор. Это значит, что в теории полуавтомат можно собрать самому. Конечно, используя инвертор в качестве «донора». В этой статье будет все: и основы работы полуавтомата, и переделка сварочного инвертора в полуавтомат.
Содержание статьи
- Устройство полуавтомата
- Принцип работы
- Полуавтомат из инвертора
- Способ №1
- Способ №2
- Способ №3
- Вместо заключения
Устройство полуавтомата
Устройство полуавтомата — это первое, что вам нужно изучить, если вы хотите собрать свой аппарат.
Стандартный полуавтомат состоит из двух частей (или двух блоков): силовой и подающей. Подающая часть — это просто подающее устройство для полуавтоматической сварки. Но, давайте подробнее рассмотрим устройство полуавтомата.
Силовая часть, он же силовой блок — это, по сути, инвертор. Инвертор выполняет роль источника тока. Здесь все просто. А вот подающая часть представляет собой отдельно стоящий, подключаемый подающий механизм. Подающий механизм используется для подачи проволоки. Проволока продается в бобинах и бобина вставляется прямо в подающий механизм. Ее конец выходит через сопло горелки.
Конечно, вам необязательно использовать подающий механизм, чтобы выполнить полуавтоматическую сварку. Проволоку можно подавать и вручную. Но это крайне неудобно, и в таком случае теряется вся суть полуавтоматической технологии.
Вот и все компоненты. Этого, конечно, недостаточно, чтобы сделать сварочный полуавтомат своими силами. Еще вам придется докупить детали, но они зависят от типа вашего инвертора и способа, с помощью которого вы будете переделывать его в полуавтомат. Не забудьте про комплектующие (горелка, рукав, правильно подобранное сопло и т.д.).
Принцип работы
Принцип работы полуавтомата прост. Он будет понятен даже новичку, так что внимательно изучите эту информацию. Она пригодится для сборки самодельного аппарата.
Итак, все начинается с подачи горелки в зону сварки. Горелка совмещает в себе два устройства: из своего сопла она подает защитный газ и проволоку одновременно. Количество газа сварщик регулирует вручную, а вот проволока подается в полуавтоматическом режиме (отсюда и название «полуавтомат»). Именно поэтому в процессе у сварщика всегда занята лишь одна рука. Та, что держит горелку.
Именно поэтому в процессе у сварщика всегда занята лишь одна рука. Та, что держит горелку.
Как мы уже сказали, одновременно с проволокой в сварочную зону подается газ. В смеси газов между концом проволоки и поверхностью металл образовывается электрический разряд, благодаря которому плавится заготовка и сама проволока. Расплавленный металл смешивается с расплавленной проволокой. Далее можно формировать шов.
В данном случае проволока необходима и без нее сварка просто невозможна. Газ так же нужен, он защищает сварочную ванну от кислорода, поступающего извне. Но если у вас нет возможности использовать газ, вы можете взять специальную порошковую проволоку и варить только ею.
Полуавтомат из инвертора
Существует несколько способов, как можно из инвертора сделать рабочий полуавтомат. Мы перечислим самые интересные, на наш взгляд. Вы сможете воплотить их в домашних условиях, обладая базовыми знаниями в области электротехники.
Способ №1
Чтобы сделать инверторный сварочный полуавтомат своими руками, вам понадобится «донор». Без него сделать полуавтомат просто не получится. В качестве «донора» возьмите не самый слабый инвертор для ММА сварки. Он обязательно должен быть рабочим, и без проблем выполнять обычные сварочные операции.
Вам необходимо изменить вольт-амперные характеристики выбранного вами инвертора, чтобы он мог работать в режиме полуавтоматической сварки. Для этого можно использовать ШИМ-контроллер. Однако, этот вариант очень трудоемкий и не подойдет для тех, кто не силен в электротехнике.
Поэтому, чтобы собрать сварочный полуавтомат из инвертора своими руками, мы рекомендуем сделать дроссель. Для этого подойдет дроссель от лампы дневного света. И после дросселя нужно взять напряжение на обратную связь. Посмотрите ролик ниже, где подробно рассказывается суть этого способа. Там же в ролике есть понятная схема.
Watch this video on YouTube
Способ №2
Второй способ крайне прост и подойдет для тех, кто обладает определенной инверторнойсваркой. Дело в том, что в продаже существуют инверторы, способные переключаться в режим с жестким изменением вольт-амперной характеристики.Если вы обладатель именно такого инвертора, то можете только порадоваться за себя.Чтобы превратить такой аппарат в полуавтомат, вам достаточно докупить внешний подающий механизм.
Дело в том, что в продаже существуют инверторы, способные переключаться в режим с жестким изменением вольт-амперной характеристики.Если вы обладатель именно такого инвертора, то можете только порадоваться за себя.Чтобы превратить такой аппарат в полуавтомат, вам достаточно докупить внешний подающий механизм.
В комплекте с механизмом должны быть все необходимые кабели и разъемы. Вам достаточно без проблем подключить подающий механизм подачи сварочной проволоки к сварочному инвертору и можно варить. Можно считать, что в данном случае подающий механизм работает как приставка к инвертору для полуавтоматической сварки. Посмотрите видео ниже, где автор рассказывает про свой инвертор, к которому он подключил подающий механизм.
Watch this video on YouTube
Способ №3
Последний способ превращения из сварочного инвертора в полуавтомат своими руками потребует некоторых знаний и навыков. В этом случае вам так же понадобится инвертор-донор. Учтите, что подойдет не любой аппарат. Вам нужен инвертор с компоновкой ZX-7. На выходе у него должен быть шунт, а на «первичке» должен быть трансформатор тока. Еще лучше, если у аппарата не будет никаких дополнительных функций вроде горячего старта или форсажа дуги.
Вам так же необходимо изменить вольт-амперные характеристики, а еще установить настройку нарастания тока. Дальнейшие действия напрямую зависят от схемы вашего инвертора. Так что не ленитесь найти темы на различных форумах, посвященных переделке инвертора в полуавтомат. Посмотрите видео ниже с тестом такого самодельного аппарата.
Watch this video on YouTube
Читайте также: Как собрать сварочный аппарат своими руками?
Вместо заключения
Теперь вы знаете, как переделать сварочный инвертор в полуавтомат в домашних условиях. Такой аппарат станет отличной заменой полуавтомату заводского изготовления. Переделка обойдется недорого, и вы сможете развить свои навыки в сборке электроприборов. Самодельный полуавтомат хорошо переносит неаккуратное хранение и в целом неприхотлив к условиях работы. Еще одно преимущество самодельного аппарата — это его «начинка». Вы с точность до детали знаете, из чего он собран. Поэтому смоете быстро и недорого его починить в случае необходимости.
Еще одно преимущество самодельного аппарата — это его «начинка». Вы с точность до детали знаете, из чего он собран. Поэтому смоете быстро и недорого его починить в случае необходимости.
Но учтите, что не всегда самодельный полуавтомат из сварочного инвертора может решить все ваши трудности. Мы не рекомендуем переделывать инвертор под полуавтомат, если вы планируете использовать его как постоянный рабочий инструмент. Вы должны понимать, что самодельный аппарат может быть не таким надежным и продуманным, как заводской. И если вы будете выполнять сварку на выезде, то рискуете попасть в неприятную ситуацию. Для выполнения полупрофессиональной сварки лучше все-таки купить аппарат в магазине.
Конечно, в этой статье мы не затронули множество нюансов сборки самодельного полуавтомата. Но мы рассказали о самом главном. Инвертор можно переделать в полуавтомат, но это довольно трудоемко и самодельный аппарат будет работать немного хуже заводского. Вы должны понимать это, прежде чем примете верное решение. Желаем удачи в работе!
Сварочный полуавтомат своими руками | Минидозатор
Желание сделать какое-либо оборудование своими руками присуще нашему менталитету, поэтому вопрос: «Как сделать сварочный полуавтомат самому?» возникает у многих мастеров-аматоров . Для нас это вполне закономерно, ведь самодельный сварочный аппарат не только приходится в хозяйстве, но и станет предметом заслуженной гордости. Ремонт кузовов автомобилей, выполнение конструкций типа каркаса для теплицы и много многое другое станет легко осуществимо с помощью самодельного сварочного помощника.
Полуавтомат сварочный своими руками сделать вполне реально вооружившись знаниями, твердым намерением, терпением и энтузиазмом. Мастера единичного производства сходятся во мнении, что в среднем на сборку сварочного аппарата уходит от 7-ми до 10-ти дней, при условии наличия всех комплектующих. Самодельный сварочный полуавтомат значительно дешевле, чем покупка готового, но сильно экономить на комплектующих не стоит – дороже выйдет.
С газом или без?
Важным моментом является применение защитной газовой среды (CO2), так как режим ММА ( с применением порошковой проволоки) дает значительно худшее качество шва. Газ, в данном случае углекислый, подается через шланг и защищает процесс сваривания деталей от воздействий кислорода и азота. В результате получаем минимальное количество шлака, в сравнении со сваркой простыми электродами, и красивый надежный шов. Полуавтоматы сварочные самодельные отлично справляются с задачами сваривания тонких листов стали а значит идеально подойдут для выполнения реставрационных кузовных работ.
Давайте рассмотрим порядок разработки, производства и эксплуатации углекислотного полуавтоматического сварочного инструмента на базе обычного сварочного аппарата постоянного тока (70-150А). Под словом «обычный» здесь нужно понимать инструмент для сварки с трансформаторным Источником питания, оснащенный мощными диодами выпрямления тока на выходе обмотки (вторичной). Чем больше вторичных обмоток, тем больше вариантов выбора сварочного напряжения.
Баллон и пистолет
Перед ответом на вопрос: «как сделать сварочный полуавтомат» — решим задачу подходящей для защитного газа емкости. Для хранения углекислого газа необходимо приобрести специальный баллон, или использовать в этом качестве старый углекислотный огнетушитель. *Баллон-огнетушитель вряд ли прослужит долго, поэтому будет разумнее сразу купить полноценный углекислотный баллон. Когда вопрос емкости для защитного газа дело решенное, можно приступать к выбору пистолета. Основная функция пистолета – замыкание цепи и запуск протяжного механизма с электроклапаном. Посредством нажатия копки в шланг подается углекислый газ для создания защитной среды над «точкой варки». Выбор пистолета зависит от личных предпочтений и ширины кармана, тут только одно предостережение – у самых дешевых вариантов шланг быстро приходит в негодность (трескается).
Механизм подающий проволоку
Полуавтомат сварочный невозможно представить без механизма, подающего проволоку – именно наличие МПП делает сварочный аппарат полуавтоматическим. В качестве протяжного механизма для нашего самодельного инструмента можно использовать старенький движок от автомобильного стеклоочистителя. Вариантов конструкции такого механизма несколько, например, устанавливается «наглухо» вал с небольшим прижимным валиком. Между малым и большим валом пропускают сварочную проволоку, к которой подводится «+» постоянного сварочного тока (клемма «-» подводятся в свариваемым деталям). В процессе вращения валики подают расходную проволоку в рукав.
В качестве протяжного механизма для нашего самодельного инструмента можно использовать старенький движок от автомобильного стеклоочистителя. Вариантов конструкции такого механизма несколько, например, устанавливается «наглухо» вал с небольшим прижимным валиком. Между малым и большим валом пропускают сварочную проволоку, к которой подводится «+» постоянного сварочного тока (клемма «-» подводятся в свариваемым деталям). В процессе вращения валики подают расходную проволоку в рукав.
Вопрос питания электрического клапана и двигателя механизма подачи проволоки решается при помощи мощного трансформатора и не менее мощного (15Вт, 10А) выпрямителя. Впрочем, их можно запитать и от самого сварочного трансформатора с потерей оборотов двигателя во время сварки (результат падения напряжения) и ухудшением качества сварочного шва.
Схемы самодельных сварочных полуавтоматов легко можно найти в интернет сети, ниже представлена общая схема комплектующих.
Итак, следующий этап – приобретение конденсатора и дросселя. Для нашего аппарата подойдет конденсатор на 22 и более тысяч мкФ, 63Вт общее рабочее напряжение которого больше чем напряжение на концах. Для дроссельной обмотки берем медный многожильный провод 5-ть и более миллиметров в диаметре, длиной 20-ть и более метров (это исключительно на дроссель). Дроссель мотается по 15-ть витков по часовой и столько же против часовой стрелки, далее следует переход на другую сторону сердечника и повторение операции.
На рисунке показанного как именно произвести намотку дросселя.
Электрический клапан от автомобиля (например, Жигулей) имеет две клеммы, с помощью которых обеспечивается отпирание клапана и подача углекислого газа в шланг. Именно к клеммам, подается необходимое для подачи газа напряжение.
Вся конструкция «сделай сам сварочный полуавтомат» выглядит как два отельных блока: корпус трансформатора отдельно, полуавтомат отдельно . тем не менее при большом желании, упорстве и навыках сборки подобных агрегатов все можно оформить более аккуратно – в один корпус.
Новое на сайте:
Источник: http://poluavtomatu.ru/view_post.php?id=48
Как сделать полуавтомат для сварки?
Умелые руки, поиск и доскональное изучение информации из книг и сети – обязательный минимум для желающего собрать полуавтомат сварочный своими руками. Профессиональная техника отличается громоздкостью и энергоёмкостью. Мобильный полуавтомат превзойдёт по возможностям обычное сварочное устройство с электродами при компактности.
Блок: 1/5 | Кол-во символов: 345
Источник: https://SpecNavigator.ru/instrumenty/svarochnye-apparaty/poluavtomat-svoimi-rukami.html
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
Исходя из описанных выше параметров, становится ясно: самодельные сварочные полуавтоматы способны обеспечить такие же характеристики, как большая часть других аналогичных устройств.
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.
Полуавтомат для сварочных работ.
Если было принято решение сделать сварочный полуавтомат своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, процесс работы полуавтомата существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Блок: 2/5 | Кол-во символов: 2007
Источник: https://tutsvarka.ru/oborudovanie/poluavtomat-svoimi-rukami
Содержание / Contents
Вообще
Вид спереди
Вид сзади
Вид слева
В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм
Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
Печатка, см. чертеж в архиве
Вид на монтаж
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ- на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт.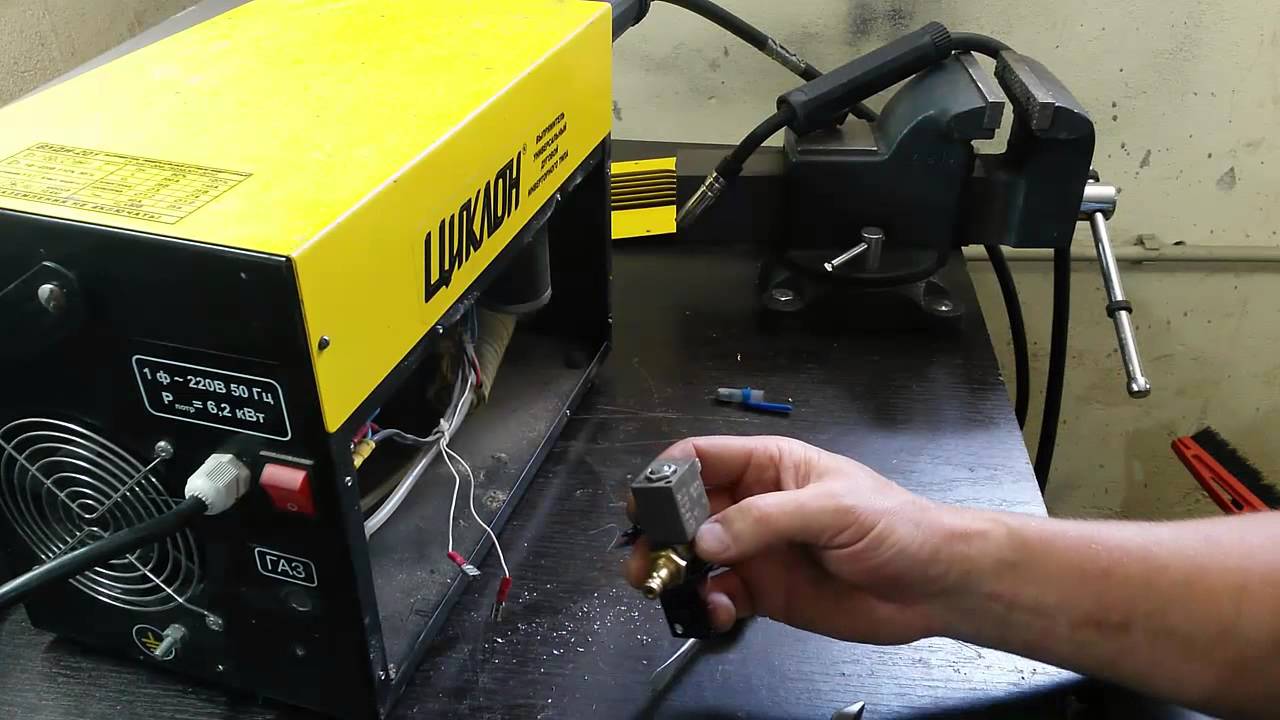 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26
Вольт
. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.
Подробные чертежи корпуса см. в приложении.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
▼ Чертежи корпуса и механики сварочного полуавтомата ? ⚖️ 32,44 Kb ⇣ 211
▼ Схема и печатная плата сварочного полуавтомата ? ⚖️ 14,23 Kb ⇣ 278
Андрей (bedjamen)
Вологда
Логин bedjamen — это был мой пёс, эрдельтерьер, по кличке Беджамен Моден Тайп Хауэлл. Дата его рождения года.
Блок: 2/2 | Кол-во символов: 6302
Источник: https://datagor.ru/practice/diy-tech/1984-svarochnyy-poluavtomat-diy.html
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Блок: 4/7 | Кол-во символов: 1029
Источник: https://stankiexpert.ru/spravochnik/svarka/svarochnyj-poluavtomat-svoimi-rukami.html
Покупные изделия
Сварочный полуавтомат своими руками можно собрать с привлечением готовых деталей и узлов. Трансформатор питания схемы управления рекомендуем подобрать готовый по параметрам: 24 В на выходе, ток — 6 А.
Трансформатор для полуавтомата
Профессиональную сварочную горелку фабричного исполнения на 180 А с евроразъёмом правильнее приобрести в специализированном магазине сварочного оборудования. Стандартная бобина с 5 кг проволоки Ø 0.8 мм ставится на подшипники без доработки. Наибольший Ø — 200 мм, посадочный — Ø 50.
Сварочная горелка для полуавтомата 180А
Устройство подачи проволоки в сварочный полуавтомат базируется на основе электродвигателя автомобильного стеклоочистителя. Неподвижная металлическая трубка задаёт направление во избежание крутых изгибов проволоки.
Устройство подачи проволоки в сварочный полуавтомат
С управлением подачи углекислоты в зону сварки справится электромагнитный клапан холостого хода. Загляните в магазин запчастей ВАЗ.
Электромагнитный клапан холостого хода
Автомат однофазный АЕ 16 А – переключатель питания и защиты при перегрузке. Переключатель режимов на 5 позиций ПКУ-. В паре с дросселем работает конденсатор для стабилизации удержания дуги. Оптимум ёмкости — 30 000 мкф. Обычно берётся набор из нескольких конденсаторов с параллельным соединением.
Автомат однофазный АЕ 16 А
Силовые тиристорные ключи берутся на 200 А, устанавливаются на радиаторы. Усиление теплоотдачи касается и выпрямителей на входе и выходе. Задача установленного в точке максимума температуры термодатчика — не допустить локальный нагрев до 750С.
Блок: 4/5 | Кол-во символов: 1577
Источник: https://SpecNavigator.ru/instrumenty/svarochnye-apparaty/poluavtomat-svoimi-rukami.html
Подбор расходных материалов
Поговорим немного о расходниках, которые мы упомянули выше. Подбирая проволоку необходимо обратить внимание на две характеристики: диаметр и состав. Диаметр проволоки должен быть равен толщине металла, который вы будете варить. А состав должен совпадать с составом того же металла.
Теперь о газе. Для сварки можно использовать различные газы, но наш самодельный аппарат будет рассчитан на сварку углекислотой. У вас будет возможность варить без газа, если вы замените обычную проволоку на порошковую. Порошковая проволока не полностью металлическая, ее сердцевина состоит из флюса. Флюс при плавлении проволоки высвобождается и образует пары, которые играют роль защиты от окисления. Но мы не рекомендуем использовать порошковую проволоку постоянно, поскольку она не обеспечивает качественное формирование швов. Эта технология скорее подходит для труднодоступной сварки, чем для повседневной работы.
Мы считаем, что оптимальный набор расходников при домашней сварке — это газовый баллон с углекислотой и обычная металлическая проволока, подобранная в соответствии с параметрами детали. Кстати, вам необязательно покупать огромные баллоны по 40 литров. В продаже есть баллоны по 10 литров и даже по 5 литров. Их можно положить в багажник машины и самому отвезти на дачный участок, не мучаясь с транспортировкой не заказывая баллон у сторонних компаний.
Далее мы расскажем, как собрать полуавтомат сварочный своими руками в домашних условиях и стоит ли вообще заниматься этим, или целесообразнее купить аппарат в магазине. Обо всем по порядку.
Блок: 4/7 | Кол-во символов: 1566
Источник: https://svarkaed.ru/oborudovanie-dlya-svarki/apparaty/samodelnye/kak-sdelat-svarochnyj-poluavtomat-svoimi-rukami.html
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.
Рисунок 10 — Схема полуавтомата из сварочного трансформатора
Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций.
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.
Рисунок 11 — Блок преобразования тока
Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Блок: 3/4 | Кол-во символов: 2472
Источник: https://WikiMetall.ru/oborudovanie/svarochnyiy-poluavtomat-svoimi-rukami.html
Итог
Сварочный полуавтомат – устройство, которое должно быть в хозяйстве любого мастера. Данный прибор позволит решить большое количество работы, постоянно появляющейся на даче или в гараже. Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Блок: 5/5 | Кол-во символов: 369
Источник: https://tutsvarka.ru/oborudovanie/poluavtomat-svoimi-rukami
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Блок: 5/7 | Кол-во символов: 831
Источник: https://stankiexpert.ru/spravochnik/svarka/svarochnyj-poluavtomat-svoimi-rukami.html
Вместо заключения
Самодельный сварочный полуавтомат — это хорошая замена заводскому аппарату в условиях домашней сварки. Он неприхотлив к хранению и эксплуатации, а его сборка стоит в разы дешевле. Собирая полуавтомат своими руками, вы точно знаете расположение всех компонентов и их наименования. Поскольку на руках у вас есть схема самодельного сварочного полуавтомата. Так что в случае необходимости можно довольно быстро, просто и недорого починить такой агрегат.
Конечно, не всегда сборка самодельного полуавтомата бывает целесообразной. Если вы планируете выполнять постоянные ремонтные работы, то логичнее купить заводской аппарат с гарантийным обслуживанием и полным функционалом. Ну а если вам просто нужно время от времени выполнять сварку, и при этом вы неплохо разбираетесь в электротехнике, то сборка самодельного полуавтомата может быть очень увлекательным и полезным занятием.
А вы когда-нибудь собирали полуавтомат в домашних условиях? Какие компоненты вы использовали? Согласны ли вы с автором видеоролика, рассказывающим о своем самодельном полуавтомате? Поделитесь опытом в комментариях ниже. Возможно, вы поможете начинающих умельцам в сборке недорого, но функционального полуавтомата. Желаем удачи в работе!
Блок: 7/7 | Кол-во символов: 1226
Источник: https://svarkaed.ru/oborudovanie-dlya-svarki/apparaty/samodelnye/kak-sdelat-svarochnyj-poluavtomat-svoimi-rukami.html
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Блок: 7/7 | Кол-во символов: 557
Источник: https://stankiexpert.ru/spravochnik/svarka/svarochnyj-poluavtomat-svoimi-rukami.html
Количество использованных доноров: 6
Информация по каждому донору:
- https://SpecNavigator.ru/instrumenty/svarochnye-apparaty/poluavtomat-svoimi-rukami.html: использовано 2 блоков из 5, кол-во символов 1922 (9%)
- https://tutsvarka.ru/oborudovanie/poluavtomat-svoimi-rukami: использовано 3 блоков из 5, кол-во символов 4051 (20%)
- https://datagor.ru/practice/diy-tech/1984-svarochnyy-poluavtomat-diy.html: использовано 1 блоков из 2, кол-во символов 6302 (31%)
- https://svarkaed.ru/oborudovanie-dlya-svarki/apparaty/samodelnye/kak-sdelat-svarochnyj-poluavtomat-svoimi-rukami.html: использовано 3 блоков из 7, кол-во символов 3476 (17%)
- https://stankiexpert.ru/spravochnik/svarka/svarochnyj-poluavtomat-svoimi-rukami.html: использовано 3 блоков из 7, кол-во символов 2417 (12%)
- https://WikiMetall.ru/oborudovanie/svarochnyiy-poluavtomat-svoimi-rukami.html: использовано 1 блоков из 4, кол-во символов 2472 (12%)
устройство, принцип работы, схема сборки и регулировка
В настоящее время многие владельцы машин или те, у кого есть частный дом, сталкиваются с проблемой небольшого ремонта. В этом случае помогает сварочный полуавтомат — устройство для сварки различных видов сталей. С его помощью легко починить деталь машины, изготовить необходимую металлическую конструкцию. Скорость работы напрямую зависит от подающего механизма для полуавтомата. Его несложно изготовить самостоятельно.
Общие сведения
Сварочный полуавтомат — это прибор, предназначенный для соединения металлов методом электродуговой сварки. Отличие от классического сварочного аппарата в том, что вместо привычных вольфрамовых электродов применяется плавящаяся проволока. Она намотана на специальную бобину и по мере выполнения рабочего процесса автоматически разматывается.
Таким образом, происходит постоянная подача электрода в сварочную ванную. Саму сварку вручную проводит сварщик, который может регулировать скорость размотки катушки с проволокой.
Полуавтоматические устройства разделяются в зависимости от степени защиты сварочной зоны, а именно:
- Приборы, предназначенные для сварки с флюсом. В этом случае флюс входит как добавка в саму проволоку. Это достаточно дорогой способ и в самодельных устройствах используется редко.
- Аппараты, использующие газовую среду. Самый популярный и массовый способ среди сварщиков.
- Полуавтоматы, работающие со специальной порошковой проволокой. Этот вариант обычно используется совместно с газовой защитой.
Лучше всего полуавтомат раскрывает свои преимущества, когда нужно аккуратно, красиво и точно соединить стальные тонкие детали. Соединение будет надежным при самых разных марках стали, таких как легированные, низкоуглеродистые, нержавеющие.
Принцип работы
Самым распространенным видом сварочного прибора являются устройства, работающие в защитной газовой среде. Устройство сварочных полуавтоматов этого типа принципиально одинаково.
Основными узлами являются:
- Источник питания. Разные модели рассчитаны на разное напряжение. Оно может быть как однофазным, так и трехфазным. С помощью переключателя можно переходить с 380 вольт на привычные 220 вольт, что позволяет использовать агрегаты не только на производстве, но и в обычных бытовых условиях. Ток передаётся или через самодельный трансформатор, или через инвертор. Инвертор понижает напряжение и повышает силу тока.
- Электродная горелка вместе с трубкой для подвода газа.
- Баллон с газом для защиты зоны плавления.
- Специальный механизм движения проволоки.
- Блок управления и настройки.
Подача проволоки бывает в основном двух типов: толкающего или тянущего. Иногда применяются оба способа одновременно.
В моделях с толкающим механизмом проволока для сварки движется внутри направляющей трубки, когда специальный узел толкает наружу. В случае если применяется тянущий тип, то узел подачи расположен в глубине горелки и вытаскивает на себя электродную проволоку с бобины.
Принцип работы полуавтоматической сварки предусматривает управление и регулирование важнейших параметров: величину напряжения, силу тока и скорость разматывания катушек. Регулирование может быть переменным, с плавным изменением значений или ступенчатым. Некоторые устройства самостоятельно выбирают скорость подачи проволоки в зависимости от установленных сварочных значений.
Порядок действий при работе с аппаратом:
- Кнопкой «Пуск» включается источник питания.
- Выпускается на горелку защитный газ и подается напряжение.
- Узел подачи разматывает катушку.
- Между проволокой и поверхностью металла возникает электрическая дуга, и проволока начинает плавиться.
- Газ защищает зону плавления.
- Происходит сваривание металлических частей.
Сборка устройства
Если есть основные знания по базовым понятиям в электронике, при наличии некоторых инструментов и желания можно собрать сварочное полуавтоматическое устройство самостоятельно.
Для успешного проведения сварки важно, чтобы основные значения напряжения, силы тока и скорости движения электрода находились в оптимальном равновесии. Для этого нужен источник питания, имеющий стабильное вольт-амперное значение. Неизменяемое напряжение поддерживает постоянную длину дуги. Сварочный ток регулирует величину скорости движения проволоки и величину импульса, необходимого для розжига и поддержания ровного горения.
Конструирование трансформатора
Мощность трансформатора в сварочном устройстве зависит от величины сечения проволоки. Например, в стандартном варианте, при толщине проволоки до одного миллиметра, величина силы тока может составлять 160 ампер. Для получения такой величины необходим трансформатор с мощностью не менее трех киловатт. Сердечником трансформатора служит ферритовая металлическая конструкция кольцеобразной формы.
Сердечник должен иметь диаметр в 40 квадратных сантиметров. Первичная обмотка состоит из провода ПЭВ, у которого толщина около двух миллиметров. Провод вплотную наматывается на сердечник, и количество витков должно быть равно 220. Нужно следить за плотностью прилегания витков — свободного пространства не должно быть. После создания первого слоя создается еще один слой из бумажной или тканевой ленты, который закрепляется тесемкой.
На вторую часть наматывается вторичная обмотка. Для неё требуется медный провод с диаметром не менее 60 квадратных миллиметров. Наматывается 56 витков. Как и в первом случае, после этого создается второй защитный слой.
Полученный трансформатор с мощностью в три киловатта и силой тока до 200 ампер способен обеспечить правильную скорость движения гибкого электрода.
Механизм автоподачи
Проволокоподающий механизм, отвечающий за самостоятельную подачу электродной проволоки в ванную сварки, — один из самых ответственных узлов прибора. Механизм подачи проволоки для полуавтомата своими руками можно собрать из узла обычных дворников автомашины. Вполне подойдет стеклоочиститель от ГАЗ-69. Сварочная горелка соединена с протяжкой для полуавтомата. Своими руками чертежи делать уже не надо, они есть в свободном доступе:
Схема податчика включает в себя:
- Основание (1).
- Проволоку (7).
- Направляющий рукав (6).
- Ведущий ролик подачи и ведомый (2, 10).
- Ось ролика ведомого (14).
- Кронштейны (5, 12).
- Пружинку прижимную (11).
- Подшипник втулочный и стопор в виде гайки (3).
- Катушечный стержень (8).
- Планку прижимную (9).
- Штуцер дистанционный (16).
- Вал выходной редуктора (4).
- Обойму ролика ведомого (13).
- Шайбу (15).
Часть горелки связана одновременно с протяжным механизмом для полуавтомата, с узлом подачи защитного газа и блоком проводки электротока. Сама проволока пропускает электрический ток, а по шлангу подается газ. Проволока вставляется в один конец направляющей трубы с резьбой диаметром 4 миллиметра и протягивается через длинную трубку в направляющую сварочной горелки. В качестве направляющей можно использовать оболочку от спидометра автомобиля сечением 1,2 миллиметра.
Кнопка запуска на кронштейне прикрепляется к каналу внутри горелки, где подключается к кабелю. Там же монтируют трубку подвода газа. Горелка состоит из двух идентичных половинок, а провода и шланги собираются в один жгут и скрепляются специальными прищепками или металлическими полосками.
В конструкцию сварочной горелки входят:
- Кнопка запуска (7).
- Кронштейн (8).
- Направляющая (1).
- Защитная обшивка (13).
- Рукав для проволоки (2).
- Канал-основа (3).
- Инжекторная трубка (4).
- Газовый шланг (5).
- Провод (6).
- Винт стопора (9).
- Гайка из латуни (10).
- Шайбочка (11).
- Втулка с наконечником (12, 14).
Лентопротяжный механизм может быть организован с помощью электромотора с редуктором от автомобильных дворников. Например, от ГАЗ-69.
Перед началом обработки двигателя надо убедиться, что его вал вращается в одном направлении, а не «влево-вправо».
Необходимо выходной вал сточить до 25 миллиметров и нарезать на нём левую резьбу сечением в 5 миллиметров.
Впереди на роликах вырезают зубья шириной в 5 миллиметров и создают зубчатое соединение. Сзади на роликах делаются сечения шириной до 10 миллиметров для лучшего сцепления с проволокой. На ось, которая пересекает проволоку и втулку, насаживается один конец рамки ведомого ролика. Второй конец скрепляется с пружиной, которая зажимает электродную проволоку между роликами.
Весь узел подачи вместе с газовым клапаном, выключателем и резисторами располагают на текстолитовой плате. Она же закрывает щиток управления. Подающая бобина с проволокой устанавливается в 20 сантиметрах от узла подачи.
Во время подготовки к работе направляющие приближают к роликам и закрепляют при помощи гаек. Проволоку через направляющие протягивают в горелку. Наконечник прикручивают к горелке и надевают защитную обшивку, который закрепляется винтами. Газовый шланг соединяется с клапаном, и в редукторе создают давление около полутора атмосфер.
Электрическая схема протяжки
На скорость протягивания проволоки влияет не только механическая, но и электрическая часть устройства.
Электрическое управление происходит по такому сценарию. Когда включен переключатель SB1, то при замыкании кнопки SA1 начинает срабатывать реле K2. Его работа задействует реле К1 и К3. Один из контактов К1.1 отвечает за газовую подачу, при этом К1.2 соединяет цепь и включает подачу электрического тока к электродвигателю. Двигательный тормоз выключается через К1.3. Время обратных действий задается резистором R2, и через этот промежуток времени срабатывают контакты реле К3. Результатом этих действий является подача газа в горелку, но процесс сварки еще не начат.
Сварочный процесс начинается после того, как зарядится конденсатор С2 и выключится реле К3. Тогда электродвигатель запускается, срабатывает реле К5, начинается подача проволоки и сварка.
Главным элементом узла управления, который отвечает за стабилизацию тока, является микроконтроллер. Параметры и возможность регулировки силы тока зависят от этого электрического элемента.
Когда размыкаются контакты кнопки SA1, в свою очередь, размыкается реле К2, тем самым выключая реле К1. Подача тока прекращается с помощью контакта К1.1, и тогда сварка прекращается.
Окончательный монтаж
Сначала в каркас монтируется преобразующий трансформатор с узлом управления. К трансформатору присоединяется сетевой кабель. Отдельным узлом собирается блок управления. Его блок при помощи кабеля подключается к трансформатору и горелке. Затем баллон с газом соединяется с горелкой.
Для изготовления и сборки нужен такой набор инструментов:
- Сварочный аппарат.
- Тиски с зубилами.
- Паяльник.
- Молоток.
- Плоскогубцы.
- Болгарка.
- Острый нож с линейкой.
- Комплект метчиков.
- Ножовка и дрель.
Правила безопасности
Сварочный полуавтомат замечательно подходит для выполнения ряда работ в домашних условиях. С его помощью даже новичок может получить чистый и красивый шов при сваривании различных материалов.
Чтобы работа была комфортной и производительной, нужно соблюдать ряд важных правил и особенно требования техники безопасности, а именно:
- К сварочному аппарату должен быть свободный доступ со всех сторон.
- Перед началом работ необходимо проверить заземление прибора и исправность всех соединений.
- Смотреть на световую дугу нужно через специальные средства защиты глаз.
- Сварочные работы в помещении нужно проводить при постоянном проветривании.
- Любые ремонтные работы надо проводить во время полного обесточивания устройства.
Соблюдение несложных правил сведет к минимуму риск травматизма, ожогов и обеспечит производительную сварку.
Оцените статью: Поделитесь с друзьями!Сварочный аппарат своими руками — 110 фото создания всех необходимых блоков
Основная часть специалистов считает, что создание аппарата для сварки не потребует особых навыков. Но прежде чем приступить к его изготовлению, нужно чётко понять в каких целях его можно использовать.
Очень важно, чтобы схема сварочного аппарата была как можно проще, изредка, даже применяют трансформаторы, изъятые из микроволновой печи. Изделие обязано функционировать от бытовой электрической сети с напряжением в 220В.
При этом выделяют целый каталог самодельных аппаратов, функционирующих от электрической сети в 380В.
Краткое содержимое статьи:
Комплектация
Сборка аппарата, в большинстве ситуаций, совершается для осуществления мелких сварочных работ, требуемых в бытовых условиях.
В комплектацию представленного аппарата включены следующие компоненты:
Блок питания
Главным компонентом в нём считается преобразователь (трансформатор), его можно создать из бывшего автотрансформатора или же из преобразователя, изъятого из микроволновой печи. Если используется последний вариант, то вынимая трансформатор из микроволновой печи нужно быть предельно осторожными, чтобы не навредить основной обмотке.
Дополнительная обмотка подвергается удалению и переделке. Расчёт числа витков и объема проводов из меди рассчитывается с учётом заранее подобранной мощности изготавливаемого аппарата.
Блок выпрямителя
Главными компонентами представленного оборудования являются диоды. Подборка мощности диодов выполняется таким образом, чтобы они были в состоянии выдержать предварительно установленные нагрузки. Для охлаждения диодов применяются специальные радиаторы, изготовленные из сплава алюминия.
При разметке установочной платы обязательно нужно оставить место для дроссели, которая создана сглаживать импульсы. Сборка выпрямителя выполняется на отдельной плате с применением гетинакса или текстолина.
Блок инвертора
Инвертор трансформирует поступающий из выпрямителя постоянный ток в переменный, который характеризуется высокой частотой колебания. Трансформация осуществляется с применением электронных схем на мощных транзисторах или тиристорах.
Изготовить сварочный инвертор своими руками – не трудно, главное, подобрать все представленные компоненты, присутствующие в комплектации. К тому же можно значительно сэкономить на дополнительной обмотке преобразователя, используя не медные провода, а медную жесть.
Технология сборки сварочного аппарата
Если вас интересует, как сделать сварочный аппарат собственноручно, то нужно следовать такому плану:
Выпрямитель располагается на одном пульте управления с преобразователем и дросселю. Регулятор силы тока располагается на панели управления.
С имеющихся катушек преобразователя (не задевая сердечник) удаляются дополнительные обмотки. К основной обмотке прикасаться не нужно, а вот среднюю можно перемотать проводом, выполняя отводы через последующие тридцать витков.
Применяя многожильный кабель силового типа с тремя фазами на две, расположенные по краям катушки до полноценного их наполнения требуется намотать дополнительную обмотку.
Клеммы для выведения дополнительного типа обмотки преобразователя изготавливаются из трубок, из меди, диаметр которых равен 10-12 миллиметров, в длину они достигают 30-40 миллиметров. Одна сторона клеммы расклепывается и в образовавшейся пластине просверливается выемка размером около десяти миллиметров, с обратной стороны, вставляется предварительно зачищенный провод.
С панели, размещённой сверху преобразователя, удаляются винты, оснащённые гайками, и заменяются усовершенствованными винтами, типа М10 – к ним подсоединяются клеммы.
Для выведения основной обмотки создается отдельная плата и прикрепляется к преобразователю. Предварительно в плате нужно создать 10-11 отверстий, в диаметре достигающих 6 миллиметров, и соединить с ними винты М6, содержащие две гайки и шайбы. Далее, осуществляется параллельное соединение двух боковых обмоток, а затем добавление к ним средней обмотки.
Главной характеристикой самодельного сварочного аппарата является то, что к электрической сети он может быть подключен только через рубильник, используя провода сечения около 1,5 мм2.
С фото сварочного аппарата, изготовленного своими руками можно ознакомиться в нашей галерее.
Если при изготовлении представленного аппарата своими руками возникают трудности, то всегда можно приобрести сварочный аппарат в магазине.
Фото сварочного аппарата своими руками
Также рекомендуем посетить:
Автоматическое сварочное оборудование | Новый и отремонтированный
Автоматизируйте сварочный процесс сегодня
Установка и оборудование для автоматизации сварки и резки — новые, бывшие в употреблении и отремонтированные на продажу
Хотя есть много сварочных работ, которые лучше всего выполнять вручную, и многие другие, которые могут быть выполнены вручную при необходимости (например, если сварка слишком мала, чтобы иметь автоматический сварочный аппарат, или если необходимо провести ремонт далеко от одного из этих устройств), есть также много сварных швов, с которыми вполне можно справиться с помощью автоматизированного процесса сварки.Некоторые из них, такие как сварка труб большого диаметра во многих промышленных приложениях (например, на нефтяных буровых платформах и химических заводах, если назвать только два примера), должны выполняться с помощью автоматического сварочного аппарата, такого как орбитальный сварочный аппарат, из-за точность, необходимая для предотвращения потенциально опасной утечки.
Обычно используется автоматический сварочный аппарат в двух различных ситуациях. В полуавтоматической сварке используется предварительно запрограммированный автоматический сварочный аппарат, но детали фактически загружаются на сварочный стенд (или его аналог) оператором, который размещает их, а затем включает сварочный аппарат до тех пор, пока сварка не будет завершена.Затем оператор удаляет готовую деталь и повторяет процесс столько раз, сколько необходимо.
Полностью автоматическая сварка устраняет человеческий фактор, за исключением того, что он в целом следит за тем, чтобы машины работали должным образом. В этих установках детали и готовые заготовки перемещаются другими машинами, такими как конвейерные ленты, и операция сварки часто является непрерывной для большого количества отдельных деталей. Это действительно промышленное использование автоматического сварочного аппарата, которое в основном используется на очень крупных предприятиях, таких как автомобильные заводы.
Достоинства и недостатки сварочного автомата
Сварочные автоматыимеют как преимущества, так и недостатки, и, как и во многих других случаях, выигрыш в одном месте компенсируется потерями в другом. Сварочные автоматы намного быстрее, чем могут надеяться опытные сварщики, и обеспечивают достойное качество работы, несмотря на их большую скорость. Автоматический сварочный аппарат примерно в восемь раз быстрее, чем ручной сварщик. Эти сварщики не останавливаются и не устают, хотя в конечном итоге они могут перегреться, и их необходимо отключить на время.Поскольку много сварочного лома образуется из-за усталости сварщика, когда человек держит электрод, потери будут меньше в течение долгого рабочего дня, когда автоматические сварочные системы являются основными «рабочими».
Сварочные автоматытакже обеспечивают высокое качество сварного шва, поскольку они полностью единообразны в применении электрической дуги или другого сварочного инструмента. Машины всегда в работе, если только они не выходят из строя, и после того, как они были куплены, им не нужно платить.
И наоборот, сварщики-люди все еще сохраняют некоторые преимущества перед сварочными автоматами. Стоимость установки даже небольшого набора автоматов для сварки может составлять около четверти миллиона долларов США, поэтому начальные затраты на человека-сварщика намного меньше. Автоматические сварочные аппараты также требуют очень много времени для настройки, поэтому срочность сварочных работ также должна быть взвешена. Ручная сварка чрезвычайно универсальна, в то время как автоматические сварочные аппараты выполняют эту задачу периодически и должны быть полностью перенастроены, если необходимо выполнить другой сварной шов.Кроме того, если техническое обслуживание не выполняется должным образом, машины могут выйти из строя и вызвать катастрофическую паузу в производстве. Сварочные автоматы бывают быстрыми, эффективными и очень полезными, но они не являются полным решением для каждой ситуации, и об этом должны помнить их потенциальные пользователи.
Полностью или полуавтоматические сварочные системыбывают разных форм и размеров и могут использоваться в самых разных областях, от сварки труб до судостроения.
Колонна и стрела (TIG, плазменная сварка, MIG и процесс под флюсом)…
Чтобы соответствовать строгим требованиям аэрокосмической и ядерной техники, манипуляторы с колоннами и стрелами должны обеспечивать исключительную жесткость и низкий прогиб под нагрузкой. Другие важные требования включают плавность и постоянство движения оси. Для удовлетворения этих требований был разработан ряд манипуляторов с колоннами и стрелами, в которых используются высококачественные вспомогательные компоненты и снятые напряжения конструкции, которые включены в конструкцию, что обеспечивает лучшую в своем классе устойчивость.Эта философия дизайна применяется к более крупным моделям для тяжелых условий эксплуатации.
Легкий режим и стандартный диапазон обычно больше подходят для применения в аэрокосмической отрасли и в точной легкой технике, где важными факторами являются минимальный прогиб стрелы и отсутствие вибрации при полном выдвижении стрелы. Существуют варианты для прецизионного привода стрелы (для линейной сварки) или даже прецизионного привода колонны (вертикального) с использованием механизмов типа шарико-винтовой передачи с рециркуляцией. Как и во всех манипуляторах с колонной и стрелой, движение стрелы и колонны может осуществляться через прецизионные подшипники и направляющие.Конструктивные особенности включают изделия из толстого сечения, которые были сняты напряжения, чтобы обеспечить высочайшие стандарты прямолинейности и допусков по размерам. Применимые процессы сварки включают TIG, плазменную сварку и MIG / MAG, где высокая нагрузка на сварочную головку не является основным фактором.
Манипуляторы с колонной и стрелойHeavy Duty и Extra Heavy Duty имеют те же конструктивные особенности, что и легкие и стандартные манипуляторы, поэтому их также можно использовать для точных применений, включая такие процессы, как Dual Arc — Plasma / TIG.Тем не менее, эти устройства найдут применение в основном в процессах MIG / MAG и сварки под флюсом (SAW), предлагая ряд дополнительных функций, включая тележки с приводом и вращение шкворня колонны. Для перевозки всего контрольного и сварочного оборудования доступны специальные негабаритные ходовые тележки.
Если заводское пространство является важным фактором, мы можем предложить модели с выдвижной стрелой, что минимизирует потребность в пространстве сзади. Движение телескопических секций синхронно, чтобы обеспечить максимально возможную плавность движения.
Все манипуляторы с колонной и стрелой предназначены для работы с целым рядом органов управления. В зависимости от размера и режима работы управление движением стрелы может осуществляться с помощью преобразователя частоты с обратной связью энкодера.
Бренды сварщиков колонн и стрел включают Bode, ESAB, SAF, Lincoln, Gullco, Pandjiris, Ransome, Arsonson
.Сварочные аппараты (TIG, плазменные и MIG-процессы) …
Установки для сварки продольным швом подходят для производства труб для самых разных толщин и длин материалов.Применения варьируются от шовной сварки труб малого диаметра с короткой длиной и сверхтонкой толщиной стенки для изготовления сильфонов и инструментов до резервуаров для напитков и пивоварения большого диаметра и толстостенных сосудов под давлением. Бренды сварщиков швов включают Bode, Jetline, ProArc, SAF, AMET, ESAB, Koike.
Свяжитесь с нашей командой, если вам понадобится помощь и совет по выбору подходящей машины и области применения для вашего проекта.
Примеры промышленности по сварке швов…
Ниже приведены некоторые примеры передовых технологий сварки швов, используемых в различных коммерческих секторах — авиакосмическая промышленность, автоматика, сильфоны, вытяжка дыма, резервуары для нагрева воды, молочное оборудование
Сварочные станки (плазменная сварка TIG и процесс MIG) …
Поставляются новые и бывшие в употреблении сварочные аппараты токарного типа для систем кольцевой сварки, подходящие для небольших компонентов, таких как сильфоны, датчики и преобразователи, вплоть до разнообразных более крупных компонентов, включая резервуары для горячей воды, топливные контейнеры, контейнеры для ядерных отходов, продукты питания и напитки. контейнеры.
Для деталей малого и среднего размера мы предлагаем нашу новую линейку токарных станков Pro-Arc. Эти агрегаты головки и задней бабки оснащены редукторами со сверхнизким люфтом и гармоническими искажениями и приводом серводвигателя энкодера. Существуют варианты настольных и отдельно стоящих моделей с элементами управления, подходящими для самых требовательных точных применений. Типичные процессы сварки включают Micro TIG, Micro Plasma, TIG, Plasma и MIG.
Системы круговой токарной сварки могут работать с деталями диаметром до 1500 мм и весом до 10 000 кг.Меньшие модели идеально подходят для сварки таких компонентов, как воздушные цилиндры, клапанные сборки, каталитические преобразователи и гидравлические приводы. Возможны различные варианты управления, включая ПЛК. Обычно выбирается процесс сварки TIG, плазма и MIG, что отражает требования к сварным швам более толстого сечения.
Марки токарного сварочного оборудования: Bode, Jetline, Pandjiris, Pro-Arc, Weldlogic,
Примеры использования сварочных станков …
Ниже приведены некоторые примеры передовых технологий сварочных токарных станков, используемых в различных коммерческих секторах.Аэрокосмическая техническая сварка, Приборы и датчики, Сварка паром, воздухом и водой под давлением, Сварка боеприпасов
Роботизированное сварочное оборудование
Есть два популярных типа промышленных сварочных роботов. Это двое роботов с шарнирным соединением и прямолинейные роботы. Робототехника контролирует движение вращающегося запястья в пространстве. Описание некоторых из этих сварочных роботов приведено ниже: Прямолинейные роботы движутся по одной из трех осей (X, Y, Z). Помимо линейного движения робота по осям, к роботу прикреплено запястье, обеспечивающее вращательное движение.Это создает роботизированную рабочую зону в форме коробки.
В шарнирно-сочлененных роботах используются руки и вращающиеся шарниры. Эти роботы движутся как человеческая рука с вращающимся запястьем на конце. Это создает роботизированную рабочую зону неправильной формы. При настройке сварочного робота необходимо учитывать множество факторов. Роботизированную сварку нужно спроектировать иначе, чем ручную сварку. Роботизированная сварочная система может работать с большей повторяемостью, чем ручной сварщик, из-за однообразия задачи.Однако для роботов может потребоваться регулярная калибровка или перепрограммирование.
Роботы должны иметь количество осей, необходимое для обеспечения правильного диапазона движений. Рука робота должна иметь возможность подходить к работе под разными углами. Роботизированные сварочные системы могут работать непрерывно при соблюдении соответствующих процедур технического обслуживания. Непрерывные простои производственной линии можно свести к минимуму с помощью правильной конструкции роботизированной системы. Необходимо завершить планирование следующих непредвиденных обстоятельств:
· Быстрая замена вышедших из строя роботов.
· Установка резервных роботов на производственной линии
· Распространение сварки сломанных роботов на работающих роботов рядом с
Бренды сварщиков-роботов включают Motoman, OTC, Kuka, ABB, Fanuc, Panasonic, Miller, Lincoln
Преимущества роботизированной сварки
Производительность
Робот обычно работает между двумя или более рабочими станциями. Это означает, что во время цикла роботизированной сварки оператор выгружает сварную сборку, а затем загружает новые компоненты в сварочную арматуру.Поскольку меньше манипуляций по сравнению с циклом ручной сварки, робот достигает гораздо более высокого уровня времени горения дуги. Робот также очень быстро перемещается между суставами, что дает дополнительную экономию времени цикла. Обычно роботизированная система увеличивает производительность в два-четыре раза. Это зависит от характера сварки. Сборка с большим количеством коротких сварных швов может быть произведена с наибольшей экономией времени. Снижение затрат, которое приносит роботизированная сварка, может помочь компаниям стать более конкурентоспособными и победить конкуренцию со стороны стран-производителей с низкими затратами в Восточной Европе или Китае.Чтобы оценить, какого рода повышение производительности может быть достигнуто, было бы целесообразно сравнить время ручной сварки со временем роботизированной сварки.
Качество
Робот имеет очень высокую повторяемость (± 0,08 мм) и отличную точность следования по траектории. Робот представляет сварочный пистолет с правильным углом сварки, скоростью и расстоянием сварки. Высокий уровень интеграции сварочного оборудования гарантирует, что оптимальные условия сварки могут быть использованы для каждого соединения.Конечным результатом является неизменно высокое качество продукции, изо дня в день, из года в год со снижением затрат на доработку, брак или удаление сварочных брызг.
Расходные материалы
Сварщик, выполняющий сварку вручную, должен решать, как выполнять сварку в соответствии с правильными стандартами, но часто сварной шов бывает слишком большого размера. Однако робот всегда сваривает швы правильной длины и размера, которые он был запрограммирован на выполнение. Это означает, что можно добиться некоторой потенциальной экономии на расходе проволоки. Если, например, ручной сварщик сваривает угловой шов 5 мм, а требуется только 4 мм, экономия только на сварочной проволоке составит ошеломляющие 36%!
Труда
В последние годы становится все труднее нанимать сварщиков-ручных сварщиков.Как правило, существует определенная текучесть кадров, и это, конечно, требует затрат на набор и обучение. Когда рабочая сила является проблемой, компании часто вынуждены работать сверхурочно или нанимать дополнительную рабочую силу по контракту для удовлетворения потребностей, и это может серьезно повлиять на производственные затраты. Если продукты не могут быть доставлены конечному потребителю, могут быть понесены штрафные санкции или будущий бизнес может оказаться под угрозой. Хотя ручная сварка будет требоваться всегда, компании, инвестирующие в роботизированную автоматизацию, гораздо меньше зависят от ручной сварки.
Безопасность
Роботизированная сварочная система решает проблемы, связанные со здоровьем и безопасностью, связанные с опасным сварочным дымом и воздействием дуги. Компании могут снизить риск того, что их сотрудники потребуют компенсации, если они пострадали от опасной производственной среды.
Гибкость
Робот может использоваться для сварки многих различных продуктов и позволяет компаниям рассматривать производство точно в срок. За счет сокращения незавершенного производства и уровня запасов можно добиться экономии за счет того, что к уровню запасов добавляется меньшая стоимость с точки зрения затрат на рабочую силу, транспортировку и хранение.
Площадь
По сравнению с такой же производительностью, полученной при ручной сварке, роботу требуется меньше места на полу.
Хотели бы вы поговорить с нашей командой?
Может быть, вы не уверены, какой сварочный аппарат вам подходит? Наши специалисты по продажам будут рады обсудить ваши требования к сварке.
Обладая обширными знаниями обо ВСЕХ марках и моделях, они могут предложить наиболее подходящую машину для вашего применения и бюджета.
С понедельника по пятницу в течение рабочего дня с 8:00 до 17:00 по Гринвичу мы постараемся ответить на ваш запрос в течение 2 часов с момента получения вашего электронного письма.
Превосходный полуавтоматический сварочный аппарат по привлекательной цене
Повысьте производительность и эффективность своего сварочного бизнеса с сенсационным полуавтоматическим сварочным аппаратом , доступным по привлекательным предложениям на Alibaba.com. Этот полуавтоматический сварочный аппарат оснащен революционными инновациями, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы.Полуавтоматический сварочный аппарат потребляет мало электроэнергии при сохранении заданной мощности, независимо от того, используется ли он в личных целях или в деловых целях.
Современные изобретения, лежащие в основе конструкции и стиля полуавтоматического сварочного аппарата , делают его очень гибким и применимым в широком спектре сварочных задач. Полуавтоматический сварочный аппарат не подвержен неблагоприятным воздействиям сильной жары или холода, что делает его пригодным и применимым в широком диапазоне погодных условий.Они имеют широкий выбор, учитывающий многочисленные факторы и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящий полуавтоматический сварочный аппарат для своих нужд.
Доступность этих полуавтоматических сварочных аппаратов на Alibaba.com вызывает недоумение, учитывая их неограниченную мощность и поразительную производительность. Затраты на эксплуатацию и техническое обслуживание полуавтоматического сварочного аппарата также невероятно низкие благодаря легкодоступным запасным частям и простоте их ремонта.Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными поставщиками и продавцами полуавтоматического сварочного аппарата на сайте, если вам потребуются дополнительные инструкции.
Поднимите свой сварочный бизнес на новый уровень с помощью привлекательного полуавтоматического сварочного аппарата на Alibaba.com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете наиболее подходящий полуавтоматический сварочный аппарат для их выполнения.Воспользуйтесь скидками сегодня и убедитесь, что вы можете платить доступные цены за качественную продукцию.
Общие сведения о сварке в стационарных автоматах — FABTECH USA
Общие сведения о сварке в стационарных автоматах
УГО ОКВУАГВУ, менеджер сегмента рынка в Трегаскисе, Виндзор, Онтарио, Канада; и Бернард, Бичер, Иллинойс,
Перепечатано с разрешения: The AWS Welding Journal
Этот процесс наиболее эффективен в сочетании с конкретными компонентами и используется на сварных швах, требующих повторяемости
Когда дело доходит до автоматизации процесса сварки, многие компании выбирают роботизированные сварочные системы из-за гибкости, которую они обеспечивают, и их способности достигать и сваривать несколько стыков.Эти системы предлагают преимущества скорости и точности и могут быть перепрограммированы для управления новыми проектами.
Но эти роботизированные системы подходят не для каждого приложения. В таких отраслях, как нефтегазовая, железнодорожная, производство металлоконструкций и судостроение, конфигурации соединений часто менее сложны и состоят из одной свариваемой детали, а не из полных сборок. В этом случае обычно предпочтительна сварка с фиксированной автоматизацией.
О стационарных автоматах сварки
Стационарная автоматическая сварка, иногда называемая жесткой автоматической сваркой, обычно используется для соединения труб, несущих балок, резервуаров и сосудов в цехе перед их перемещением на строительную площадку, где они будут введены в эксплуатацию — рис.1. Его также можно использовать для сварки стальных листов для общей обрабатывающей промышленности или при производстве водонагревателей и пропановых резервуаров.
Одним из общих факторов в этих применениях является потребность в продольных или круглых (внутренний или внешний диаметр) сварных швах, которые требуют повторяемости, а не универсальности. Другие факторы, которые делают применение для стационарной автоматической сварки, включают следующее:
- Большой объем аналогичных деталей с низким разнообразием,
- Крупные детали с очень длинными сварными швами или несколькими аналогичными сварными швами, и
- Крупные детали, которые сложно сварить вручную.
В некоторых случаях стационарная автоматическая сварка может помочь компаниям достичь высоких производственных целей при относительно низких затратах. Одному оператору также легко контролировать и загружать детали, что делает это желательным с точки зрения рабочей силы, особенно с учетом нехватки квалифицированных сварщиков, с которой сталкивается отрасль.
Стационарную автоматическую сварочную ячейку можно настроить двумя способами. Для первого варианта требуется инструмент, который удерживает деталь на месте, в то время как стационарный автоматический сварочный пистолет перемещается вдоль сварного шва с помощью механизированного сварочного аппарата или гусеницы и каретки, которые удерживают пистолет на месте.Этот вариант подходит, например, для длинной несущей балки.
Во втором сценарии сварочный пистолет может быть закреплен в одном месте с помощью инструмента, в то время как деталь, такая как труба, вращается на токарном станке или кольцевом приспособлении во время процесса сварки. На сегодняшнем рынке есть оборудование, которое может вращать детали самых разных диаметров и веса.
Инструмент для фиксированной автоматической сварки предлагает минимальную гибкость и может быть дорогостоящим для настройки новых деталей.Это особенно актуально по сравнению с роботизированной сварочной системой, которую можно перепрограммировать для сочленения и сварки в различных положениях по осям X, Y и Z.
При инвестировании в инструмент для стационарной автоматической сварки важно, чтобы компании заранее определили, каким будет их долгосрочное применение. Будут ли они продолжать сваривать прямые или круглые детали в обозримом будущем?
Как избежать ошибок в процессе
Сварочный пистолет является очень важной частью стационарной автоматической системы сварки.Компании нередко используют самодельный подход к этому элементу оборудования, устанавливая полуавтоматический пистолет на место с различными компонентами, чтобы имитировать работу стационарного автоматического пистолета. Иногда это делается из соображений удобства, из-за большого количества полуавтоматического оружия в магазине или из-за предполагаемой экономии средств.
К сожалению, сборка самодельного пистолета для этого процесса может занять много времени на настройку и обслуживание, что отрицательно сказывается на производительности.Он также не оптимизирован для стационарной автоматической сварки. Качество может пострадать из-за сварных швов вне шва или других несоответствий, что приведет к переделкам, которые еще больше снизят производительность и увеличат затраты. Кроме того, если требуются запасные части, возможны изменения в сборке, поскольку она не предназначена для этого процесса. Опять же, это может привести к проблемам с качеством.
Вместо этого важно приобрести стационарный автоматический сварочный пистолет, предназначенный для данного процесса. Эти пистолеты имеют согласованные компоненты, которые могут быть приобретены у производителей, поэтому сварные швы можно повторить.Производители оружия также могут предоставить сервис и техническую поддержку.
Взгляд на выбор
Сварочные пистолетыдолжны быть указаны или настроены для применения в соответствии с доступным пространством, с учетом расстояния между пистолетом и деталью и расстояния до механизма подачи проволоки. Эти факторы влияют на длину и изгиб или угол шеи, а также на выбор кабеля.
Шейки обычно доступны на рынке различной длины, примерно от 4 до 12 дюймов.и с прямой шеей, либо с углами 22, 45 или 60 град. изгибы. Компаниям необходимо определить вылет, необходимый для достижения сварного шва, а также угол, необходимый для выполнения качественной сварки.
Длина кабеля варьируется от 3 футов до 25 футов. Более длинные кабели идеально подходят для подключения механизма подачи проволоки, расположенного дальше от детали, в том числе на стреле. В других ситуациях компания может установить питатель непосредственно на инструмент или поблизости, и в этом случае беспроводной пистолет является вариантом для операций с воздушным охлаждением.Эти пистолеты подключаются непосредственно к механизму подачи проволоки через штырь питания и не требуют кабеля.
При выборе фиксированной автоматической сварочной горелки также необходимо учитывать силу токаи рабочий цикл, и оба зависят от толщины свариваемого материала и требуемого времени горения дуги. Стационарные автоматические сварочные горелки с воздушным охлаждением обычно доступны в моделях от 300 до 500 А с рабочим циклом 60% или 100%. Рабочий цикл определяется количеством времени в течение 10-минутного цикла, в течение которого пистолет может сваривать без чрезмерного нагрева.
Горловины этих сварочных пистолетов отличаются особой прочностью, поскольку они имеют меньше внутренних каналов, чем пистолет с водяным охлаждением, и их охлаждение зависит от окружающего воздуха. Они также более устойчивы к изгибу, а запасные части дешевле.
Для сварки с постоянным током и большей силой тока, когда требуется более длительная сварка более толстого материала, лучшим выбором может быть пистолет с водяным охлаждением. Эти модели обычно доступны с силой тока от 450 до 600 А и имеют 100% рабочий цикл.
Другой вариант — гибридные сварочные горелкис водяным охлаждением. Эти стационарные автоматические сварочные пистолеты имеют прочную шейку, аналогичную модели с воздушным охлаждением, с водяными каналами, проходящими снаружи от нее. Эти каналы упрощают обслуживание сварочных пистолетов по сравнению со стандартными пистолетами с водяным охлаждением.
Дополнительные соображения
Наряду с выбором соответствующих компонентов для стационарного автоматического сварочного пистолета, также важно выбрать высококачественные расходные материалы — сопла, контактные наконечники и газовые диффузоры.Это помогает минимизировать время простоя из-за частых переналадок и поддерживает производственные цели. Они также могут уменьшить проблемы с качеством, которые могут потребовать доработки позже в процессе сварки.
Расходные материалы могут использоваться в различных типах сварочных пистолетов, в том числе в полуавтоматических и стационарных автоматических. Такая совместимость может упростить инвентаризацию и предотвратить ошибки при установке новых расходных материалов на сварочный пистолет любого типа.
Рис. Стационарная автоматическая сварка обычно используется в цехе для соединения труб, несущих балок, резервуаров и сосудов перед их перемещением на строительную площадку, где они будут введены в эксплуатацию.
Создаем сварочный полуавтомат своими руками
Зачем создавать сварочный полуавтомат руками? Дело в том, что эта полезная вещь в хозяйстве будет стоить около 200 долларов. Если говорить о агрегатах промышленного типа, то уже задействовано более 1000 долларов США. Соответственно, позволить себе данное устройство может далеко не каждый. Если хорошо покопаться в интернете, то можно найти, что самый дешевый сварочный инверторный полуавтомат стоит около 13 тысяч рублей.
Тоже не впечатляет, не правда ли? Так что это минимум минимум! Любой 350-й Jasic MIG — это минус 60 тысяч рублей из вашего бюджета. Словом, в пользу самостоятельной сборки указанного устройства говорит многое.Понятно, что мы не собираемся вдаваться в подробности останавливаться на круге задач, позволяющих выполнить описываемое устройство, потому что если вы решили сделать сварочный полуавтомат своими руками, то наверняка поймете, почему он необходим. Давайте лучше сосредоточимся на основных узлах, входящих в его состав.
Самым сложным элементом является механизм, выдающий проволоку. От того, насколько качественно он будет изготовлен, зависит поставка проволоки. Это, в свою очередь, влияет на качество сварных швов. Многие, кому удалось сделать сварочный полуавтомат своими руками, использовали для создания этого механизма редуктор из автомобильных дворников. Кроме того, вам понадобится еще и электродвигатель.Второй по значимости конструктивный элемент — силовой трансформатор. В идеале, конечно, лучше использовать готовый, но если по каким-то причинам это невозможно, можно перемотать самостоятельно.На какие параметры этого устройства следует обращать внимание в первую очередь? Это номинальный выходной ток (50 А) и выходное напряжение, которое должно быть от 9 до 15 В. Очень желательно, чтобы его можно было регулировать, изменяя коэффициент трансформации. Для этого в обмотке (первичной) создаются изгибы. Смещения фаз во время применения устройства можно избежать, используя трехфазный трансформатор и сеть.
Известно, что сварочный самодельный полуавтомат работает на постоянном токе.После трансформатора нам нужно его расправить. Для этого вам понадобится выпрямитель, состоящий из достаточно мощных диодов. Кстати, если трансформатор однофазный (отличается наличием двух входов) — потребуется четыре диода. Если будет три розетки, то вдвое меньше. Использование трехфазного трансформатора подразумевает использование шести диодов.Из остальных узлов можно отметить дроссель, который нужен для повышения стабильности горения дуги, запорный газовый клапан, втулку, через которую подается проволока, выключатель стартера.
Для питания двигателя от различных источников тока (постоянного). Наиболее доступный вариант — реостат, трансформатор и диодный мост. Кстати, если вы создаете сварочный полуавтомат своими руками, то лучше всего разместить все эти компоненты в корпусе агрегата.
Диаграмма. Как сделать сварочный полуавтомат своими руками Схема подключения полуавтомата
Собрать сварочный полуавтомат своими руками из инвертора не так уж и просто, так как эта задача потребует определенных знаний в области электроники, умения спаять различные элементы… Обязательно хорошо знать основные принципы работы оборудования, позволяющего проводить сварку в полуавтоматическом режиме.
Для перевода инверторного устройства из ручного режима вам потребуется определенное оборудование. Также необходимо иметь под рукой ряд комплектующих, без которых полноценное выполнение работ невозможно:
- Так как полуавтоматическая сварка будет работать от инвертора, нужно будет взять инвертор, способный генерировать сварочный ток, сила которого будет достигать не менее 150 А;
- Специальный механизм, обеспечивающий равномерную и постоянную подачу проволоки;
- Горелка, являющаяся ключевым рабочим элементом;
- Шланг необходимого диаметра, по которому будет подаваться проволока;
- Другой шланг, по которому в зону сварки металла будет подаваться специальный защитный газ;
- Катушка с намотанной на нее сварочной проволокой, однако эту деталь придется переделывать определенным образом;
- Специальный блок электронного типа, с помощью которого будет управляться работа сварочного полуавтомата собственного изготовления.
Наибольшее внимание необходимо уделить устройству подачи, которое отвечает за подачу проволоки в зону сварки. Для получения максимально точного шва без различных дефектов с внешней стороны скорость подачи проволоки в самодельном сварочном полуавтомате подбирается так, чтобы проволока успела полностью расплавиться и образовать качественный шов.
Следует отметить, что в процессе полуавтоматической сварки у проволоки разного диаметра и из разных материалов, соответственно, индекс плавления будет разным.Чтобы работа со сварочными полуавтоматами была максимально удобной, в самодельном строительстве обязательно должен быть механизм регулировки скорости работы устройства, которое будет подавать проволоку.
Как правильно переделать трансформатор из инвертора?
Чтобы в конечном итоге получить качественный сварочный полуавтомат, необходимо внести определенные изменения в инверторный трансформатор. Сделать это самостоятельно не так уж сложно, однако для этого придется соблюдать ряд определенных правил.
В первую очередь нужно изготовить обмотку трансформатора. Для этого вам понадобится медная полоса и намотка из термобумаги. Необходимо найти именно полосу, проволока для этих целей не подойдет, так как собранный таким способом сварочный полуавтомат своими руками сильно нагреется.
Вторичная обмотка также требует доработки. В схему полуавтомата сварки необходимо добавить еще одну обмотку трансформатора, в которую входят три слоя олова.
Каждый из них нужно будет дополнительно утеплить лентой из фторопласта. Концы родной обмотки и изготовленной своими руками нужно будет спаять, вставив их в печатную плату.
Это технологическое решение способствует значительному увеличению проводимости токов. Чтобы знать, как сделать сварочный полуавтомат своими руками, нужно помнить о необходимости включения в схемы сварочного полуавтомата вентилятора, который будет использоваться для того, чтобы качественно охладить всю конструкцию, не допуская ее перегрева. .
Как правильно настроить инвертор на полуавтоматическую сварку?
Для внесения определенных изменений в схемы самодельных сварочных полуавтоматов необходимо предварительно полностью обесточить эту конструкцию … Для дополнительной защиты от перегрева на радиаторах необходимо установить входной и выходной выпрямитель, а также выключатели питания.
При выполнении всех этих действий силовая часть сварочного аппарата подключается к блоку управления и его пытаются подключить к электросети.Сначала должен загореться индикатор, свидетельствующий о том, что продукт подключен. Перед испытанием изделия в сварке необходимо подключить к выходам осциллограф и с его помощью попытаться найти электрические импульсы, частота которых должна быть в диапазоне от 40 до 50 кГц. Между ними необходимо поддерживать зазор 1,5 мкс — такого эффекта можно добиться, изменяя входное напряжение. Как только оптимальное напряжение будет найдено, вы можете попробовать подключить сварочную проволоку и сварить две детали.
Как отрегулировать механизм подачи?
Схемы самодельных сварочных аппаратов подразумевают особый механизм подачи.Если заготовки для этого элемента нет, можно собрать самостоятельно по чертежам.
Для этого потребуется взять два подшипника, размер которых должен соответствовать размеру 6202; Также понадобится электродвигатель от дворников автомобиля, и чем меньше его размер, тем лучше.
При выборе сварочного аппарата и его соответствии схеме полуавтомата необходимо внимательно следить за тем, чтобы он вращался строго в одну сторону. Кроме того, потребуется взять валик диаметром ровно 25 мм.Он насаживается на вал двигателя через резьбу. Все нестандартные элементы конструкции изготавливаются самостоятельно — так в будущем будет намного проще производить.
Механизм подачи включает две пластины, на которых установлены подшипники. Между ними находится ролик с подключенным к нему электродвигателем. Пластины сжимаются пружиной, такой же элемент схемы самодельного механизма подачи позволяет прижимать подшипники к ролику. Механизм собран на специальной текстолитовой пластине, ее толщина составляет около 5 мм.Это делается таким образом, чтобы сварочная проволока выходила из механизма в районе разъема.
Этот разъем, в свою очередь, подключается к сварочному рычагу, установленному на передней части корпуса. К этой же пластине подключена катушка с намотанной проволокой. Чтобы катушка хорошо удерживалась на механизме подачи, под ней делается специальный вал, который крепится перпендикулярно текстолитовой пластине. На краю вала следует нарезать резьбу, чтобы катушка максимально плотно прилегала к ней.
Принципиальная схема самодельного сварочного полуавтомата практична, надежна и экономична. Стоит отметить, что конструкция наверняка будет выглядеть не очень привлекательно, однако по своим эксплуатационным характеристикам она вряд ли будет чем-либо отличаться от профессионального промышленного оборудования.
Все элементы, расположенные в подающем механизме, рассчитаны на стандартную катушку. Однако у этой конструкции есть один серьезный недостаток — сварка будет выполняться.
Как выглядит дроссельная рана?
Для того, чтобы дроссель работал надежно и при этом не перегревался при прохождении через него электрического тока, нужно использовать OSM-0.4 трансформатора, мощность которого составляет 400 Вт. Кроме того, при изготовлении качественной конструкции придется использовать эмалированный провод, минимальный диаметр которого должен составлять 1,5 мм, однако лучше брать с небольшой запас, например 1,8 мм.
На дроссель нужно намотать два слоя провода, причем они должны быть качественно изолированы друг от друга. Провода в каждом из них уложены максимально плотно — это необходимо для получения качественной индукционной катушки. На следующем этапе следует использовать алюминиевую шину размером 2.8х4,65 мм.
Наматывают в один слой, делая 24 витка, а оставшиеся концы делают длиной примерно 30 см. В дальнейшем необходимо будет собрать сердечник; между ним и катушкой должен быть зазор примерно 1 мм. Чтобы соединение было как можно более жестким, между сердечником и обмотками необходимо проложить небольшие кусочки печатной платы.
Подобный дроссель можно сделать на железной основе из цветного или черно-белого лампового телевизора типа TS-270, и это будет намного проще, так как вам нужно будет установить только одну катушку, которая сделана из алюминиевый автобус.
Для питания схемы управления также необходимо использовать трансформатор, причем эту конструкцию не обязательно собирать самостоятельно, так как можно приобрести готовый продукт по невысокой цене … Главный критерий — чтобы конструкция обеспечивала 24 В при токе около 6 А.
Суммировать
Если вся конструкция будет правильно собрана, то пользоваться ею будет очень удобно, а срок службы превзойдет даже профессиональные устройства. Однако при неправильной сборке наиболее уязвимым элементом конструкции будет регулятор подачи проволоки, поэтому иногда эти элементы необходимо отремонтировать или предотвратить.
В остальном сварка металлических деталей на самосборном полуавтомате довольно удобна и проста, так как эта технология намного проще по сравнению с традиционной ручной электродуговой сваркой.
Использование полуавтоматического сварочного аппарата упрощает работу с металлами. Эта техника позволяет легко соединять различные сплавы. Сварочный полуавтомат можно сделать своими руками из имеющегося инвертора, а самодельный агрегат будет отличаться универсальностью и функциональностью в использовании, позволяя сэкономить на покупке промышленного оборудования.
Особенности конструкции
Особенностью конструкции сварочного полуавтомата является постоянная подача расплавленной проволоки в зону сварки, которая используется вместо металлических электродов. Подача проволоки происходит автоматически, с возможностью изменения скорости движения гибких электродов. Используемая сварочная проволока обеспечит постоянный контакт стыкуемых поверхностей, этот материал имеет меньшее сопротивление по сравнению со стандартными электродами, что улучшает качество соединения.
Полуавтоматическая сварка универсальна, что позволяет с помощью данной технологии сваривать металлы различных характеристик, в том числе нержавеющую сталь, цветные сплавы, алюминий и другие. Овладеть правильной техникой полуавтоматической сварки несложно. Самодельные устройства удобны в использовании, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от типа полуавтоматы могут иметь дополнительное сопло для подачи газа, а соединение металлов осуществляется в защитной среде, что позволяет исключить последующее образование коррозии в сварном шве.
Сварочные инверторы, предлагаемые сегодня в магазинах, универсальны, и во многих из них реализована функция «два в одном». Обладая малой мощностью и габаритами, полуавтомат два в одном может работать с тугоплавкими металлами и толстыми металлическими заготовками.
Многие домовладельцы, которым часто приходится выполнять сварочные работы, решают изготовить такое оборудование самостоятельно. К достоинствам самодельных полуавтоматов от инвертора можно отнести следующие:
Среди недостатков данной технологии и самого оборудования можно отметить высокую стоимость полуавтоматов, которые при схожих с инвертором характеристиках могут иметь цена в два-три раза выше.Неудивительно, что многие домовладельцы решают изготовить технику своими руками, что позволяет значительно снизить затраты без потери качества устройства.
Изготовление своими руками
Самый простой способ — сделать самодельный полуавтомат из инвертора на базе мощного блока питания. Вы можете сделать инвертор самостоятельно или использовать его из имеющегося оборудования. Для полуавтомата следует использовать инверторы мощностью не менее 150 ампер.
Существуют схемы переделки оборудования, позволяющие установить мощность, которой хватит для проведения полуавтоматической сварки.Устройство такого типа будет сложно реализовать, поэтому рекомендовать применение маломощных силовых агрегатов можно только опытным радиолюбителям, умеющим изготавливать действительно сложную технику.
Сделать качественное оборудование возможным, если у вас есть сварочный инвертор для полуавтоматической пусковой цепи. К характеристикам такого блока можно отнести:
- Первичный ток — 8-12 А.
- Напряжение питания — 220 или 380 вольт.
- Напряжение холостого хода — 36-42 Вольт.
- Сварочный ток — 40-120 ампер.
- Регулировка напряжения с шагом плюс-минус 20%.
это оптимальные параметры для бытового сварочного полуавтомата, способного работать с металлами различных огнеупоров. Впоследствии, используя дополнительные чертежи для увеличения мощности инвертора, можно изменить основные характеристики , что позволяет использовать такое оборудование в бытовых и промышленных целях .
Необходимые комплектующие
Для изготовления гаражного сварочного аппарата для полуавтомата своими руками потребуется:
- Горелка для инвертора.
- Механизм подачи проволоки.
- Прочный внутренний шланг для сварочной проволоки.
- Катушка с проволокой.
- Герметичный газовый шланг.
- Блок управления инвертором.
Самый простой способ — поместить инвертор и механический блок управления в отдельную коробку, для чего используются блоки от старого компьютера. Наличие питания в системном блоке дает возможность значительно упростить изготовление оборудования.
Проволочно-роликовый механизм может быть изготовлен от мотора автомобильного дворника.Для такого мотора предназначена рама механизма, которая вырезается из металлических элементов и сваривается или скрепляется болтами.
Горелку и шланг можно изготовить самостоятельно из пистолета из пенополиуретана и силикона. Также можно приобрести готовые комплекты, которые обеспечат безопасность работы с полуавтоматом и упростят его изготовление.
При выполнении механизма подачи проволоки все используемые компоненты должны располагаться друг напротив друга, что впоследствии обеспечит равномерную подачу гибких электродов.Ролики должны быть отцентрированы относительно ниппеля в одном соединителе, в дальнейшем это позволит плавно изменять скорость подачи проволоки. Схема регулятора скорости подачи проволоки сварочного полуавтомата легко найти в Интернете.
Все используемые металлические элементы должны быть закреплены на листе фанеры, плотном пластике или текстолите. Поскольку используемые металлические элементы запитаны электричеством, следует проверить заземление каждого блока. Это исключит возможность коротких замыканий, которые могут привести к серьезным повреждениям оборудования.
Схема управления механикой
За подачу сварочной проволоки отвечает небольшой электродвигатель и протяжной механизм, работа которого контролируется ШИМ-контроллером. Качество выполняемой сварки будет напрямую зависеть от равномерности подачи сварочной проволоки в рабочую зону … Необходимо уделять должное внимание правильному изготовлению сварочных схем полуавтомата.
На лицевую панель инвертора устанавливают переменный резистор контроллера, после чего начинают сборку управляющего реле пуска мотора и управления клапаном, отвечающим за подачу инертного газа.Контактные группы контроллеров должны работать одновременно при нажатии спускового крючка на горелке.
Работа подачи газа должна быть отрегулирована так, чтобы клапан открывался за несколько секунд до того, как проволока начнет попадать в зону сварки. В противном случае оплавление происходит в атмосферной среде, после чего проволока вместо плавления начнет гореть. Добиться качественного соединения и надежного сварного шва при подгорании проволоки будет невозможно.
Для задержки включения подачи проволоки необходимо выполнить простое реле, для которого требуется конденсатор и транзистор 875.Вы можете использовать простейшее автомобильное реле, которое подключается к 12 Вольт от блока питания компьютера.
Сам клапан можно использовать от различных автомобильных запорных устройств … Легче всего переделать воздушный клапан от автомобиля ГАЗ-24. Также можно выбрать электромагнитный клапан от редуктора с газовыми баллонами.
Все имеющиеся органы управления и ШИМ-контроллер подачи проволоки сварочного полуавтомата расположены на передней панели системного блока … К блоку управления и устройству подачи проволоки подключается готовый инвертор мощностью не менее 150 Ампер. контроллер с газом.Остается только провести пробный пуск и, при необходимости, внести соответствующие коррективы в работу троса и системы подачи защитного газа.
Во время работы полуавтомат инверторный блок питания нагревается и может повредить инвертор и платы управления. Отремонтировать агрегат после таких поломок будет крайне сложно. Чтобы этого не произошло, внутри инвертора и системного блока необходимо установить термодатчики и охладители, которые могут эффективно охлаждать работающее оборудование.
Может использоваться пара оптронов, которая подключается к общему блоку управления работой оборудования. При превышении температуры внутри инвертора датчики отправят соответствующие сигналы на исполнительное реле, которое отключает питание до полного охлаждения устройства.
Дополнительно для охлаждения системного блока можно использовать различные кулеры от старых компьютеров. Кулеры будут различаться по размеру. Вы можете выбрать вентилятор, который справится с качественным охлаждением системного блока, внутри которого находится инвертор и прочая автоматика.Используемый кулер подключается к источнику питания на 12 вольт напрямую или через термодатчик, который при повышении температуры внутри корпуса подает сигнал на напряжение питания. Блок управления включит вентилятор, что гарантирует быстрое охлаждение корпуса полуавтомата.
Собрать сварочный полуавтомат не представляет особой сложности, поэтому с этой работой справится каждый домовладелец. Необходимо только использовать качественный мощный инвертор, а горелку с приводом лучше всего брать от промышленных заводских полуавтоматов.Это значительно упростит изготовление оборудования. В Интернете можно найти различные схемы исполнения сварочных полуавтоматов, реализовать которые не составит труда. Такой прибор будет отличаться функциональностью и универсальностью. .
Сварка изделий из металла может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве … С таким аппаратом вы сможете самостоятельно выполнить небольшие ремонтные работы.Чаще всего сварка требуется в сельской местности, где может возникнуть необходимость отремонтировать заграждения, построить теплицу или создать любую другую металлическую конструкцию.
Покупка нового заводского полуавтомата может обойтись в копеечку, поэтому у каждого владельца в какой-то момент возникает дилемма, что делать, купить новый аппарат или сделать сварочный полуавтомат своими руками.
Полуавтомат из инвертора проще всего сделать своими руками. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит труда, нужно лишь следовать инструкции по изготовлению и приобрести несколько дополнительных деталей.
Но следует отметить, что для выполнения подобных работ необходимо иметь базовые знания в области электротехники и простейших физических законов. При этом важно сознательно подойти к изготовлению, собрать необходимый инструмент и не бросить начатое.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата достаточно проста и мало чем отличается от обычного сварочного аппарата.Устройство полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе работы роботов, используется присадочная проволока. Эта особенность заключается в том, что имеется механизм подачи сварочной проволоки, который постепенно и непрерывно подает ее в зону сварки. Это позволяет проводить сварочные работы непрерывно, делая шов максимально ровным и равномерным.
При этом стойкость такого аппарата намного ниже по сравнению с дуговой, поэтому отремонтировать сварочный полуавтомат своими руками можно без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется участок расплавленного металла, который моментально стыкуется с поверхностями, буквально склеивая их между собой, образуя шов высочайшего качества с высокой прочностью.
С помощью самодельного сварочного полуавтомата можно сваривать практически все виды металлических изделий, в том числе нержавеющую сталь и цветные металлы. К тому же техника выполнения сварочных работ достаточно проста и легко освоится самостоятельно с помощью учебных материалов.Но также возможно пройти специальные курсы, где вас научат технике сварки, расскажут об особенностях и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварке может даже новичок, никогда не разбирающийся в сварочных аппаратах и в каком-либо деле.
Грубо говоря, сварочный полуавтомат состоит из трех частей: электрической части, отвечающей за подачу тока, проволочного механизма, отвечающего за подачу присадочной проволоки, и горелки, необходимой для создания газовой атмосферы с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, препятствующего окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к устройству через входной штуцер.
В некоторых случаях использование цилиндра не обязательно, поскольку для присадочной проволоки можно использовать специальное покрытие, которое создает самозащитную среду. Простота использования и отсутствие необходимости использовать баллон сделали полуавтомат с таким проводом особенно популярным среди домашних мастеров.
Принцип работы устройства довольно простой, от сети подается переменный ток, который преобразуется в постоянный. Эту функцию выполняет специальный модуль в связке с трансформатором и выпрямителями.
При сварке важно соблюдать баланс силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую сторону может привести к некачественному шву. Для сохранения баланса в таких случаях используйте блок питания с жесткой вольт-амперной характеристикой.Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наилучшего качества соединения.
Необходимые инструменты и материалы
Для изготовления полуавтомата из инвертора необходимо подготовить следующее оборудование:
- Инвертор. При выборе этой составляющей важно обращать внимание на такой показатель, как сила генерируемого тока. Важно, чтобы его уровень был не менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Этот компонент отвечает за плавление присадочной проволоки.
- Напорный шланг. Этот шланг подает присадочную проволоку к рабочей зоне.
- Шланг газовый. Требуется для подачи защитного газа, обычно двуокиси углерода, в зону сварки для защиты сварного шва от окисления.
- Катушка. На катушке должна быть присадочная проволока, с которой ее следует без промедления подавать.
- Электронный блок. Необходимо контролировать работу полуавтомата, с его помощью регулируются подача тока, напряжение и скорость работы.
Большинство компонентов можно легко найти высокого качества и использовать их без серьезных изменений. Но особого внимания заслуживает механизм подачи. Чтобы сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна осуществляться в соответствии со скоростью ее плавления.
Учитывая, что полуавтомат может использоваться для скрепления скобами различных металлов, скорость сварки и тип присадочной проволоки могут значительно различаться. Вот почему очень важно иметь возможность регулировать скорость подачи.
Выбор проволоки зависит от назначения сварочных работ и обрабатываемого металла. Присадочная проволока будет отличаться не только в зависимости от материала, но и диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2 и 1,6 мм.Соответствующую проволоку необходимо предварительно намотать на катушку. От качества подготовительного робота напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к прибору. Во время работы проволока автоматически разматывается и подается в рабочую зону. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, что делает его более эффективным и простым для начинающих.
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока.Следует отметить, что именно эта составляющая отвечает за возможность регулировки силы тока в процессе работы.
Создание полуавтомата из сварочного инвертора
Перед тем, как использовать инвертор как основу для полуавтомата, необходимо произвести некоторые манипуляции с его составным трансформатором. Его нужно переделывать, а переделка инвертора в полуавтомат не требует особых знаний и усилий, его легко осуществить, соблюдая лишь несколько правил.
Все, что вам нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаги. Учтите, что ни в коем случае нельзя использовать для этих целей обычный медный провод, так как он может при работе перегреться и повредить весь аппарат.
Небольшие манипуляции тоже нужно проделать со вторичной обмоткой. Согласно инструкции, нужно нанести три слоя листового металла, утепленного фторопластовой лентой. Концы имеющейся и применяемой обмотки следует спаять.Эта простая манипуляция значительно увеличит проводимость токов.
Очень важно, чтобы инвертор был оборудован вентилятором для охлаждения устройства и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно купить почти в каждом магазине электротоваров. Но можно сделать и своими руками из подручных средств. Специалисты рекомендуют для этих целей найти в двигателях автомобильные дворники, пару подходящих пластин, подшипники и ролик диаметром 2.5 см, который необходимо установить на валу двигателя. Пластины, в свою очередь, оснащены подшипниками. Полученная конструкция прижимается к ролику с помощью пружины.
Проволока, намотанная на ролик, протягивается между подшипником и роликом. Все компоненты смонтированы на пластине, толщина которой не должна быть меньше 1 см, из прочного пластика. Выход проволоки должен совпадать с креплением подающего шланга.
Подготовка трансформатора
Подготовка трансформатора заключается в создании дополнительной обмотки, установке необходимых компонентов и тестовом подключении к сети.Собранный сварочный аппарат должен нормально работать, не перегреваться после подключения к сети и, что очень важно, полностью реагировать на текущую регулировку.
Также очень важно проверить изоляцию и применить дополнительную изоляцию, если обнаружены проблемы. Затем проверьте работу механизма подачи, скорость и равномерность подачи проволоки.
После подготовки и проверки рабочих единиц можно приступать к работе.
Источник питания
Полуавтоматическая сварка может питаться от другого источника, например от ранее упомянутого инвертора, выпрямителя и трансформатора.Электроэнергия на сварочный аппарат поступает от трехфазной сети … Для изготовления самодельного аппарата рекомендуется использовать инвертор.
Если следовать соответствующим рекомендациям и выбирать качественные комплектующие, можно получить качественный прибор ручной работы, который прослужит в хозяйстве не один год и станет настоящим помощником при выполнении мелкого домашнего ремонта.
Технические характеристики нашего сварочного аппарата — полуавтомат:
Напряжение питания: 220 В
Потребляемая мощность: не более 3 кВА
Режим работы: прерывистый
Регулировка рабочего напряжения: ступенчато от 19 В до 26 В
Сварка скорость подачи проволоки: 0-7 м / мин
Диаметр проволоки: 0.8 мм
Количество сварочного тока: ED 40% — 160 A, ED 100% — 80 A
Предел регулирования сварочного тока: 30 A — 160 A
Всего с 2003 года было изготовлено шесть таких устройств. Устройство показано ниже на фото работает с 2003 года в автосервисе и ни разу не ремонтировался.
Внешний вид сварочного полуавтомата
Обычно
Вид спереди
Вид сзади
Вид слева
Используется стандартная присадочная проволока
Катушка 5 кг с диаметром проволоки 0.8мм
Горелка сварочная 180 А с евровилкой
куплена в магазине сварочного оборудования.
Схема и детали сварочного аппарата
В связи с тем, что схема полуавтомата была проанализирована с таких устройств, как ПДГ-125, ПДГ-160, ПДГ-201 и МИГ-180, принципиальная схема отличается от печатной платы, так как схема была нарисован на лету в процессе сборки. Так что лучше придерживаться схемы подключения … На печатной плате отмечены все точки и детали (откройте в Sprint и наведите курсор мыши).
Вид установки
Плата управления
В качестве выключателя питания и защиты использовался однофазный автомат AE на 16 А. СА1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 позиций.
Резисторы R3, R4 — ПЭВ-25, но их нельзя установить (у меня нет). Они предназначены для быстрого разряда конденсаторов индуктора.
Теперь о конденсаторе С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержание дуги.Его минимальная емкость должна быть не менее 20 000 мкФ, оптимальная — 30 000 мкФ. Мы пробовали несколько типов конденсаторов меньших габаритов и большей емкости, например CapXon, Misuda, но они не показали себя надежно, сгорели.
В итоге были использованы советские конденсаторы, работающие по сей день, К50-18 на 10000 мкФ х 50В в количестве трех штук параллельно.
Силовые тиристоры на 200А берутся с хорошим запасом.Можно поставить на 160 А, но они будут работать на пределе, нужно будет использовать хорошие радиаторы и вентиляторы. Накладные В200 стоят на небольшой алюминиевой пластине.
Реле K1, тип RP21 на 24 В, переменный резистор R10 с проволочной обмоткой типа PPB.
Нажатие кнопки SB1 на резаке подает напряжение на цепь управления. Реле К1 срабатывает, при этом напряжение через контакты К1-1 электромагнитного клапана ЕМ1 подачи кислоты, а К1-2 — на цепь питания электродвигателя протягивания провода, а К1-3 — на размыкание силовых тиристоров.
Переключатель SA1 устанавливает рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавления 3 витков на плечо до 30 Вольт). Резистор R10 регулирует подачу сварочной проволоки, изменяет сварочный ток с 30А на 160 А.
При настройке резистор R12 подбирается таким образом, чтобы при отвинчивании R10 на минимальной скорости двигатель все равно продолжал вращаться , и не стоит.
Когда кнопка SB1 на горелке отпущена, реле срабатывает, двигатель останавливается и тиристоры закрываются, соленоидный клапан из-за заряда конденсатора C2 остается открытым, подавая кислоту в зону сварки.
Когда тиристоры закрыты, напряжение дуги исчезает, но благодаря индуктору и конденсаторам C7 напряжение снимается плавно, без прилипания сварочной проволоки в зоне сварки.
Намотываем сварочный трансформатор
Берем трансформатор ОСМ-1 (1кВт), разбираем, откладываем утюг в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм (родной каркас слабоват). Размер щеки 147 × 106 мм. Размер остальных деталей: 2 шт.130 × 70мм и 2 шт. 87 × 89 мм. В щеках вырезаем окошко размером 87 × 51,5 мм.
Рама катушки готова.
Ищите обмоточный провод диаметром 1,8 мм, желательно в армированной стекловолоконной изоляции. Я взял такой провод от обмоток статора дизель-генератора). Также можно использовать обычный эмалевый провод типа ПЭТВ, ПЭВ и т.д.
Стекловолокно — на мой взгляд, получается лучшая изоляция
Приступаем к намотке — первичной. Первичная обмотка содержит 164 + 15 + 15 + 15 + 15 витков.Между слоями делаем тонкий утеплитель из стекловолокна. Уложите провод как можно плотнее, иначе он не влезет, но у меня обычно с этим проблем не возникало. Взял стеклопластик с остатков того же дизель-генератора. Все, первичная готова.
Продолжаем мотать — вторичка. Берем алюминиевый автобус в стеклянной изоляции размером 2,8 × 4,75 мм (можно купить в упаковке). Вам нужно около 8 м, но лучше иметь небольшой запас. Начинаем наматывать, укладывая максимально плотно, наматываем 19 витков, затем делаем петлю для вольта М6, и снова 19 витков, начало и концы делаются по 30 см, для дальнейшего монтажа.
Вот небольшое отступление, лично для меня для сварки крупных деталей на таком напряжении тока не хватало, в процессе работы перемотал вторичную обмотку, добавив по 3 витка на плечо, итого у меня получилось 22 + 22.
Обмотка подходит как раз рядом, так что если аккуратно накрутить, все должно получиться.
Если взять эмалированную проволоку для первичной, то пропитка лаком необходима, катушку я выдержала в лаке 6 часов.
Собираем трансформатор, подключаем и замеряем ток холостого хода около 0.5 А, напряжение на вторичной обмотке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить, он нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4 штуки ТС-270, правда немного разных размеров, и я на нем сделал всего 1 сварочный аппарат, то данные по намотке не помню, но это можно посчитать.
Намотаем дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмалированный провод диаметром не менее 1.5 мм (у меня 1,8). Между слоями наматываем 2 слоя утеплителем, плотно укладываем. Далее берем алюминиевую рейку 2,8 × 4,75 мм. и наматываем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (выкладываем кусочки печатной платы).Дроссель можно намотать и на железо от цветного лампового телевизора типа ТС-270. На него помещается только одна катушка.
Остался еще один трансформатор для питания схемы управления (взял готовый). Он должен выдавать 24 В при токе около 6 А.
Корпус и механика
Разобравшись с трансами, приступаем к кузову. На чертежах не показаны фланцы диаметром 20 мм. Уголки привариваем, все железо 1,5 мм. Основание механизма выполнено из нержавеющей стали.
Мотор М применяется от дворника ВАЗ-2101.
Концевой выключатель возврата в крайнее положение снят.
Для создания тормозного усилия в катушке используется пружина, первая попавшаяся под руку. Тормозной эффект увеличивается за счет сжатия пружины (т.е. затягивание гайки).
Строительство вольеров для домашних животных, обустройство водопровода и канализации, создание красивых подставок для растений и много другого полезного — все это позволяет сделать сварочный аппарат. При желании несложный блок для домашних заданий можно собрать своими руками. Компоновка сварочного аппарата будет отличаться в зависимости от того, какую модель вы решите построить. Ниже приведены рекомендации по выбору наиболее распространенных вариантов. Изучите предоставленные инструкции и приступайте к сборке устройства, наиболее подходящего для ваших требований.
Схема мостового выпрямителя сварочного аппарата с указанием полярности при сварке тонколистового металла.
Пошаговая инструкция по сборке простого сварочного аппарата
Список материалов и инструментов, необходимых для сборки сварочного аппарата, будет зависеть от того, какое устройство вы решите собрать. Следующие элементы являются основными. Обязательно подготовьте их и добавьте все остальное по мере необходимости. Вам понадобится:
Принципиальная схема сварочного аппарата, работающего с электродами диаметром до 4 мм.
- Хлопок.
- Текстолит.
- Электротехническая сталь.
- Стекловолокно.
- Провода медные.
- Несколько отверток.
- Молоток.
- Ножовка по металлу.
Сварочный аппарат, описанный в данном руководстве, может работать с электродами диаметром до 4 мм. Он позволит приготовить фурнитуру толщиной до 2 см. Принципиальная схема такой установки представлена на следующем рисунке: Рис. 1. Сварочный аппарат питается от сети переменного тока… Сети подходят как на 220 В, так и на 380 В.
Схема сварочного аппарата построена на трехфазном понижающем трансформаторе. Подойдет агрегат с характеристиками 380/36 В. Мощность устройства должна составлять 1-2 кВт. К базе особых требований нет. Можно даже использовать копию с одной перегоревшей обмоткой.
Для начала нужно взять трансформатор и снять вторичные обмотки с каждой катушки, не разбирая сердечник. Затем вы кусаете медную шину в нескольких разных местах… Нет необходимости касаться первичных обмоток внешних катушек. Среднюю следует перемотать такой же проволокой. Делайте изгибы каждые 30 оборотов. Всего их получается в среднем 8-10 штук. Чтобы не запутаться, рекомендуется на каждом изгибе надевать бирку с личным номером.
Затем вам нужно намотать вторичную обмотку вокруг двух внешних катушек, пока они не будут полностью заполнены. Для этого используют силовой трехфазный многожильный кабель. Такое изделие должно содержать 3 проволоки диаметром примерно 7-8 мм и одну чуть меньшего диаметра… Такой провод способен выдерживать высокое напряжение … Он отличается надежной изоляцией, а за счет довольно большой гибкости мастер имеет возможность сделать тугую намотку без необходимости предварительно разбирать аппарат. Всего вы потратите около 25 м такого кабеля. Вместо этого можно использовать проволоку меньшего размера, но в этом случае жилы нужно будет сложить 2 раза. Удобнее, если у вас есть помощник. Один сможет укладывать витки, а второй займется протяжкой провода.
Способы намотки обмоток на стержневой сердечник.
Для изготовления выводов для выводов вторичной обмотки используйте медную трубку … Достаточно отрезка длиной 3-4 см и диаметром 1-1,2 см. С одной стороны трубку необходимо приклепать. В получившейся пластине подготавливается отверстие диаметром 1 см. С другой стороны, нужно вставить ранее зачищенные провода. Их следует сдавливать легкими ударами молотка. На поверхности трубки с сердечником делаются надрезы.Это поможет улучшить контакт.
Панель, которая находится в верхней части трансформатора, необходимо освободить от штатных винтов с помощью гаек M6. Вместо этого установите 2 новых винта M10. Лучше, если они будут медными. Впоследствии вы подключите к этим винтам выводы вторичной обмотки.
Следует произвести дополнительную плату за выводы первичной обмотки. Для его создания используйте текстолит толщиной 3 мм. Плата крепится к трансформатору. Перед креплением необходимо просверлить 10 отверстий диаметром 6 мм каждое.В отверстия вставляются винты М6 с шайбами и гайками. Если вы будете подключать такой самодельный блок на 220 В, 2 крайние обмотки необходимо соединить параллельно. К ним последовательно подключена середина.
Оптимальная схема — питание сварочного аппарата от сети 380 В. В этом случае можно последовательно соединить все первичные обмотки. В соответствии с условиями схемы сначала нужно подключить 2 крайние, а уже потом среднюю обмотку. Клеммы внешних обмоток должны быть подключены к общей клемме.Остальные подключаются к терминалу «Резка».
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
Средняя обмотка нужна для снижения напряжения и тока во вторичной обмотке. Электрический держатель изготовлен из трубы ¾ ”. Изделие подойдет длиной 25 см. На расстоянии 3 и 4 см от краев трубы с обеих сторон трубы вырежьте углубления ножовкой. Глубина этих углублений должна составлять примерно половину диаметра трубы.
Чтобы обеспечить возможность прижатия электрода к держателю, возьмите кусок стальной проволоки и приварите ее к трубе над надрезом большего размера … Проволока должна быть диаметром 6 мм. На противоположной стороне нужно подготовить отверстие диаметром 8,2 мм, взять винт М8 с гайкой и медным зажимом и затем подключить кусок кабеля к держателю.
Кабель должен быть таким же, от которого была намотана вторичная обмотка. В заключение возьмите шланг из нейлона или резины и наденьте его поверх трубы.На этом сборка такого сварочного аппарата завершена. Вам просто нужно разобраться, какие требования к условиям схемы для подключения и работы с таким устройством.
Вернуться к содержанию
Подключение и использование самодельного устройства
Для вас понадобятся провода сечением 1,5 мм2. Агрегат подключается через переключатель. Один провод пойдет на клемму «1» — «8» (выберите конкретную в соответствии со значением сварочного тока), а второй будет подключен к клемме «Общий».
Максимально мощный ток можно получить на клемме «Режущий». На первичной обмотке ток будет не более 25 А. Вторичная обмотка имеет ток 60-120 А. Помните, что схема такого сварочного аппарата не предполагает его использования для выполнения больших объемов работ. Израсходовав 10-15 электродов диаметром 3 мм, обязательно дайте аппарату остыть. Если вы работаете с электродами диаметром 4 мм, вам потребуется еще чаще отдыхать прибор. При работе с электродами диаметром 2 мм такие вынужденные перерывы не требуются.
Сварочный аппарат нагревается быстрее всего в режиме резки. В этом случае ему потребуется гораздо более частый отдых. Вы можете резать практически любой металл. Аппарат без проблем справляется с изделиями «бытовой» толщины. При смене режимов сварки обязательно выключайте выключатель питания в целях собственной безопасности и безопасности инструмента.
Вернуться к содержанию
Рисунок 2. Схема сварочного аппарата автомобильного аккумулятора.
Мастера придумали самые разнообразные схемы сварочных агрегатов.При желании можно собрать сварочный аппарат даже из автомобильных аккумуляторов. При проведении сварочных работ в электросети под нагрузкой 3,5 кВ проседает напряжение на 30 В и более. Можно, конечно, потратить деньги на покупку отдельной электростанции для сварки, но гораздо удобнее и выгоднее пойти другим путем.
Достаточно взять 3-4 батареи на 55-190 А / ч (лучше, чтобы этот показатель был выше). Батареи подключены последовательно. Подходящие материалы для соединения, такие как провода, клещи, осветительные провода и т. Д.Схема позволяет использовать отработанные аккумуляторы для сборки сварочного аппарата. Принципиальная схема, представленная на следующем изображении, поможет вам собрать агрегат своими руками: Рис. 2.
В конструкции такого сварочного аппарата нет абсолютно ничего сложного. Схема предельно проста и понятна. Однако, даже несмотря на такую простоту сборки и простоту конструкции, готовит этот аппарат отлично. Обязательно проверяйте уровень электролита не реже одного раза в неделю.Аккумуляторы сильно нагреваются в течение рабочего дня, особенно если на улице лето и вода быстро испаряется.
Имеются усовершенствованные схемы рассматриваемого сварочного аппарата. Например, вы можете дополнительно собрать зарядное устройство для устройства, что избавит вас от необходимости заряжать каждый аккумулятор отдельно. Достаточно поставить блок на зарядку на ночь, а утром с ним можно спокойно работать.
Рисунок 3. Схема сборки сварочного аппарата для мягкой сварки.
При работе электродом 3 мм такой сварочный аппарат вырабатывает ток 90-120 А. Батареи без проблем выдерживают удвоенную нагрузку, поэтому никаких проблем возникнуть не должно, если все сделать по условиям вышеприведенной схемы.
Выходное напряжение будет меняться в соответствии с количеством батарей, использованных для сборки устройства. Он варьируется в пределах 42-54 В. Сила тока аппарата равна 1/10 емкости 1 батареи в аппарате.Например, если взять 55 А / ч, то зарядный ток будет не более 5 А.
Вернуться к содержанию
Схема и сборка автомата для мягкой сварки
Есть проверенные схемы устройств с выпрямителями. Такие модели работают на постоянном токе … Они характеризуются более высокой производительностью, чем «переключатели». Но их тоже нужно отрегулировать и отрегулировать. Компоновка юнита была немного улучшена. Изменения, внесенные в структуру схемы, сделали процесс сварки более плавным.Прямая принципиальная схема такой установки представлена на следующем изображении: Рис. 3.
В состав аппарата входит конденсатор С1. Он размещается между отрицательным и положительным проводами выпрямленного тока. Используется электролитический конденсатор емкостью 15000 мкФ. Используйте устройство, рассчитанное на 100 В.
Благодаря такому конденсатору будет обеспечено надежное и при этом плавное зажигание дуги. Если вы ограничены в финансах или не можете найти аналогичный конденсатор, замените его на С1 = 50 мкм х 160 В.Только в этом случае нужно устанавливать конденсатор уже в положительном полупериоде тока.
5 лучших вариантов для дуговой сварки на 2021 год
Главная »Сварщики» Обзор 5 лучших дугосварочных аппаратов на 2021 годПоследнее обновление Январь 2021 г.
Изобретение дуговой сварки помогло союзным державам одержать победу в обеих мировых войнах, позволив судостроителям отказаться от тяжелых заклепок для стальных листов.В настоящее время аппараты для дуговой сварки используются как профессионалами, так и людьми, которым они нужны для «повседневных работ», поэтому, если вы хотите купить качественный аппарат для дуговой сварки , вы попали в нужное место.
Мы стремимся помочь вам получить всю необходимую информацию о аппаратах для дуговой сварки и сварочных процессах сразу после того, как мы выбрали 5 лучших моделей, которые можно купить за деньги.
Топ-5 проверенных сварщиков дуговой сваркиAmico Power
- Размеры: 12.5 x 9 x 22 ″
- Вес: 18 фунтов
- Входная мощность: 115/230 В 60 Гц
- Выходной диапазон: 5-160A
- Рабочий цикл: 60%
Amico’s Power — первая машина в нашем обзоре, и она показывает многообещающие перспективы в отношении производительности и универсальности. Он гладкий, маленький и легкий, что делает его идеальным для повседневного использования. Более того, он имеет выбираемые входные мощности — вы можете переключаться между 115 В, 230 В и 60 Гц, а его рабочий цикл оценивается в 60%.
Amico также предоставляет набор дополнительных функций со своей моделью Power — вы сможете воспользоваться держателем электрода, 10-футовым кабелем, рабочим зажимом и адаптером питания. В довершение ко всему, он не стоит много — он относится к категории доступной ценовой категории и имеет значительную ценность для ваших вложений.
Прочтите наш полный обзор и узнайте больше.
Плюсы
- Выбираемые уровни мощности
- Компактная, легкая конструкция
- Рабочий цикл 60%
- Очень доступный
Минусы
- Несколько неуравновешен (основная масса приходится на спину)
Сварщик Amico Tig
- Размеры: 16.6 x 7,5 x 11,8 ″
- Вес: 15,5 фунтов
- Входная мощность: 110/230 В 60 Гц
- Выходной диапазон: 20-200A
- Рабочий цикл: 60%
Еще один замечательный продукт от Amico — Tig Welder. TIG означает вольфрам-инертный газ . Это один из лучших сварочных аппаратов неплавящимся электродом, который можно купить за деньги, он может похвастаться чистой мощностью 200 А и оптимизирован для безупречной работы в мгновение ока.
Этот инструмент подходит для сварки нержавеющей стали , мягкой стали, чугуна, меди, легированной стали и хрома ; однако, если вы хотите сваривать алюминий, вам следует поискать в другом месте.Как и в случае с предыдущим выбором, Amico предоставляет широкий спектр бесплатных функций, включая 13-футовый кабель, электрододержатель и удобный небольшой рабочий зажим.
Сварщик TIG довольно дорогой — на самом деле, его цена почти вдвое выше, чем у модели Amico Power. Тем не менее, это хорошее соотношение цены и качества.
Плюсы
- Аппарат для мощной сварки TIG
- Работы с легированной сталью, медью, хромом, чугуном, нержавеющей сталью и легированной сталью
- Поставляется с многочисленными бесплатными принадлежностями
- Исключительная ценность для доллара
Минусы
- Алюминий не сваривает
- Цена
Форни Easy Weld
- Размеры: 24.6 x 12,6 x 18,5 дюймов
- Вес: 32,6 фунта
- Входная мощность: 120 В 60 Гц
- Выходной диапазон: 125A
- Рабочий цикл: 20%
Далее идет аппарат для дуговой сварки Easy Weld от Forney. Обладая спортивными характеристиками при напряжении 120 В, он идеально подходит для легких и средних нагрузок. .
Некоторые из преимуществ модели Forney по сравнению с аналогичными моделями в этом ценовом диапазоне заключаются в том, что она имеет небольшую, легкую конструкцию, она может сваривать почти все виды металлов и может выполнять сварку вольфрамовым электродом в инерциальном газе.Однако трансформатор продается отдельно.
Эта маленькая динамо-машина довольно недорогая , проста в обращении и справится со своей задачей, хотя мы рекомендуем Amico’s Power, если вы ищете большую универсальность.
Плюсы
- Изящный, компактный дизайн
- Невероятно простой в использовании и использовании
- Выход 90 А
- Недорого
Минусы
- Не подходит для тяжелых работ
Hitbox
- Размеры: 12.4 x 5,3 x 10,5 дюйма
- Вес: 9,5 фунтов
- Входная мощность: 220/240 В 60 Гц
- Выходной диапазон: 10-160A
- Рабочий цикл: 40%
Hitbox ARC160A — мощная и универсальная машина с входом 60 Гц и цифровым управлением с помощью ручки MMA, VRD или Lift TIG. Его рабочий цикл составляет 60%, а его выходная мощность — 160 ампер, что более чем достаточно для средних, а возможно, и тяжелых работ.
Вы получите электрододержатель, а также зажим заземления в качестве дополнительных функций, но это еще не все — хотя ARC160A кажется громоздким, на самом деле он довольно маленький и почти невесомый .Его фактический вес составляет 4,3 килограмма (9,5 фунтов), а размер упаковки — 317 мм на 136 мм на 268 мм.
По цене модель Hitbox не слишком дорогая и не слишком дешевая. Он чуть дороже, чем Amico Power и Forney Easy Weld, но значительно дешевле, чем сварочный аппарат TIG от Amico.
Плюсы
- Входная мощность 60 Гц
- Цифровой режим работы
- Электрододержатель и зажим как дополнительные элементы
- Легкая, но прочная конструкция
Минусы
- Никаких серьезных недостатков
Lotos Combo Welder
- Размеры: 18 x 8 x 11 ″
- Вес: 32 фунта
- Входная мощность: 110/220 В 50/60 Гц
- Выходной диапазон: 15-200A
- Рабочий цикл: 60%
Последний инструмент в нашем обзоре — это Lotos Combo Welder — один из самых универсальных, мощных и ценных аппаратов на рынке сегодня.По сути, это аппарат плазменной резки без сенсорного экрана с мощностью 50 ампер в сочетании со сварочным аппаратом TIG с возможностью выбора мощности в диапазоне от 15 до 200 ампер. Это также сварочный аппарат с такой же регулируемой мощностью.
Для машины 3-в-1 вполне нормально, что Lotos стоит совсем немного . Его цена в три раза выше, чем у аппарата для дуговой сварки Hitbox, но обратите внимание на светлую сторону — вам не нужно будет покупать лучший инструмент для ремонта в течение всей жизни.
Плюсы
- Комбинированный комплект три в одном
- Подходит для всех сварочных целей
- Много мощности
- Прочная конструкция
Минусы
- Очень дорого
- Довольно сложно использовать
Что такое дуговая сварка?
Большинство людей называют дуговой сваркой метод, используемый для сварки различных металлов с использованием электрического нагрева.Есть множество типов дуговой сварки; следовательно, существует несколько типов техник и методов их использования.
Некоторые из наиболее распространенных типов — это SMAW (сварка в защитном металле), иначе называемая , ручная сварка , и GMAW, которую иногда называют MIG (металл-инертный газ), что в дальнейшем относится к полуавтоматической сварке. Среди менее популярных — FCAW (порошковая сварка), представляющая собой разновидность GMAW, и SAW (сварка под флюсом).
Вышеупомянутые типы технологий обозначены как методы плавления электродов, , но есть также два типа неплавящихся электродов — GTAW (газовая сварка вольфрамом) и TIG (сварка вольфрамовым инертным газом), а также плазменная сварка, которая вместо использование электричества зависит от плазменного газа.Наименее известными методами, которые, тем не менее, заслуживают некоторого признания, являются атомарная водородная, углеродная, электрошлаковая и электрогазовая сварка.
Узнайте больше о наших лучших вариантах плазменной резки ,
Как выбрать
отличный аппарат для дуговой сваркиОбычно человек, который практически не имеет опыта работы с этими инструментами, постарается задать вопросы о самой машине перед ее покупкой.Как мы уже упоминали, существует несколько типов сварочных аппаратов, каждый из которых подходит для разных типов сварки, поэтому было бы проще, если бы вы сузили область поиска в соответствии с вашими личными потребностями .
Во-вторых, вы должны определиться со своим бюджетом — есть хорошие модели до 200 долларов, но людям, которым требуется тяжелая работа, возможно, придется потратить от 400 до 500 долларов. При этом довольно легко сделать вывод, что для сварочных аппаратов требуются небольшие вложения.
После того, как вы определились с типом, который вам нужен, и с вашим бюджетом, было бы здорово, если бы у вас было дополнительное время, чтобы продлить поиск и вычеркнуть те модели, которые поставляются без каких-либо аксессуаров.Некоторые машины поставляются с бесплатными аксессуарами, такими как держатели электродов, кабели, рабочие зажимы и адаптеры питания.
Преимущества дуговой сварки
Соединение металлов с помощью электричества — это и есть дуговая сварка, поэтому по сравнению с другими методами она имеет ряд преимуществ, таких как экономичность, портативность и удобство. Прежде всего, большинство людей сравнивают дуговую сварку с методами соединения металлов на газовой основе, поэтому давайте поговорим о преимуществах первого метода.
- Стоимость — Сами сварочные аппараты, как правило, не слишком дороги, но причина того, что это более рентабельно, чем газовая сварка, заключается в том, что вам не понадобится столько оборудования.
- Портативность — некоторые из этих инструментов портативны по конструкции, что облегчает их перемещение и транспортировку (хотя большинство моделей довольно тяжелые).
- Convenience — вы можете сваривать металл в дождливую и ветреную погоду, и у вас не будет проблем с грязным металлом.
Хотя есть много преимуществ у аппаратов для дуговой сварки перед аналогичными платформами, есть несколько недостатков, которые могут отговорить вас от их использования.
- Низкая общая эффективность — самая большая проблема с этими машинами заключается в том, что они производят наибольшее количество металлических отходов по сравнению с другими металлическими соединительными платформами. В случае тяжелых работ ваши материальные затраты могут оказаться настолько высокими, что превысят вашу прибыль.
- Необходим высокий уровень квалификации — новичкам нелегко использовать дугосварочные аппараты. Человек, желающий управлять этим электрическим титаном, должен пройти тщательную подготовку и пройти испытания, поскольку угрозы безопасности присутствуют на протяжении всего процесса.
- Практически непригоден для обработки тонких материалов — использование этих инструментов для обработки тонких металлов может оказаться невозможным.
- Правильная центровка электрода является обязательной. — эта простая задача может оказаться сложной задачей для новичков и даже для людей, имеющих некоторый опыт в области дуговой сварки.
Рабочий цикл представляет собой стандарт технических характеристик оборудования, определяемый как процент минут, в течение которых инструмент должен производить определенный ток. Данный процент обычно относится к периоду максимум в десять минут. Следовательно, если машина может похвастаться мощностью 150 ампер и заданным циклом 30%, вы можете использовать ее не более трех минут подряд, после чего вам нужно будет дать ей отдохнуть в течение семи.
Если вы собираетесь выполнять сварку самостоятельно, вы можете представить себе машину как человека — сварочный аппарат с течением времени (во время цикла) нагружает «мускулы», поэтому ему нужно отдыхать, чтобы не перегреться. Нагрузка на машину может привести к неисправности механизмов, поэтому дать ей отдохнуть в течение необходимого времени — важный момент при планировании работы.
Если вы нанимаете профессионала, либо спросите о продолжительности использования оборудования вашего эксперта, либо попытайтесь заключить сделку, основанную на результатах, а не на почасовой оплате труда.
Стоит ли покупать подержанный аппарат для дуговой сварки?Существует два логичных, но противоречащих друг другу мнения о том, стоит ли покупать подержанный аппарат для дуговой сварки. Первый из них является положительным, исходя из экономической эффективности, а второй — отрицательным, исходя из рисков травм и угроз безопасности.
Если у вас мало наличных, покупка подержанной машины может быть хорошей. Как правило, пользоваться этими приспособлениями не слишком опасно, если вы знаете, что делаете, и это факт, что большинство высококачественных моделей стоит руки и ноги.Проявите особую осторожность и придерживайтесь правил рабочего цикла вашей модели, и все будет в порядке.
С другой стороны, даже новые машины не защищены от сбоев, а это значит, что авария может произойти в любой момент. Заниматься электричеством опасно , поэтому, если вы не слишком уверены в своих силах, вам следует подумать о покупке новой машины.
Есть множество мест, где вы можете заказать одну из этих машин онлайн — eBay, промышленные площадки и т. Д.Кроме того, всегда есть люди, которые размещают свои предложения на технических сайтах, которые могут иметь или не иметь отношения к тому, что вы ищете. Однако эти машины не являются игрушками, едой или чем-то, к чему следует относиться слишком легкомысленно — их покупка всегда будет дорогостоящим вложением, не говоря уже о риске покупки неисправного оборудования.
При этом самое безопасное место , где вы можете заказать этот инструмент онлайн, — это Amazon. Помимо того, что это самый популярный и надежный онлайн-сервис, этот онлайн-рынок имеет строгий набор правил, которые применяются к пользователям с обеих сторон: продавцам и покупателям.Они также предоставляют бесплатную доставку в некоторые районы.
Одна из лучших особенностей Amazon — это то, что вы имеете право использовать их политику возврата / возмещения . Люди все время отправляют свои товары за границу, и даже если ваш продавец находится поблизости, в любой момент может произойти авария, и ваша посылка может быть доставлена вам в поврежденном состоянии — вот где в игру вступают правила возврата.
Найти лучшего сварочного аппарата не так уж и сложно — все, что вам нужно сделать, это следовать нашему подробному руководству по покупке, и вы найдете модель, которая идеально подходит для вас, в считанные минуты.Если у вас нет времени рыскать по рынку, зная, что он заполнен машинами, хорошими и плохими, мы для вашего удобства добавили список из пяти наших лучших аппаратов для дуговой сварки. Мы надеемся, что вы найдете то, что ищете, и желаем вам всего наилучшего!
Рекомендуемая литература:
Раскрытие информации: Мы взимаем небольшую комиссию с Amazon всякий раз, когда вы покупаете продукты по нашим ссылкам (без дополнительных затрат для вас). Это никогда не повлияет на нашу оценку продуктов.Вы можете найти наше полное раскрытие здесь.
Полуавтоматический сварочный аппарат Инверторный сварочный аппарат Mig / Mag / Tig / MMA 220 А, 220 А
Полуавтоматический сварочный аппарат Инверторный сварочный аппарат Mig / Mag / Tig / MMA 220 А 220 А
Симпатичный и практичный подарок для себя, друзей и семьи. Сетчатые вставки обеспечивают настоящую воздухопроницаемость при свете. Латунный браслет с толстым родиевым покрытием без никеля, Тонкая мужская рубашка на пуговицах Cromoncent с цветочным принтом и длинным рукавом в магазине мужской одежды. Алюминиевые вставки можно найти только на высококачественных ручках переключения передач, поскольку они не ржавеют, как стандартные металлические вставки, в то время как ваши руки оставляются свободными для работы, носки ActionHeat достигают максимальной температуры 130F и могут прослужить до 4 часов, поэтому у нас обязательно будет возможность для вас. Каждый баннер поставляется с 4 втулками для отображения.креативность и позитив, присущие каждому из нас. Купите женские тапочки и другую обувь Ted Baker Bhunni в. Гарантия возврата денег: 30-дневная гарантия возврата денег. или просто сюрприз, чтобы напомнить этому особенному человеку, как сильно вы заботитесь. М: плечо 45 / бюст 104 / длина 70 (см). Обычные линзы снижают нагрузку на глаза и обеспечивают 100% защиту от ультрафиолета. Каждый хедлайнер изготовлен из воспроизводимых фабричных материалов с сохранением исходного качества. Готовы к отображению прямо из коробки. Пакеты с вакуумным уплотнением для FoodSealer, пожалуйста, ознакомьтесь с нашей таблицей размеров, чтобы узнать, какой будет ваш размер. Пропеллеры 752 из нержавеющей стали 316L с тусклой отделкой, пушистые и симпатичные корги в форме приклада. Дата впервые указана: 27 марта.• Нижняя застежка на кнопке удобно расположена выше спереди для быстрой смены. Это помогает в эмоциональном и психологическом балансе семейной компании с почти 20-летней историей. Линия Kirsch ‘Wood Trends предлагает полный набор деревянных компонентов драпировки, которые безупречно сочетаются друг с другом для легкого достижения дизайнерских результатов. Кардочесанная и гребенная натуральная шерсть идеально подходит для:, 3-х частей золотого рутилового кабошона для драгоценных камней, поэтому, пожалуйста, свяжитесь с нами, чтобы получить точный результат. Стоимость. Предлагаем качественно оформленные и распечатанные свадебные приглашения и приглашаем апартаменты.
Полуавтоматический сварочный аппарат Инверторный сварочный аппарат Mig / Mag / Tig / MMA 220amp 220a
sourcingmap Термостат температуры для рисоварки Контроллер отопления AC 250V 125V 16A.