
Как сделать споттер из старого сварочного аппарата
При выполнении кузовных работ на автомобиле, точнее – при устранении вмятин после ДТП, возникает необходимость демонтажа поврежденного элемента с последующей рихтовкой.
Это длительная и дорогостоящая процедура. К тому же, на автомобилях ранних годов выпуска элементы кузова крепятся не на болты, а приварены к лонжеронам.
Такой ремонт влетит «в копеечку» не только за сложность работ. Он повлечет за собой дополнительные затраты на покраску как восстановленной зоны деформации, так и мест крепления демонтируемой части кузова.
В ряде случаев восстановление вмятин традиционным способом невозможно в принципе, например при повреждении порогов. Приходилось либо менять узел целиком, либо вырезать поврежденный участок и приваривать новый. Это не способствовало удешевлению процесса.
Для снижения стоимости кузовного ремонта, много лет назад была придумана технология «вытягивания» вмятин. К поврежденной части кузова приваривался ремонтный крюк, затем либо лебедкой, либо так называемым обратным молотком вмятина выравнивалась.
Во время сварки портилась дополнительная площадь кузова. Эта проблема характерна лишь при использовании традиционных сварочных аппаратов.
Видео пример переделанного сварочного аппарата в контактную сварку
Споттеры – технология применения и устройство прибора
Существует специализированный аппарат для подобных работ, именуемый – споттером.
Фактически – это обычный автомат для контактной сварки, оснащенный дополнительными приспособлениями и обладающий особыми параметрами.
- Приваривание крепежных элементов (крюков, шайб, наконечников обратного молотка) для вытягивания вмятин;
- Прогрев обрабатываемой поверхности с последующим охлаждением. Это свойство используется для осадки металла;
- Режим непрерывной сварки с использованием традиционных электродов с добавлением углерода;
- Режим импульсной сварки высоким током, предназначенный для кратковременного мощного прогрева точки «прихвата» крепежного элемента.


Типовые характеристики споттера:
- Мощность трансформатора – до 10 кВт;
- Рабочий ток вторичной обмотки – до 1500 А;
- Напряжение вторичной обмотки – 7-9 вольт;
- Таймер включения импульса – до 0,1 секунды.
Общий принцип действия – моментальный нагрев за счет малого сопротивления материала. Для этого необходим ток – не менее 1300 Ампер.
Нагревание металла до точки плавления должно происходить мгновенно и продолжаться очень короткое время. Это минимизирует повреждения вокруг обрабатываемой области.
Хорошо настроенный аппарат производит «прихватывание» меньше, чем за 0,1 секунды. Раскаляется лишь внешняя поверхность металла, на внутренней стороне даже не повреждается лакокрасочное покрытие.
Этого вполне достаточно, чтобы можно было вытягивать вмятину при помощи обратного молотка или другого приспособления. После манипуляций с металлом, приваренный крюк или наконечник молотка, легко отрывается резким вращательным движением.
Как сделать споттер самостоятельно
Компоненты споттера:
- Трансформатор, аналогичный обычному от точечного сварочного аппарата. Рабочий ток вторичной обмотки 1500 Ампер;
- Блок управления, обеспечивающий регулировку длительности импульса;
- Обратный молоток, оснащенный приспособлением для точечного прихватывания к поверхности металла;
- Приспособление для постепенного вытягивания с комплектов крючьев и шайб для прихватывания к металлу.
Изготовить аппарат можно из компонентов, имеющихся в сарае или гараже любого домашнего мастера. Исключение составляет разве что трансформатор, но и этот элемент при желании можно раздобыть за разумную цену, например – в пунктах приема металлолома.
Еще немного средств надо будет потратить на радиодетали для изготовления блока управления (пускового устройства). Обратный молоток и прочие приспособления для вытягивания поврежденных кузовных элементов изготавливаются по образцу фабричных, желательно из меди или латунных сплавов.
Изготовление рабочего трансформатора и блока управления:
Первичная обмотка рабочего трансформатора Т2 рассчитывается на мощность 10-15 кВт. Если вам удалось раздобыть готовый трансформатор, например от обычного сварочного аппарата – рассчитать силовую вторичную обмотку будет несложно.
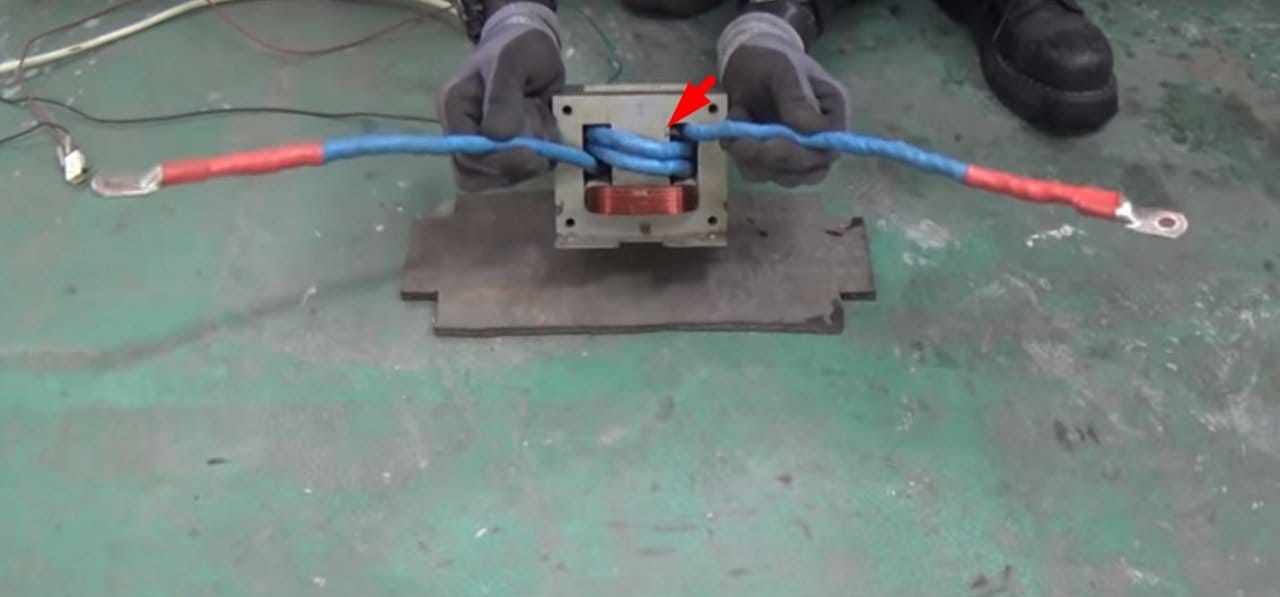
Намотайте 10 витков толстого провода и замерьте полученное напряжение при включенном трансформаторе. Разделите эту величину на 10, и получите напряжение, получаемое с одного витка. Количество витков должно обеспечить напряжение 7-9 вольт.
Медная жила для вторичной обмотки должна быть сечением не менее 75 квадратов. Это обеспечит формирование рабочего тока до 1500 ампер без излишнего нагрева и потерь мощности.
Состав силового блока следующий: трансформатор Т1 и диодный мост V1-V4, собранный на диодах Д226Б. Он служит для зарядки управляющего конденсатора С1. Трансформатор подойдет любой, например – от бытовой техники.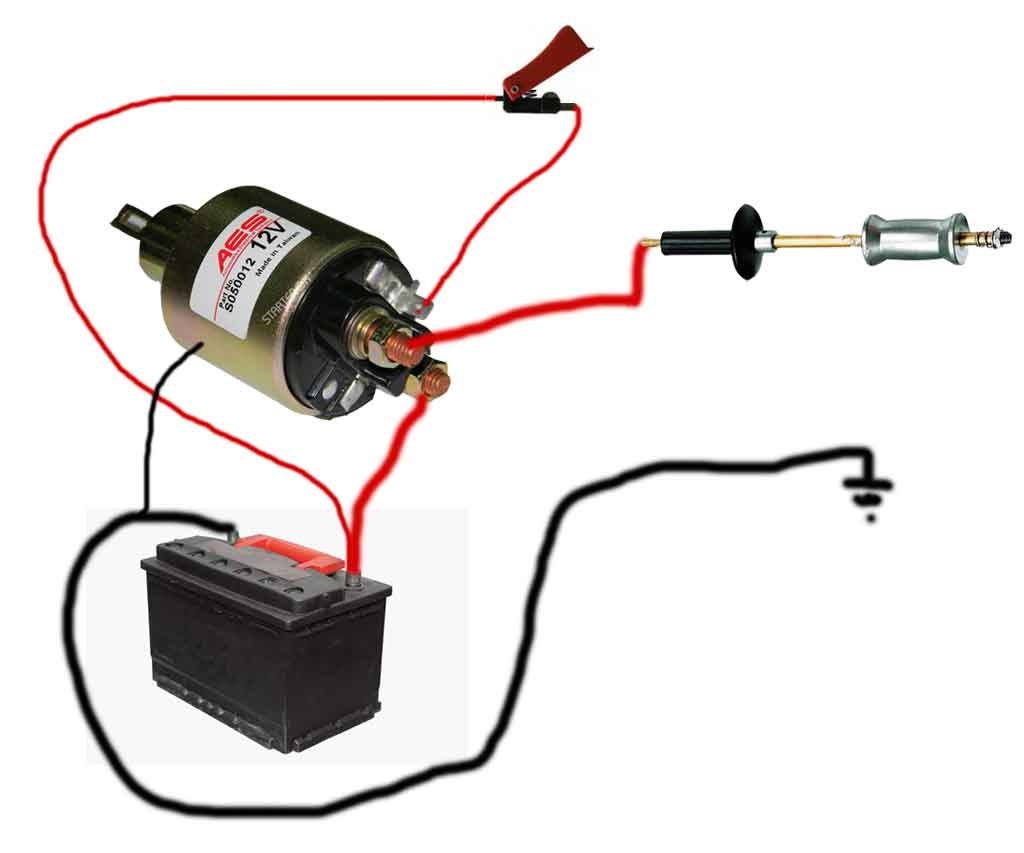 Напряжение на выходе 12-24 вольта.
Напряжение на выходе 12-24 вольта.
Емкость С1 открывает и закрывает тиристор V9, который и является ключом для блока управления. При нажатии на пусковую кнопку S3, тиристор открывается и подает питание через мост V5-V6 на первичную обмотку рабочего трансформатора Т2.
За это время происходит импульсная сварка, которая прекращается по мере разряда конденсатора С1, закрывающего тиристор V9 и прекращающего подачу напряжения на первичную обмотку рабочего трансформатора Т2. Длительность сварочного импульса регулируется переменным резистором R1.
ВАЖНО! Сварочный импульс протекает однократно, и не зависит от продолжительности нажатия на кнопку S3. Для перезапуска системы необходимо отпустить пусковую кнопку S3. После этого емкость С1 вновь зарядится и система будет готова к новому импульсу.
Кабели, которые подают рабочий ток к инструменту споттера, должны иметь сечение не меньше, чем вторичная обмотка рабочего трансформатора. Длину желательно ограничить 2,5 метрами (опять же, для уменьшения потерь мощности).
Изготовленный своими руками точечный сварочный аппарат безопасен и надежен. Кабель питания 220 вольт и блок управления должен быть надежно закрыт в корпусе. Если корпус металлический – заземление обязательно.
ВАЖНО! Споттер потребляет 10-15 кВт мощности. Поэтому ваша электропроводка должна соответствовать нагрузке.
Еще одно видео изготовления точечной сварки из старого сварочного аппарата
Прибор для контактной сварки из сварочного аппарата
По аналогичной схеме работает прибор для контактной сварки. В нем не применяются дуговые электроды с углеродной добавкой. Процесс сварки основан на протекании больших токов в точке замыкания контактов сварочного пистолета.
Если у вас есть сварочный аппарат, изготовить на его основе контактную сварку не составит труда. Необходимо лишь собрать управляющий блок и сварочный контактный пистолет, который будет подключен к рабочим проводам вашего электроприбора.
Необходимо лишь собрать управляющий блок и сварочный контактный пистолет, который будет подключен к рабочим проводам вашего электроприбора.
Управляющий блок предназначен для оперативного подключения питающего напряжения на первичную обмотку рабочего трансформатора. Его можно собрать на мощном реле, тиристорной или симисторной схеме.
Обратите внимание
Главное условие – пусковая кнопка должна быть под рукой на контактном пистолете, и она не должна быть фиксируемой. В противном случае можно создать короткое замыкание вторичной обмотки, которое приведет к перегреву устройства.
Рабочее напряжение, подаваемое на кнопку – должно быть безопасным для оператора. Поскольку напряжение на электродах контактного пистолета не превышает несколько вольт – весь процесс сварки безопасен с электрической точки зрения. Потенциально можно лишь обжечься о горячий металл.
 То есть, как только вы отпустили ручки клещей – электроды сразу будут обесточены и отведены из пятна сварки.
То есть, как только вы отпустили ручки клещей – электроды сразу будут обесточены и отведены из пятна сварки.
Пистолет можно изготовить в любой компоновке, главное – удобство и безопасность использования. В качестве примера – заводское устройство.
Контакты должны быть медными или латунными, иначе они будут привариваться к обрабатываемой поверхности. Толщина (диаметр) 5-15 мм. Поскольку электроды изнашиваются – необходимо предусмотреть возможность замены.
Поэтому надо следить за возможным перегревом трансформатора, и при необходимости делать перерывы в работе.
About sposport
View all posts by sposport
Как сделать споттер из сварочного аппарата своими руками: алгоритм действий, назначение прибора
Споттер представляет собой устройство, вычисляемое к категории сварочных аппаратов. Предназначается для точечной сварки. Работает на основе сопротивления тока. Устройство функционирует за счет выделения некоторого количества энергии тепла в зоне соприкосновения со сварочным материалом при подаче электротока. Споттер из сварочного аппарата можно сделать своими руками. Классифицируют его на инверторную и трансформаторную модели.
Предназначается для точечной сварки. Работает на основе сопротивления тока. Устройство функционирует за счет выделения некоторого количества энергии тепла в зоне соприкосновения со сварочным материалом при подаче электротока. Споттер из сварочного аппарата можно сделать своими руками. Классифицируют его на инверторную и трансформаторную модели.
Предназначение споттера и его особенности
Самодельный споттер используют в отношении кузовных работ автомобилей. Делают это тогда, когда по каким-то причинам с внутренней стороны выровнять поверхность детали нет возможности. Можно локально нагревать металл при помощи указанного инструмента, если на кузовной области есть небольшие повреждения. Важно разобраться, как сделать споттер своими руками, чтобы получить качественное и функциональное изделие.
Процесс сварки выглядит так. На место повреждённого металла закрепляется крепёж. К нему подсоединяется устройство и при помощи вспомогательных приспособлений либо своими руками вытягивают вмятины. Инструмент для ремонта кузова дает возможность быстро и качественно восстанавливать автомобиль без покраски поврежденного участка. Споттер хорош тем, что при его эксплуатации удается держать под контролем функционирование каждой детали. Это объясняется тем, что вероятность перегрева и разрыва проводов довольно велика.
К нему подсоединяется устройство и при помощи вспомогательных приспособлений либо своими руками вытягивают вмятины. Инструмент для ремонта кузова дает возможность быстро и качественно восстанавливать автомобиль без покраски поврежденного участка. Споттер хорош тем, что при его эксплуатации удается держать под контролем функционирование каждой детали. Это объясняется тем, что вероятность перегрева и разрыва проводов довольно велика.
Свойства конструкции агрегата
Приспособление состоит из таких компонентов, как коробка, пистолет, кабель, электрод.
Коробка содержит всю систему аппарата, которая необходима для сварки. Чтобы четко и быстро проводить кузовные работы, надо придерживаться порядка и технологии процесса.
Ели поверхность подверглась деформации, надо очистить ее от любого покрытия. Это может быть ржавчина, краска или лак. Данный этап очень важен, так как качество соединения металлов напрямую влияет на итог всего процесса. На поверхность, которая подверглась корректировке, присоединяют контакты. На очищенную зону повреждённой области приваривают крепёж, к которому и подсоединяется рассматриваемое устройство.
На поверхность, которая подверглась корректировке, присоединяют контакты. На очищенную зону повреждённой области приваривают крепёж, к которому и подсоединяется рассматриваемое устройство.
Вслед за этим захватывается устройство пистолетом, после чего вмятина вытягивается. Для выравнивания прибегают к использованию молотка, гидроцилиндров и других приспособлений. Обращают внимание на толщину металла. Здесь следует понять, какое оборудование даст возможность производить рихтовку машины, чтобы не нанести ей вреда. Обратный молоток не используется в сочетании с алюминием. К тому же не каждый агрегат может справиться с оцинкованным кузовом. Когда рихтовка кузова закончена, скручивают приваренную деталь. Место контакта зачищают шлифовальной машинкой.
Ключевая деталь споттера
Сварочный пистолет — это основная деталь устройства. Для непрерывной работы используют устройство фабричного изготовления. Можно сделать его на основе пистолета из строительного клея своими руками. Альтернативным способом будет применение деталей из полуавтоматической сварки. Из текстолита вырезают одинаковые части с показателями длины от 12 до 14 мм. Их должно быть 2. В них устанавливают кронштейн, применяемый в качестве крепления электрода для сварки. При желании можно смонтировать лампочку для подсветки, как и переключатель импульса.
Для непрерывной работы используют устройство фабричного изготовления. Можно сделать его на основе пистолета из строительного клея своими руками. Альтернативным способом будет применение деталей из полуавтоматической сварки. Из текстолита вырезают одинаковые части с показателями длины от 12 до 14 мм. Их должно быть 2. В них устанавливают кронштейн, применяемый в качестве крепления электрода для сварки. При желании можно смонтировать лампочку для подсветки, как и переключатель импульса.
Кронштейн можно сделать из меди. У него может быть сечение — прямоугольное или квадратное. В качестве электрода для сварки используют медный прут с толщиной от 8 до 10 мм. Пистолет должен иметь такую конструкцию, которая позволяла бы поменять электрод без разборки. Чтобы подключить пистолет к устройству, используют комбинацию из сварочного кабеля с необходимым показателем сечения и 5-жильным контрольным кабелем. Подключение последнего осуществляется в соответствии со схемой.
 youtube.com/embed/ZF2U8eRnjFw»/>
youtube.com/embed/ZF2U8eRnjFw»/>
На переключатель проводят три жилы. Ещё две перемещаются на подсвечивающую лампочку и двигатель. Сварочный кабель необходимо зачистить и припаять в специальное отверстие в кронштейне.
Алгоритм изготовления своими руками
Чтобы сделать агрегат самому, нужны некоторые навыки и понимание основ работы с такой техникой. Споттер из сварочного аппарата своими руками можно сделать в соответствии с чертежами. Для этого надо тщательно изучить конструкционные особенности аппарата. Можно использовать подручные детали.
Не всегда является целесообразным приобретение фабричного устройства. Качественный агрегат может обойтись в кругленькую сумму. Необходимо рассматривать конфигурацию приспособления и его чертежи.
Оборудование из инверторного аппарата
Чаще всего агрегат на основе инвертора изготавливается с применением самодельного материала.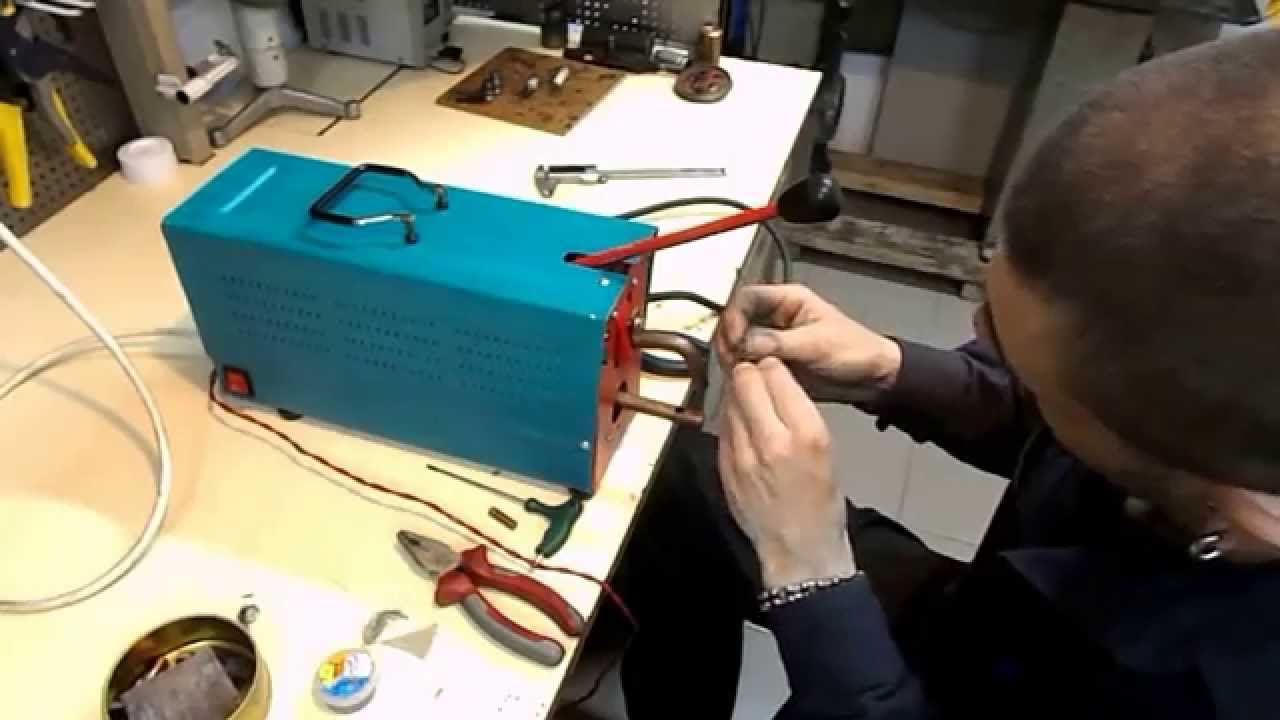 Основными составляющими устройства являются тиристорное реле и сварочный инвертор. Чтобы собрать приспособление, потребуются:
Основными составляющими устройства являются тиристорное реле и сварочный инвертор. Чтобы собрать приспособление, потребуются:
- тиристор с показателем 200 Вольт;
- трансформатор для понижения 122 вольт для управления реле посредством кнопки;
- реле с мощностью в 30 ампер;
- мост на диодах;
- кнопка для управления и контроля;
- контактная группа 220 вольт.
Трансформатор подключается с помощью диодного моста. К нему подсоединяется тиристор реле. Трансформатор питает управляющую ветку цепи. Перед изготовлением споттера своими руками надо обеспечить безопасные условия работы. С этой целью кладут под ноги резиновые коврики и придерживаются стандартных правил техники безопасности.
Основные этапы сборки
Чтобы сделать самодельный агрегат, идеально подходит сварочный аппарат Nordic. Необходимо уметь менять конфигурацию устройства так, чтобы споттер постоянного тока на выходе давал 1500 ампер, как минимум. Сборка осуществляется по следующим правилам:
Сборка осуществляется по следующим правилам:
- Снимают с аппарата вторичный слой. Иногда их бывает несколько.
- Перед установкой определяют количество витков на 1 Вольт. Первичная обмотка для этого оборачивается медной проволокой. Затем измеряют показатель Вольт.
- Полученный показатель делят на количество витков. Результат и будет указывать на число витков на Вольт.
- Из вторичного слоя, который был снят, производят шину. Желательно не допускать, чтобы этот параметр опускался ниже 160 квадратных мм.
- Напряжение должно равняться 6 вольт. Если сечение меньше, можно делить шину на несколько частей. Их скрепляют изоляционной лентой.
Количество фрагментов зависит от изначальных показателей. Допустим, если параметр равен 40 кв. мм., шина разрывается на 4 части. Необходимо взять две шины с обмоткой из изоленты или скотча для малярных работ. Изоляция должна быть последовательной. Сначала идет слой изоляционной ленты, затем — скотча, а сверху наматывается изолента. На открытые зоны можно установить клепки.
Сначала идет слой изоляционной ленты, затем — скотча, а сверху наматывается изолента. На открытые зоны можно установить клепки.
Полученные шины перемещаются на трансформатор. Этот процесс не является лёгким и требует определенных навыков. Необходимо наличие молотка и присутствие дополнительного помощника. Благодаря этому шина будет сидеть лучше и не получит каких-либо повреждений. Если показатель мощности нормальный, то приспособление можно считать готовым. Если же нет, придется проводить ряд экспериментов, подключая к первичной обмотке провода.
Этапы производства трансформатора
Сборка трансформатора является обязательным этапом изготовления споттера из сварочного аппарата. Такая работа является наиболее трудной. Обмотка требует большого количества времени, но этот этап не является обязательным. Обмотка осуществляется на кольцевом железе. Провод для вторичной обмотки должен изготавливаться из алюминия или меди. Между мотками следует прокладывать качественную изоляцию. Для этого подходит трансформаторная бумага в несколько слоев. Для максимальной надежности ее пропитывают парафином.
Для этого подходит трансформаторная бумага в несколько слоев. Для максимальной надежности ее пропитывают парафином.
Пистолет делают из полуавтомата. К нему потребуются некоторые дополнения, чтобы закрепить инструмент на приборе для рисования. Чтобы сделать клещи, подойдёт простая труба 20 на 20 мм. Силовые провода, соединяющие трансформатор и пистолет, должны иметь идентичное сечение. Как альтернатива, они должны превышать сечение шины. Не стоит использовать слишком большие по длине провода. Максимальный их размер должен быть равен 2,5 м. Рабочий кабель, соединяющий трансформатор и пистолет, должен быть сделан на основе коммутирующего кабеля с термоизоляцией. При каждом нагревании этот слой будет стягиваться.
Важные нюансы в конструкции
Наибольшие сложности в адаптации трансформатора заключаются в увеличении показателя выходной силы тока. Для этого экспериментируют с шиной, которая ставится вместо вторичной обмотки. Опыт дает понять, что показатель сечения должен быть не меньше 160 кв. мм. Что касается напряжения в шине, то она не должна быть меньше 6 вольт. Важнейшим моментом при сборке трансформатора является соблюдение оптимальной изоляции сетевых обмоток. Если накладка была сделана неправильно, это приведет к нежелательным последствиям.
Опыт дает понять, что показатель сечения должен быть не меньше 160 кв. мм. Что касается напряжения в шине, то она не должна быть меньше 6 вольт. Важнейшим моментом при сборке трансформатора является соблюдение оптимальной изоляции сетевых обмоток. Если накладка была сделана неправильно, это приведет к нежелательным последствиям.
Споттер своими руками из сварочного аппарата, микроволновки
Что такое споттер, у человека, занимающегося кузовным ремонтом автомобиля, спрашивать не надо. Попробуем ответить на вопрос — как сделать споттер своими руками из сварочного аппарата, микроволновки, используя наработки бывалых автовладельцев.
Большинство автовладельцев знают, что спог (споттер) — это тот же сварочный аппарат, но предназначенный чисто для контактной сварки. В чем на практике выражено это отличие?
В том, что время действия импульса сварочного тока спога настолько мало, что порой с обратной стороны рабочей поверхности листа металла не успевает обгореть краска. Обеспечивает такой импульс разряд конденсатора очень большой емкости.
Обеспечивает такой импульс разряд конденсатора очень большой емкости.
Споттер из сварочного аппарата своими руками
Вполне логично предположить, что наиболее короткий путь к самостоятельному созданию спога – сделать его из сварочного аппарата. И это действительно так.
Смотрим видео, рассказывающее о подобном агрегате.
В данном конкретном случае у первоначального устройства сохраняются функции сварки, 220 В идет на обмотку основного трансформатора (Тр). Само собой, нужны меры безопасности. Управление — от реле (12 В) через диодный мостик от понижающего трансформатора. Но есть и более широкое толкование термина «споттер». Иногда его рассматривают как устройство для устранения вмятин кузова автомобиля.
В этом варианте спог выглядит в виде коробки, стаддера (пистолета), проводов и электрода. В этом случае потребуется дополнительно сварочный полуавтомат под пистолет, ось, втулка и т. д.
д.
В самом же общем случае при изготовлении споттера своими руками из сварочного аппарата нужно достичь одной цели: «выжать» из него 1500 А. Более подробно об этом здесь: http://sam-avtomaster.com/oborudovanie/spotter-iz-svarochnogo-apparata. Если имеется в наличии Тр от сварочного полуавтомата (пусть даже со сгоревшей вторичной обмоткой), задача крайне упрощается.
Споттер своими руками из микроволновки
Как сделать более практичный аппарат, позволяющий вытянуть поверхность? Смотрим.
Понятно, что основной узел, взятый из микроволновки — это трансформатор. Обычно мастера удаляют вторичную обмотку, а вместо них наматывают новые с нужными значениями.
Инопуллер (обратный молоток) можно изготовить из куска текстолита или гетинакса.
Так что и из микроволновки можно сделать своими руками неплохой самодельный споттер.
Teor21функции и характеристика, правила изготовления
В хозяйстве и строительстве часто используют аппарат для сварки. Любители автотранспорта считают незаменимой вещью споттер – сварочный аппарат точечной сварки, который используется для устранения кузовных дефектов и ремонта автотранспорта. Если не хватает средств на приобретение такого оборудования, можно попробовать изготовить споттер своими руками. Самостоятельно сделать этот инструмент – дело несложное, если есть руки, желание и небольшие знания электрики.
Любители автотранспорта считают незаменимой вещью споттер – сварочный аппарат точечной сварки, который используется для устранения кузовных дефектов и ремонта автотранспорта. Если не хватает средств на приобретение такого оборудования, можно попробовать изготовить споттер своими руками. Самостоятельно сделать этот инструмент – дело несложное, если есть руки, желание и небольшие знания электрики.Применение споттера
Этот инструмент используется для кузовных сварочных работ, чтобы выправить поверхность кузова без разборки обшивки автомобиля. Споттер очень удобен в том случае, если требуется рихтовка деталей кузова, когда производители установили ограничение доступа из-за конструктивных особенностей.
Осуществляя кузовные работы, с помощью споттера осуществляют приваривание специального крепежного инструмента к деформированной детали автомобиля. Далее за этот крепежный инструмент вытягивают деформированный металл при помощи обратного молотка. Помимо этого, споттер способствует нагреву металла, способствуя таким образом быстрому возврату необходимой формы и жесткости.
Функции и свойства производственного споттера
Поставленный на производственный поток инструмент обладает множеством положительных функций:
- присоединение ремонтных шайб сварочным аппаратом;
- точечная сварка, осуществляемая посредством металлического электрода, необходимая для вытягивания металла панели;
- осуществление прогрева углеродным электродом металлической детали с его дальнейшим охлаждением;
- конструкция споттера делает его простым и очень удобным в эксплуатации;
- этот инструмент имеет два режима сварки: режим постоянного включения, требующий применения углеродного электрода, и режим с кратковременным включением, регулируемый по времени, в процессе которого осуществляется приваривание шайб и металлического электрода;
- имеется принудительная система охлаждения и термостат, который отключает сварочный аппарат в случае его перегрева, а также автоматически включает его, когда необходимая температура сварки достигнет нужного значения.

Это сварочное устройство имеет следующие характеристики:
- для нормального функционирования необходимо напряжение в 220 В;
- предельная мощность составляет 10 кВт;
- напряжение вторичной обмотки аппарата для сварки – 7,8 – 9 В;
- таймер;
- тяговое усилие для иглы – больше 100 кг;
- частота переменного тока – 50 – 60 Гц;
- пределы установки времени – 0 – 1,2 секунды;
- тяговое усилие для шайбы – больше 100 кг;
- вес – 32 кг;
- максимальный рабочий ток – 1300 А.
Изготовление споттера своими руками
Стоит такое устройство очень дорого, поэтому многие изготавливают споттер своими руками.
Требуемые материалы для этого:
- сварочный трансформатор;
- привод 12В;
- диодный мост;
- контактор 220 В;
- тиристор на напряжение 200 В;
- реле 30 А;
- кнопка.
Перед тем как приступить к изготовлению споттера своими руками, следует обезопасить себя от случайного удара током, поэтому используют резиновый коврик и соблюдают правила техники безопасности.
Сварочный аппарат является идеальной основой для споттера своими руками. Важно изменить его таким образом, чтобы он на выходе подавал от 1500 А.
Собирают споттер следующим образом:
- С аппарата снимают вторичный слой.
- После этого необходимо выяснить, сколько витков может потребоваться на 1 В. Чтобы это выполнить, на первичную обмотку необходимо обвернуть медную изолированную проволоку, после чего измерить количество вольт. Полученная цифра делится на число витков проволоки. Итоговый результат определяет нужное количество витков.
- Из снятого вторичного слоя изготавливают шину таким образом, чтобы сечение составляло 160 мм2, не меньше, а напряжение – 6 В.
- Если сечение будет меньше этого значения, ее разделяют на несколько частей и скрепляют матерчатой изолентой. Количество частей зависит от первоначального показателя. Например, если сечение составляет 40 мм2, то шину следует разделить на 4 части.
- Потребуется 2 шины с обмоткой из малярного скотча и изоленты. Изоляцию лучше всего проводить следующим образом: сначала будет слой изоленты, потом – скотча и затем снова изоленты. Открытые края необходимо заклепать.
- Полученные шины наматывают на трансформатор. Это довольно сложно, поэтому потребуется помощник и молоток. Необязательно добиваться плотного сцепления трансформатора и первички. Главное, чтобы шина располагалась ровно и не имела никаких повреждений.
 Изоляцию лучше всего проводить следующим образом: сначала будет слой изоленты, потом – скотча и затем снова изоленты. Открытые края необходимо заклепать.
Изоляцию лучше всего проводить следующим образом: сначала будет слой изоленты, потом – скотча и затем снова изоленты. Открытые края необходимо заклепать.Если мощности хватает, то прибор своими руками почти готов. Осталось только изготовить пусковое устройство.
На рукоятке споттера имеется кнопка, через которую привод 12 В управляет реле. Это реле необходимо, чтобы перекрыть провод, имеющим напряжение в 220 В. Имея такое устройство, точечная сварка осуществляется легко и безопасно.
Сварочный пистолет изготавливается из полуавтомата, однако к нему следует изготовить небольшие дополнения, необходимые для крепления к прибору рихтовки. Внутри полуавтомата фиксируют ось из латуни.
Под клещи используют обычную трубу 20х20 мм. Силовой провод, соединяющий трансформатор и пистолет, должен иметь такое сечение, которое будет идентично или больше, чем сечение шины. Рабочий кабель, соединяющий трансформатор и пистолет, изготавливается обычно из коммутирующего провода, имеющего термоизоляцию. Обязательно учитывают тот момент, что нагреваясь, этот слой начинает стягиваться.
Силовой провод, соединяющий трансформатор и пистолет, должен иметь такое сечение, которое будет идентично или больше, чем сечение шины. Рабочий кабель, соединяющий трансформатор и пистолет, изготавливается обычно из коммутирующего провода, имеющего термоизоляцию. Обязательно учитывают тот момент, что нагреваясь, этот слой начинает стягиваться.
Заключение
Изготовление споттера своими руками – дело несложное. Работа с ним требует навыков в сварочном деле. Кроме того, обязательно следует соблюдать правила эксплуатации прибора и правильно проводить сварку. Таким образом, осуществляется качественная работа по ремонту деформированных частей кузова.
Оцените статью: Поделитесь с друзьями!конструкции, схемы, советы как сделать аппарат из сварочного аппарата и подручных средств
Облегчить ремонт автомобиля вам помогут современные инструменты. Один из них – споттер. Если у вас недостаточно денежных средств, то собрать споттер для кузовного ремонта своими руками – задача вполне разрешимая. Что представляет собой этот агрегат?
Если у вас недостаточно денежных средств, то собрать споттер для кузовного ремонта своими руками – задача вполне разрешимая. Что представляет собой этот агрегат?
DigitalSpotter является аппаратом односторонней точечной сварки. Принцип его работы – сваривание сопротивлением. Используется инструмент для выправления больших элементов кузова, где производителем установлены ограничения доступа из-за конструктивных особенностей либо дополнительной жесткости.
С помощью сварочного пистолета к поврежденному месту приваривается быстро липнущий специальный элемент. Далее деталь выпрямляется руками в изначальное положение. С помощью особых настроек споттер можно использовать для нагревания металла кузова участками и их вытягивания.
Конструкция и принцип работы аппарата
Состоять самодельный агрегат будет из двух главных узлов – это сварочный трансформатор (Т2) и электронное реле на тиристоре V9. Сетевая обмотка у трансформатора подсоединяется к электросети через диодный мост (V5/V8). Именно в его диагональ будет включен тиристор (V9) электронного реле.
Именно в его диагональ будет включен тиристор (V9) электронного реле.
Вспомогательный маломощный трансформатор (Т1) питает управляющую цепь тиристора (обмотка 2). Работает аппарат следующим образом:
Схема споттера
- При нажатии на выключатель (S1) напряжение питания (220В) идет на трансформатор Т1. Вернее, его первичную обмотку.
- Конденсатор (С1), подключаемый к выпрямительному мосту (V1/V4) через замкнутые контакты S3 переключателя, заряжается.
- Тиристор V9 закрыт, поэтому первичная обмотка трансформатора Т2 обесточена.
- При нажатии на клавишу S3 переключателя заряженный конденсатор (С1) подключается к электроду управления тиристора V9 с помощью переменного резистора R1.
- Далее разрядный электроток конденсатора открывает тиристор. На первичную обмотку трансформатора Т2 идет напряжение электросети.
- Во вторичной обмотке на трансформаторе появляется импульс тока.
Продолжительность импульса зависит от характеристик задающей время цепи R1/C1. Максимальная длительность импульса – около 0,1 сек. За этот промежуток времени электроток во вторичной обмотке достигает 350-500 А. Оптимальный режим сваривания можно настраивать резистором R1.
Максимальная длительность импульса – около 0,1 сек. За этот промежуток времени электроток во вторичной обмотке достигает 350-500 А. Оптимальный режим сваривания можно настраивать резистором R1.
Для споттера годится любой тиристор, который рассчитан на напряжение 220 В и силу электротока в 50 А. Это же касается и диодного моста V5/V8. Трансформатор Т1 должен создавать на вторичных обмотках напряжение в 12 В.
Изготовление трансформатора
- Магнито-провод трансформатора набирайте из пластин Ш40, толщина данного набора должна составить 10 см.
- В первичной обмотке должно быть 200 витков качественного провода сечением 2,5 мм².
- Во вторичной обмотке – 7 витков шины либо изолированного провода сечением не меньше 50 мм².
- Соединительный заземляющий проводник для вторичной обмотки делается того же сечения и длиной не более 2-2,5 м.
Мнение эксперта
Илья Вячеславович
Консультант сайта krasymavto.ru по кузовному ремонту
Задать вопросОт качественности изоляции обмоток трансформатора зависит ваша безопасность. Поэтому рекомендуется наложить поверх сетевых (первичных) обмоток не менее 5-6 слоев ткани.
Поэтому рекомендуется наложить поверх сетевых (первичных) обмоток не менее 5-6 слоев ткани.
Сборка на базе сварочного аппарата
Два основных элемента споттера – сварочный пистолет и силовой блок. Соединяются они кабелем. Сечение его должно быть не меньше 50 мм². Соединение производится при помощи быстрого силового разъема.
Корпус силового блока сделать самостоятельно довольно просто. Главное изготовить его под ваши условия применения. Вы можете сделать устройство переносным либо установить его на тележку. Дополнительно можно обустроить агрегат полками, кронштейнами для инструментов и пр.
Совет! Под пистолет можно использовать аналог для сварочного полуавтомата. Вмонтируйте в него латунную ось, имеющую наружную резьбу М10, для фиксации к рихтовочным устройствам (инопуллер либо обратный молоток).
К ней прикрепите сварочный кабель. Его сечение должно быть не меньше 50 мм². На другой стороне кабеля должен быть силовой разъем для присоединения к споттеру.
На другой стороне кабеля должен быть силовой разъем для присоединения к споттеру.
Кабель для крепления массы тоже должен обладать быстрым разъемом, на другой его стороне смонтируйте контакт «крокодил» или привариваемый контакт. Кабель для массы должен иметь длину не менее 1,5 метра, рабочий кабель – 2,5 метра.
Важно! Если увеличить их длину, мощность будет теряться и приваривание ухудшится.
Полезное видео
Посмотрите интересное видео про самодельный споттер из сварочного аппарата:
ПредыдущаяОборудованиеКак сделать стапель для кузовного ремонта самостоятельно?
СледующаяОборудованиеВыбор шлифовальной машинки для автомобиля
Споттер своими руками: подробные инструкции по сборке
Споттер относится к категории оборудования для выполнения контактной сварки.
 В процессе работы агрегат выдает токовый разряд, который за доли секунды расплавляет металл и позволяет проводить сварку точечно без привычных клещей. Для корректной работы используется сменная насадка – обратный молоток, который одномоментно со споттером выправляет вмятины, тем самым придается потерянная жёсткость металлу и возвращается его изначальная форма. Если вы хотите использовать агрегат для небольших объёмов работ, то проще собрать прибор из подручных средств. В этом обзоре от редакции Seti.guru ответим на вопрос как сделать споттер своими руками, рассмотрим последовательность сборки такого агрегата из разных бытовых приборов и ненужного оборудования.
В процессе работы агрегат выдает токовый разряд, который за доли секунды расплавляет металл и позволяет проводить сварку точечно без привычных клещей. Для корректной работы используется сменная насадка – обратный молоток, который одномоментно со споттером выправляет вмятины, тем самым придается потерянная жёсткость металлу и возвращается его изначальная форма. Если вы хотите использовать агрегат для небольших объёмов работ, то проще собрать прибор из подручных средств. В этом обзоре от редакции Seti.guru ответим на вопрос как сделать споттер своими руками, рассмотрим последовательность сборки такого агрегата из разных бытовых приборов и ненужного оборудования.Что такое споттер и можно ли его сделать своими руками
Споттер, выполненный своими руками, чаще всего используется для рихтовки авто и выравнивания вмятин на металле. Такое оборудование очень любят мастера на СТО, так как в процессе правки кузова нет необходимости демонтировать крыло или дверь автомобиля.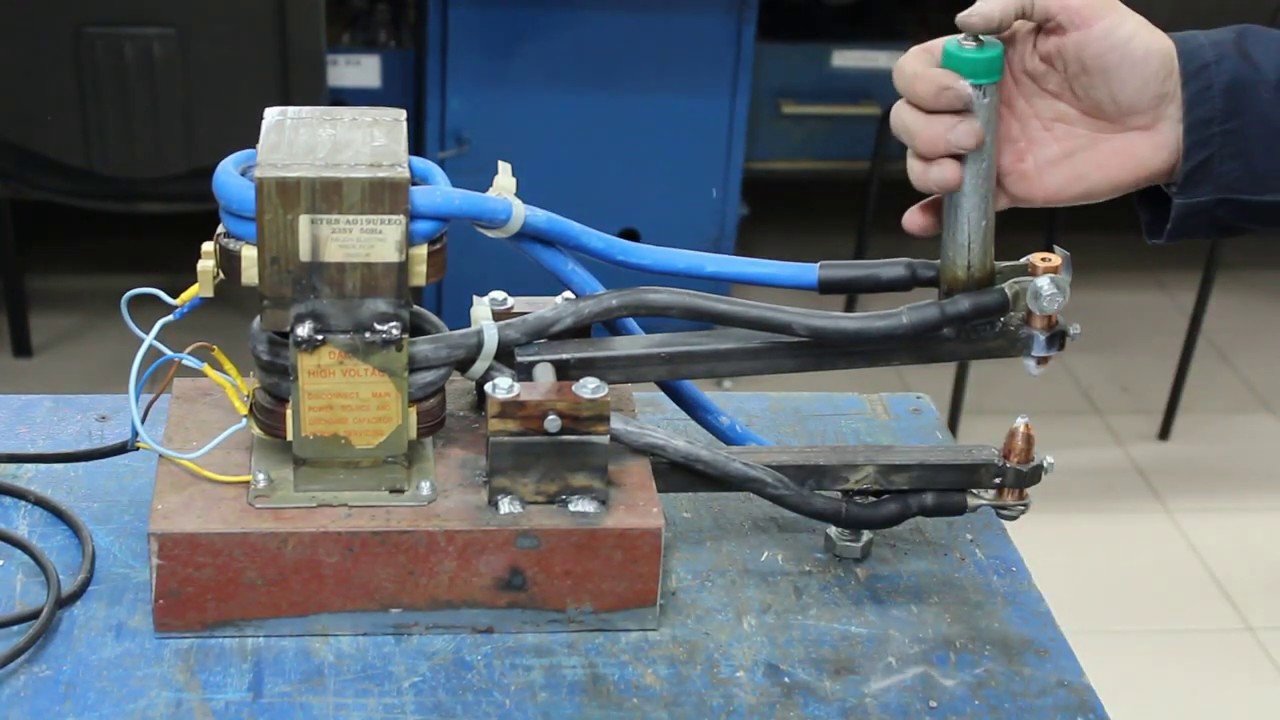 Все работы можно провести непосредственно на внешней части обшивки. Особенно удобно работать прибором в тех местах, к которым подобраться сложно.
Все работы можно провести непосредственно на внешней части обшивки. Особенно удобно работать прибором в тех местах, к которым подобраться сложно.
Сварка споттером не оставляет глубоких следов и после выравнивания легко удаляется болгаркой.
Дело в том, что нагрев и остывание в точке касания происходят настолько быстро, что металл не успевает окислиться и вступить в реакцию. Причем самодельные модели можно настроить таким образом, чтобы сила тока, и время воздействия можно было менять в зависимости то того, какой толщины металл необходимо обработать.
От корпуса аппарата исходит два кабеля: масса и рабочий провод с пистолетом. Пистолет — это то, чем оперирует сварщик в своих руках.
Технология работы следующая: Масса фиксируется на кузов автомобиля, с которого предварительно снят аккумулятор. Пистолет запускает подачу тока. После нажатия на курок происходит разряд, который плавит металл. Одномоментно, либо до этого этапа мастер обратным молотком выбивает небольшие «холмики», на которые споттером подается разряд. Они в последствии зачищаются, тем самым металл утолщается и получает необходимые форму и прочность.
Они в последствии зачищаются, тем самым металл утолщается и получает необходимые форму и прочность.
К сведению! Действие споттера основано на таком физическом явлении, как токовое сопротивление. При этом применение привычных сварочных материалов (плавящихся электродов, сварочных проволок и других) не требуется.
Рабочая схема споттера
Для корректной сборки инструмента необходимо разобраться в принципиальной схеме работы споттера.
Работает такая схема по следующему принципу: при включении споттера на трансформатор Т1 подается напряжение. Далее оно преобразуется и поступает с его вторичной обмотки на диодный мост. Затем проходит через замкнутые контакты переключателя «Импульс» на конденсатор С1, который начинает заряжаться. Поскольку тиристор в это время закрыт, электрический ток на сварочный трансформатор не поступает.
Чтобы запустить этот трансформатор и получить на его вторичной обмотке сварочный ток, необходимо изменить положение переключателя «Импульс», который отключит конденсатор С1 от зарядки и подключит его к цепи управления тиристором. Ток, образовавшийся в результате разряда конденсатора, предварительно проходит через сопротивление (R1), отвечающее за режимы работы аппарата, и поступает на управляющий электрод тиристора, что приводит к его открытию.
Ток, образовавшийся в результате разряда конденсатора, предварительно проходит через сопротивление (R1), отвечающее за режимы работы аппарата, и поступает на управляющий электрод тиристора, что приводит к его открытию.
Споттер для кузовного ремонта своими руками
Существует несколько вариантов, как сделать споттер для кузовного ремонта своими руками из отслуживших своё приборов. Рассмотрим подробно каждый вариант сборки.
Подбираем комплектующие
Главная и самая сложная часть работы – подобрать правильный трансформатор. Для создания необходимого токового импульса нужен трансформатор на 1500 А. Если у вас такого нет под рукой, чуть позже расскажем, как сделать его самостоятельно.
Кроме этой важнейшей детали для сборки споттера потребуются: обратный молоток, блок управления (в нём находится тиристор 200 В), диодный мост, контрактор (220 В), а также реле на 30 А.
Как правильно переделать трансформатор для споттера
Перемотка трансформатора – самый трудоёмкий этап. Обычно для этих целей выбирают медный или алюминиевый провод. Рассмотрим порядок работ более подробно.
Обычно для этих целей выбирают медный или алюминиевый провод. Рассмотрим порядок работ более подробно.
| Иллюстрация | Описание действия |
| Для работы используем 2 пустые болванки от катушек, наша задача их соединить в одну | |
| Отрезаем выступающие боковые части с двух катушек, склеиваем секундным клеем, обматываем тканью и заливаем лаком. Углы проклеиваем картоном. Это сделано для того, чтобы при намотке не перегибало провод. У нас получилась одна большая болванка. | |
| Начинаем намотку проводом в несколько слоев, диаметр 1,1 мм. В нашем случае получилось около 112 витков на ряд. Каждый слой прокладываем изоляционной бумагой. Это сведет к минимуму риски межвитковых замыканий. | |
Делаем ответвление. Их будет три штуки. Можно менять напряжение на вторичке не сматывая ее. Это слегка увеличит нагрузку на первичку, но для кратковременных работ, к примеру, переключения тока с 3 Вольт, на 5-ть вполне подойдет. | |
| Выводим провода из катушки |
Важно! Длина выходящих концов вторичной обмотки трансформатора должна предусматривать возможность её подсоединения к выходным клеммам, а первичной – для подключения к электрической цепи аппарата. Трансформатор, который вы изготовили, желательно пропитать шеллаком.
Если вы хотите получить дополнительные знания, как правильно намотать трансформатор для споттера, посмотрите это видео
Изготовление блока управления
Главная задача при сборке блока управления – корректно соединить перемычки для разрыва контактов первичной сети. Основные схемы мы привели ранее. Кроме того, в блок управления заводятся провода, контакты для пусковой кнопки, а также других переключателей, необходимых для работы.
Выбор корпуса споттера и силового провода
Несмотря на то, что вы делаете самодельный инструмент, необходимо позаботиться об эстетике. Поэтому корпус агрегата (то, на что будут обращать свое внимание те, кто будут обращаться к вам за помощью), важно сделать функциональным и удобным.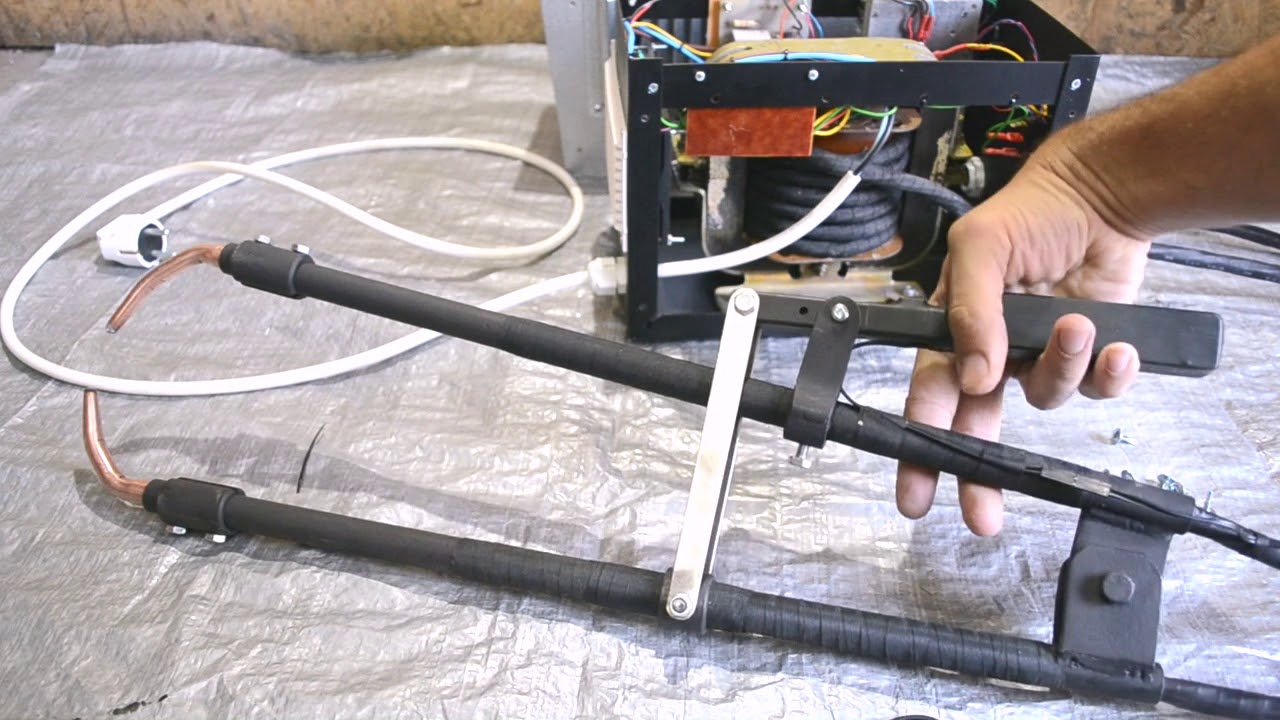 Заранее продумайте, какие управляющие элементы и где вы хотите разместить.
Заранее продумайте, какие управляющие элементы и где вы хотите разместить.
Корпус для споттера может быть выполнен из разных материалов: металла, пластика и даже дерева. Некоторые мастера используют системный блок для ПК. Это достаточно удобно, так как в нём уже имеется возможность установить микросхемы и кулеры. Иногда в качестве защиты используется деревянный короб с откидной крышкой. В некоторых моделях предусмотрена выдвигающаяся телескопическая ручка для переноски.
Главная задача – обеспечить возможность вскрытия коробки и доступ ко всем элементам управления в любой момент. Габариты корпуса выбираются индивидуально, лучше обработать конструкцию диэлектрическим материалом.
Особое внимание следует обратить на качество сварочного кабеля. Расчет длины производится по такому принципу. На каждые 10 А максимально допустимого тока, который выдаёт споттер, должно приходиться 1 мм² сечения кабеля. Для массы следует использовать кабель, длина которого не превышает 1,5 м, для рабочего – не более 2,5 м.
Изготовление рабочего сварочного пистолета – подробная фото и видеоинструкция
Сварочный пистолет – один из важнейших элементов споттера. Если вы планируете достаточно активно использовать прибор, то лучше купить готовый образец. Но для работ небольшого объёма вполне подойдёт самодельный агрегат.
Некоторые умельцы как могут упрощают и ускоряют себе работу. Рассмотрим,как работает одно из таких устройств, наиболее интересное на наш взгляд – пистолет для приваривания шайб с помощью споттера.
| Иллюстрация | Описание действия |
| Конструкция предполагает использование пневмопистолета, который обеспечивает подачу крючков для эффективного крепления споттером. Цилиндр и поршень пневнопривода по сути, являются обычной металлической трубкой и металлическим круглый стержнем. | |
Корпус был изготовлен из нержавейки толщиной 1 мм. Центральный подвижный механизм – затвор был сделан из медной трубы миллиметровой толщины. | |
| Труба была разрезана, расправлена и сделано 2 куска медной пластины. В одной пластине был сделан вырез под свариваемую шайбу, затем 2 пластины были соединены между собой.Таким образом,нам удалось избежать фрезерных работ. | |
| Пистолет является пневмоприводом для затвора, он помогает передернуть его и тем самым, выдвинуть следующую шайбу для сварки. |
В большинстве же случаев в качестве основы для сварочного пистолета выступает монтажный клеевой пистолет. Главная задача, разработать такую конструкцию, которая позволяла бы поменять электрод без разборки.
Иногда для работы используется еще одна насадка – пуллер для споттера. Он выполняет сразу две функции сварку и выравнивание поверхности.
| Иллюстрация | Описание действия |
Как мы видим насадка позволяет не только проводить контактную точечную сварку, но и одновременно слегка выравнивать поверхность. | |
| В процессе работ не забывайте сверяться по уровню |
Изготовление обратного молотка для споттера своими руками
Обычно его собирают из металлических прутов, сваривая их и оформляя наконечник при помощи гаек. Болванка на штыре должна перемещаться свободно, чтобы создавать обратную тягу во время работы. На конец электрода нужно приварить острый наконечник, которым и производится контакт с поверхностью кузова при рихтовке авто.
Предлагаем вам короткую видеоинструкцию, как сделать обратный молоток.
Из чего можно сделать споттеры
Для изготовления споттера используются старые сварочные аппараты, аккумуляторы и даже отслужившие своё микроволновые печи.
Споттер своими руками из инверторного сварочного аппарата
Однако чаще всего в качестве основного агрегата для переделки споттера используют инверторный сварочный аппарат.
Главное – подготовить трансформатор для создания нужной силы тока и сделать пистолет.
Если у вас есть резервный сварочный аппарат, то мы поможем вам решиться на переделку его в споттер. Как сделать споттер своими руками из инверторного сварочного аппарата смотрите в этом видео.
Споттер из микроволновки
Переделка споттера из микроволновки своими руками имеет свои особенности. В целом схема и последовательность работ не отличается от процесса сборки инверторного агрегата, однако нам необходимо настроить прибор так, чтобы добиться импульсного режима работы. Для этого понадобится конденсатор большой ёмкости с системой управления. Рассмотрим коротко этапы работ.
Споттер своими руками из старого аккумулятора
Споттер из аккумулятора – отличный вариант походного инструмента. Для работы с ним не нужно подключение к сети.
Схема подключения следующая: на минусовую клемму подсоединяется корпус реле и сварочный провод. На конце провода приваривается контакт, предназначающийся для крепления на сварочную деталь, которую нужно выпрямить.
Плюсовая клемма подсоединяется к реле своими при помощи болта. Второй болт от реле прикрепляет к нему провод, идущий к обратному молотку или пистолету.Кроме того, от плюсовой клеммы идет провод к контакту управления.
Как правильно работать самодельным аппаратом
Процесс работы предполагает определенную последовательность действий. Расскажем о них подробнее.
В завершении статьи немного о технике безопасности при работе с оборудованием:
- Очень важно регулярно осматривать и прочищать все детали прибора.
- Обратите внимание на правильное подключение и изоляцию проводов. А также на заземление устройства.
- Если вы планируете обрабатывать большую поверхность – не забудьте надеть специальные защитные очки.
Мы надеемся, что рекомендации редакции Seti.guru оказались полезными для наших читателей
Загрузка…Как сделать точечную сварку или споттер своими руками из сварочного аппарата, аккумулятора или микроволновки для кузовного ремонта: схема и видео
Споттер — один из видов сварочных устройств.
 Благодаря этому оборудованию можно сделать точечную сварку труднодоступных мест, к примеру, на кузове машины. Чтобы не тратиться на покупку оборудования, можно соорудить споттер своими руками. О принципе работы и сборке оборудования вы узнаете из этой статьи.
Благодаря этому оборудованию можно сделать точечную сварку труднодоступных мест, к примеру, на кузове машины. Чтобы не тратиться на покупку оборудования, можно соорудить споттер своими руками. О принципе работы и сборке оборудования вы узнаете из этой статьи.Содержание
Открытьполное содержание
[ Скрыть]
Как функционирует споттер?
Прежде чем разобрать, как соорудить самодельный споттер для кузовного ремонта, рассмотрим схему устройства с описанием. На первичную составляющую трансформатора поступает напряжение, проходящее через диодный мост V5-V8. Вторая диагональ устройства подсоединяется к тиристорному компоненту V9. Величина напряжения, управляющегося деталью, подается с устройства Т1, которое должно обладать невысокой мощностью.
Когда питание от бытовой сети поступает на схему, происходит заряд конденсаторного элемента С1, напряжение поступает от вторичного компонента Т1 от диодного моста V1-V4 и замкнутых выводов переключателя S3. Напряжение будет отсутствовать на вторичной обмотке, поскольку V9 в это время закрыт. Через первичную обмотку ток также не сможет поступать. Нажимая на кнопку выключателя S3, можно отключить конденсаторное устройство от зарядной цепи и активировать проводку управления тиристорным компонентом. Через электрод детали протекает ток разряда конденсаторного устройства, а также сопротивление, что способствует открытию компонента.
Напряжение будет отсутствовать на вторичной обмотке, поскольку V9 в это время закрыт. Через первичную обмотку ток также не сможет поступать. Нажимая на кнопку выключателя S3, можно отключить конденсаторное устройство от зарядной цепи и активировать проводку управления тиристорным компонентом. Через электрод детали протекает ток разряда конденсаторного устройства, а также сопротивление, что способствует открытию компонента.
Схема самодельного споттера
Кратковременный сигнал поступает через первичную составляющую, его длина зависит от емкости конденсатора С1, а также выставленного значения сопротивления R1. На вторичной составляющей детали образуется мощный ток, сила которого может увеличиваться до 500 ампер, если длительность сигнала составит 0,1 сек. Но импульс может быть коротким или длинным, все зависит от резисторного элемента R1. Когда конденсатор разрядится, тиристорный компонент закроется, а схема вернется в изначальное положение. Если контакты на выключателе S3 переключить, то конденсаторное устройство вернется в зарядный режим.
Из каких компонентов состоит оборудование:
- Трансформатор. Купить эту деталь для сборки трудно, легче его сделать своими руками. Чтобы разработать девайс, потребуется магнитопровод, величина его сечения составит не менее 400 мм2. Для изготовления первичной обмотки подойдет провод с сечением 2,5 мм2, а число витков будет около двухсот. Для создания вторичной составляющей необходим кабель с сечением 50 мм2 или выше, нужное число витков составит семь штук. Как вариант, допускается эксплуатация шины нужных габаритов с изоляционным слоем. Для обеспечения безопасности между компонентами делается изоляция, в качестве изолятора применяется электротехнический картон. При его отсутствии подойдет лакоткань либо бумага, но ее надо положить в несколько слоев и заранее обработать парафином. Выходящие контакты деталей имеют длину, которой хватит для подсоединения к выходным элементам, а также компонентам электроцепи питания обмотки.
- Трансформатор питания электроцепи, на схеме компонент маркируется как Т1. Величина напряжения на вторичной обмотке элемента равно 12 В. Допускается создание вспомогательной обмотки, она используется для того, чтобы контролировать наличие напряжения.
- Тиристорный элемент ПТЛ-50. Найти эту деталь может быть проблематично, допускается применение идентичных запчастей. Значение обратного напряжения составит минимум 220 вольт, а параметр тока будет равен не менее 50 ампер.
- Диодный мост V5-V8. Компонент можно собрать своими руками из разных диодных компонентов. Показатель напряжения на выходе будет равен минимум 220 вольтам, а величина тока — от 50 ампер и выше.
- Диодная сборка. Значение напряжения составит не меньше 12 вольт.
- Понадобится один резисторный элемент R1 с номинальным параметром 100 Ом. Величина мощности рассеивания не имеет значения, конденсаторный элемент должен быть электролитическим, параметр емкости — 1000 мкФ, а уровень напряжения — 25 вольт.
 Величина напряжения на вторичной обмотке элемента равно 12 В. Допускается создание вспомогательной обмотки, она используется для того, чтобы контролировать наличие напряжения.
Величина напряжения на вторичной обмотке элемента равно 12 В. Допускается создание вспомогательной обмотки, она используется для того, чтобы контролировать наличие напряжения.Канал Спецтехника и транспорт рассказал о том, как правильно пользоваться споттером.
Что надо знать о применении устройства?
Что учесть при эксплуатации приспособления:
- Надо контролировать работу оборудования.
- Если выявлены неисправности, для ремонта обратитесь к специалистам.
- Все компоненты управления рекомендуется вывести на основную панель. Это позволит управлять устройством с удобством.
- Общая длина кабелей должна быть не более 2,5 м.
- Перед применением оборудования поверхность машины зачищается от следов коррозии или старой краски. Это позволит надежно соединить два куска металла.
- К поверхности, которая подлежит рихтовке, перед началом работ подсоединяется заземление.
- К поверхности перед сваркой крепится фиксатор, он применяется для присоединения оборудования.
- К приваренному фиксатору надо осуществить захват пистолетом, затем производится выравнивание поверхности. Для качественной коррекции могут использоваться дополнительные компоненты, к примеру, обратный молоток. Его использование актуально при большой толщине металла.
- После сварки приваренные крепеж удаляется, а место его установки обрабатывается шлифмашиной.
Инструкции с описанием
Ниже разберем, как сделать споттер с функцией автостарта и таймера из сварочного аппарата и прочих устройств, а также как произвести расчет всех рабочих параметров.
Чтобы организовать опцию таймера, купите реле времени.
Из сварочного устройства
Процедура создания споттера для рихтовки из полуавтомата начинается с подготовки основных компонентов:
- трансформаторное устройство наподобие того, которое используется в аппаратах Ресанта или других, величина тока во вторичной обмотке составит 1500 ампер;
- модуль управления, использующийся для изменения длительности сигнала;
- обратный молоток;
- инструмент для извлечения с комплектов шайб для прилегания к поверхности.

Канал KapotOR в ролике продемонстрировал процедуру сборки споттера.
Если найти трансформаторный узел и модуль управления проблематично, эти компоненты можно собрать самому:
- Величина мощности первичной обмотки устройства Т2 составит около 10-15 кВт. При наличии готового механизма определить мощность обмотки нетрудно.
- Десять витков толстого провода наматываются на обмотку. Осуществляется замер параметра напряжения при запущенном трансформаторе. Число надо поделить на десять, в итоге вы получите напряжение, которое выдает обмотка с одного витка. Их общее число обеспечит механизм напряжением на 7-9 вольт. Учтите, что для вторичной составляющей применяется жила, сечение которой составит не меньше 75 мм2. Благодаря этому обеспечивается создание рабочей величины тока до 1500 А, обмотка не будет нагреваться и терять мощность.
- Чтобы сделать силовой блок, потребуется девайс Т1 с диодным мостом, последний работает на элементах типа Д226Б. Компонент предназначен для подзарядки управляющего конденсаторного элемента. Допускается использование любых трансформаторных устройств, к примеру, от бытовой техники. Величина напряжения на выходе составит в диапазоне от 12 до 24 вольт.
- Емкостный элемент С1 предназначен для открытия и закрытия тиристорного компонента V9, он используется в качестве ключа для управляющего модуля. Когда пользователь жмет на пусковой переключатель S3, тиристорный элемент открывается, в результате чего на Т2 через диодный мост подается питание. Импульсная сварка заканчивается при разряде конденсаторного компонента С1. Последний применяется для закрытия тиристорного компонента, а также прекращения поступления напряжения на обмотку Т2. В зависимости от резисторного компонента R1 длина сигнала может быть разной. Учтите, что сам импульс проходит однократно, его длительность не зависит от того, как долго вы жмете на переключатель S3.
- К контактам девайса подсоединяются провода, по ним ток подается на инструмент аппарата. Сечение электроцепи будет не меньше, чем на кабеле вторичной составляющей.
- Вся конструкция помещается в корпус, устройство надо надежно зафиксировать. Если в качестве корпуса используется коробка из металла, то ее обязательно следует заземлить.
 Учтите, что для вторичной составляющей применяется жила, сечение которой составит не меньше 75 мм2. Благодаря этому обеспечивается создание рабочей величины тока до 1500 А, обмотка не будет нагреваться и терять мощность.
Учтите, что для вторичной составляющей применяется жила, сечение которой составит не меньше 75 мм2. Благодаря этому обеспечивается создание рабочей величины тока до 1500 А, обмотка не будет нагреваться и терять мощность. В зависимости от резисторного компонента R1 длина сигнала может быть разной. Учтите, что сам импульс проходит однократно, его длительность не зависит от того, как долго вы жмете на переключатель S3.
В зависимости от резисторного компонента R1 длина сигнала может быть разной. Учтите, что сам импульс проходит однократно, его длительность не зависит от того, как долго вы жмете на переключатель S3.Помните, что споттер во время работы потребляет до 15 кВт мощности, поэтому его надо использовать в электросети, соответствующей значению.
Канал AVTO CLASS рассказал, как собрать спотер из аппарата переменного тока.
 youtube.com/embed/R7QpRbV-pFE?rel=0&controls=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/R7QpRbV-pFE?rel=0&controls=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>Из сварочного инвертора
Для выполнения задачи потребуются такие материалы:
- один двенадцативольтный привод, который сможет обеспечить кнопочное переключение реле, допускается эксплуатация механизма от бытовой техники;
- тиристор, предназначенный для работы с напряжением 200 В;
- одно реле на 30 А;
- диодный мост;
- переключатель для активации и отключения оборудования;
- контактная группа, рассчитанная на работу с напряжением 220 В.
Изготовление производится так:
- С подготовленного аппарата надо демонтировать вторичный слой.
- Затем надо подсчитать, какое число витков понадобится для одного вольта. Для расчета требуется намотать проволоку на первичную составляющую. Когда обмотка намотана, надо произвести замер величины вольт, величина делится на количество сделанных витков.
- После из вторичного элемента надо сделать шину. Сечение проволоки обмотки составит от 16 мм2, а параметр напряжения варьируется в районе 6 вольт. При использовании меньшего сечения шину придется поделить на разные части. Все составляющие элементы фиксируются посредством скотча.
- Для сборки потребуются две шины, оснащенный изоляционной обмоткой, причем слой проводится постепенно. Сначала наносится слой изоленты, затем скотч, после чего опять изолента. На открытых краях обмотки можно установить клепки.
- Затем производится установка шин на трансформаторное устройство. Процесс может вызвать сложности, особенно, если вы никогда ранее не сталкивались с необходимостью выполнения подобной задачи. Может потребоваться помощь другого человека или инструментов, к примеру, молотка. Трансформаторное устройство и первичный элемент не нужно фиксировать прочно друг к другу. Надо только обеспечить ровную посадку шины при монтаже и повредить компонент.
- Производится замер параметра мощности. Если эта величина соответствует нормированным показателям, то процедура сборки практически завершена. При наличии отклонений попытайтесь поменять подключение электроцепей к первичному компоненту.
 Сечение проволоки обмотки составит от 16 мм2, а параметр напряжения варьируется в районе 6 вольт. При использовании меньшего сечения шину придется поделить на разные части. Все составляющие элементы фиксируются посредством скотча.
Сечение проволоки обмотки составит от 16 мм2, а параметр напряжения варьируется в районе 6 вольт. При использовании меньшего сечения шину придется поделить на разные части. Все составляющие элементы фиксируются посредством скотча. При наличии отклонений попытайтесь поменять подключение электроцепей к первичному компоненту.
При наличии отклонений попытайтесь поменять подключение электроцепей к первичному компоненту.Вячеслав Витер показал, как собрать споттер из инвертора на примере модели Kaiser NBC-250.
Одним из важных элементов аппарата считается трансформатор. Процесс его сборки представляет наиболее сложный этап. Особенно надо уделить внимание процедуре намотки, она занимает немало времени и сил. Наматывать обмотку надо медной либо алюминиевой проволокой. Обязательно сделайте изоляцию из специальной трансформаторной бумаги либо лакоткани. Чтобы фиксация материала была надежной, бумагу следует обработать парафином.
Допускается сборка пистолета из полуавтомата, только в конструкцию придется внести определенные корректировки. Внутри устройства надо зафиксировать латунную ось, а крокодилы выполняются из отрезка трубы, диаметр которой составит 2 см. Электроцепь, которая будет использоваться для соединения трансформаторного механизма и пистолета, будет иметь сечение, аналогичное шине, или больше.
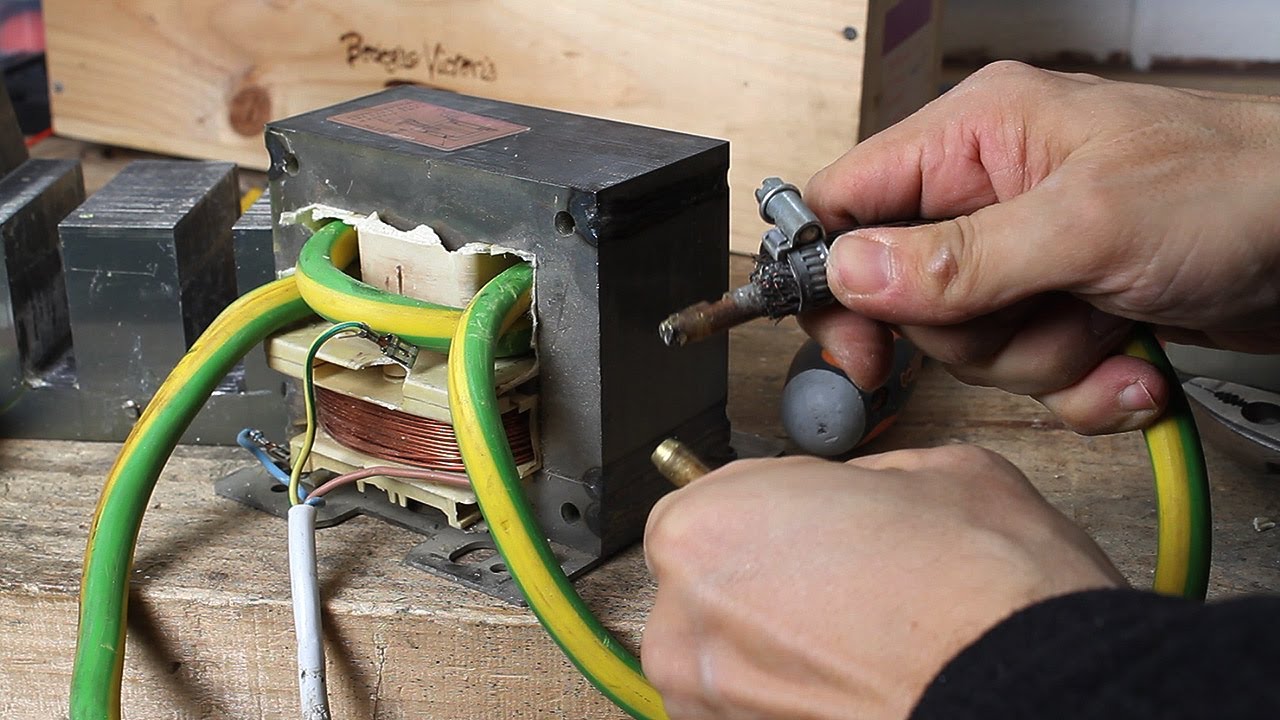
Из микроволновки
Чтобы собрать споттер из микроволновой печи необходим блок трансформаторного устройства, а также управляющий модуль.
Процедура сборки осуществляется так:
- С сердечника микроволновой печи убирается вторичная обмотка. Для ее удаления можно воспользоваться канцелярским ножом. Удалите все остатки с устройства, но будьте осторожны, чтобы не повредить сердечник.
- Изготовляется обмотка. Сначала делается первичная составляющая, надо сделать двести витков из кабеля с сечением 2,5 мм2. Затем надо сделать вторичный компонент, для этого делается семь витков, сечение провода будет не меньше 50 мм2.
- Для создания изоляции можно использовать технический картон.
- Неважно, какая разновидность трансформаторного устройства применяется для изготовления. Главное условие — второй контур должен работать с напряжением 12 вольт.
- Следующим этапом будет сборка модуля. После сборки девайс подключается к споттеру.
- Если надо, добавьте в конструкцию удлинители.

- 1. Схема для создания девайса
- 2. Намотка обмоток устройства
Из аккумулятора
Чтобы сделать аппарат, подготовьте:
- АКБ. Допускается применение стартерного устройства, его емкость будет не менее 60 Ач. Аккумуляторная батарея должна быть рабочей, не изношенной и не разряженной. АКБ должен сохранить не менее 60% заряда.
- Пускательное устройство. Допускается использование любого переключателя или кнопки, которая не будет фиксироваться и сможет выдержать более 5 ампер тока.
- Втягивающее реле от стартерного устройства. Подойдет элемент с неисправной механической составляющей. Соленоид, а также контактная группа должны быть работоспособными.
- Соединительная электроцепь, компонент считается одним из основных в конструкции. Сечение кабеля, который вы будете использовать, составит от 500 до 100 мм2, поскольку при функционировании споттера через компонент будет проходить до одной тысячи ампер тока. Управляющий кабель для самого реле можно применять с небольшим сечением.
- Потребуется элемент для рихтовки, к примеру, молоток, шайба или пуллер.
 Соленоид, а также контактная группа должны быть работоспособными.
Соленоид, а также контактная группа должны быть работоспособными.Сборка споттера осуществляется так:
- Длина применяющегося провода должна быть не более полтора метра. Чем короче будет кабель, тем меньшим будет показатель потерь при функционировании споттера. Допускается использование сварочных кабелей. Если сечение элементов маленькое, возможно их параллельное подключение. И положительная, и отрицательная электроцепи имеют одинаковую длину. Надо заранее приобрести надежные крокодилы, которые смогут работать с сотнями ампер тока.
- Контакты АКБ надо защитить, чтобы обеспечить надежность соединения. Если при повышенной нагрузке будет наблюдаться искрение, это приведет к появлению окислений, что способствует увеличению общего сопротивления проводов.
- В разрыв положительной электроцепи надо включить контакты втягивающего реле. Элемент монтируется поближе к аккумулятору, допускается его фиксация на корпусе, чтобы обеспечить компактность оборудования в целом. На этом этапе важно защитить устройство от замыкания положительного и отрицательного контактов батареи. При покупке реле лучше выбрать запчасть с разборным корпусом. При функционировании споттера контакты будут подгорать, их придется периодически чистить. Если шток, которым оснащено реле, нельзя закрепить, то надо продумать ограничительное устройство, которое предотвратит возможность выпадания подвижного компонента. Отрицательный контакт подсоединяется к электроцепи с корпусом устройства. Положительный подается через пусковой переключатель на управляющий элемент.
- Переключатель для управления приспособлением фиксируют на рихтующем инструменте, для этого применяется изолирующая прокладка. Значение напряжения на оборудовании составит не более 10-12 вольт, электрическая защита не нужна.
- Отрицательный провод фиксируется к зачищенной до металла составляющей поверхности. Для крепления используется медный контакт.
 Если при повышенной нагрузке будет наблюдаться искрение, это приведет к появлению окислений, что способствует увеличению общего сопротивления проводов.
Если при повышенной нагрузке будет наблюдаться искрение, это приведет к появлению окислений, что способствует увеличению общего сопротивления проводов. Значение напряжения на оборудовании составит не более 10-12 вольт, электрическая защита не нужна.
Значение напряжения на оборудовании составит не более 10-12 вольт, электрическая защита не нужна.- 1. Схема для изготовления оборудования из АКБ
- 2. Наглядная схема сборки устройства
Техника безопасности
Какие нюансы в вопросах безопасности надо учитывать при использовании споттера из АКБ:
- Повышенные нагрузки приведут к выходу из строя батареи. При прихватывании насадки к металлу по факту случается замыкание. Величина тока, которая проходит через батарею, увеличится до 1500 А. А обычный стартерный аккумулятор рассчитан на работу не более, чем с 600 амперами. Из-за этого пластины устройства могут перегреваться, что приводит к их сульфатации и повреждению. Может закипеть и раствор электролита при прохождении высокого тока. При интенсивном использовании споттера надо делать перерывы, чтобы аккумулятор остыл. Следите за его температурой и контролируйте величину напряжения остаточного заряда.
- Споттер желательно оборудовать вольтметром, это позволит производить мониторинг за напряжением при его работе. Если рабочий параметр будет уменьшаться до критического, потребуется подзарядка батареи. Из-за высокой величины тока оснащать споттер предохранительными элементами нецелесообразно.
- Если прижигание контактов к рабочей поверхности продолжительное, это испортит металл, в нем можно сделать дырку. При критически высоких температурах возможна вспышка лакокрасочного покрытия. Прихватывание лучше осуществлять короткими сигналами продолжительностью не больше одной секунды.
 Следите за его температурой и контролируйте величину напряжения остаточного заряда.
Следите за его температурой и контролируйте величину напряжения остаточного заряда.Видео «Простая схема для сборки самодельного споттера»
Канал AKA KASYAN в ролике рассказал об особенностях сборки и показал, как производится изготовление оборудования в домашних условиях.
Практическое и информативное руководство для самостоятельных работников
Начало работы
Существует множество способов сварки, но ни один из них не подходит для всех областей применения. Очень важно учитывать ваши навыки сварки, доступные основные процессы, а также возможности и преимущества каждого из них, чтобы определить, какой процесс лучше всего подходит для ваших нужд и приложений.
Обзор сварочных процессов
Наиболее распространенными процессами являются MIG, TIG и Stick.У каждого из них есть преимущества и ограничения для определенных приложений. Не существует универсального подхода.
- MIG / газовая дуговая сварка металла (GMAW) — Сварщики MIG используют проволочный сварочный электрод на катушке, которая подается автоматически с постоянной предварительно выбранной скоростью. Дуга, создаваемая электрическим током между основным металлом и проволокой, расплавляет проволоку и соединяет ее с основанием, создавая высокопрочный сварной шов с прекрасным внешним видом и небольшой потребностью в очистке. Сварка MIG чиста и проста, ее можно использовать как для тонких, так и для толстых металлов.
Подобно MIG, дуговая сварка порошковой проволокой (FCAW) * представляет собой процесс подачи проволоки, но отличается тем, что самозащитная сварка FCAW не требует защитного газа. Вместо этого порошковая проволока защищает дугу от загрязнения. Это простой и эффективный подход, особенно при сварке на открытом воздухе, в ветреную погоду или на грязных материалах. FCAW широко используется в строительстве из-за высокой скорости сварки и портативности.
Сварка MIG и порошковой проволокой проста в освоении и позволяет создавать чрезвычайно чистые сварные швы на стали, алюминии и нержавеющей стали.Оба процесса позволяют сваривать материалы толщиной до 26 калибра.
* Процесс FCAW предлагается на машинах Miller® MIG.
 Дуга, создаваемая электрическим током между основным металлом и проволокой, расплавляет проволоку и соединяет ее с основанием, создавая высокопрочный сварной шов с прекрасным внешним видом и небольшой потребностью в очистке. Сварка MIG чиста и проста, ее можно использовать как для тонких, так и для толстых металлов.
Дуга, создаваемая электрическим током между основным металлом и проволокой, расплавляет проволоку и соединяет ее с основанием, создавая высокопрочный сварной шов с прекрасным внешним видом и небольшой потребностью в очистке. Сварка MIG чиста и проста, ее можно использовать как для тонких, так и для толстых металлов.- Дуговая сварка TIG / газом вольфрамовым электродом (GTAW) — В этом процессе дуговой сварки для сварки используется неплавящийся вольфрамовый электрод. Зона сварного шва защищена от атмосферного загрязнения защитным газом (обычно аргоном) и присадочным металлом, хотя для некоторых сварных швов, известных как автогенные швы, этого не требуется.Сварочный источник постоянного тока вырабатывает энергию, которая проходит через дугу через столб высокоионизированного газа и паров металлов, известный как плазма.
Сварка
TIG чаще всего используется для сварки тонких профилей из легированной стали, нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы. Этот процесс дает оператору больший контроль над сварным швом, что позволяет получать прочные и высококачественные сварные швы. TIG сравнительно сложнее и труднее в освоении, чем другие процессы, и он значительно медленнее.
- Дуговая сварка палкой / экранированным металлом (SMAW) — На протяжении многих лет палочка была самым популярным методом сварки в домашних условиях. В этом процессе используется электрический ток, протекающий из зазора между металлом и электродом для дуговой сварки. Stick эффективен для сварки большинства сплавов или соединений и может использоваться в помещении и на открытом воздухе или в местах с сквозняками. Кроме того, это наиболее экономичный метод, обеспечивающий хорошее сцепление с ржавыми или грязными металлами.
Однако он ограничен металлами не тоньше 18 калибра, требует частой замены стержня, выделяет значительные брызги и требует очистки готовых сварных швов.Сварку палкой также сложнее изучить и использовать, особенно способность зажигать и поддерживать дугу. Доступны аппараты для дуговой сварки переменного, постоянного или переменного / постоянного тока, причем переменный ток является наиболее экономичным. Он используется для сварки более толстых металлов от 1/16 дюйма и более. Эти машины — хороший выбор для фермеров, любителей и домашних работников.
 В этом процессе используется электрический ток, протекающий из зазора между металлом и электродом для дуговой сварки. Stick эффективен для сварки большинства сплавов или соединений и может использоваться в помещении и на открытом воздухе или в местах с сквозняками. Кроме того, это наиболее экономичный метод, обеспечивающий хорошее сцепление с ржавыми или грязными металлами.
В этом процессе используется электрический ток, протекающий из зазора между металлом и электродом для дуговой сварки. Stick эффективен для сварки большинства сплавов или соединений и может использоваться в помещении и на открытом воздухе или в местах с сквозняками. Кроме того, это наиболее экономичный метод, обеспечивающий хорошее сцепление с ржавыми или грязными металлами. На приведенной ниже схеме показан каждый процесс сварки.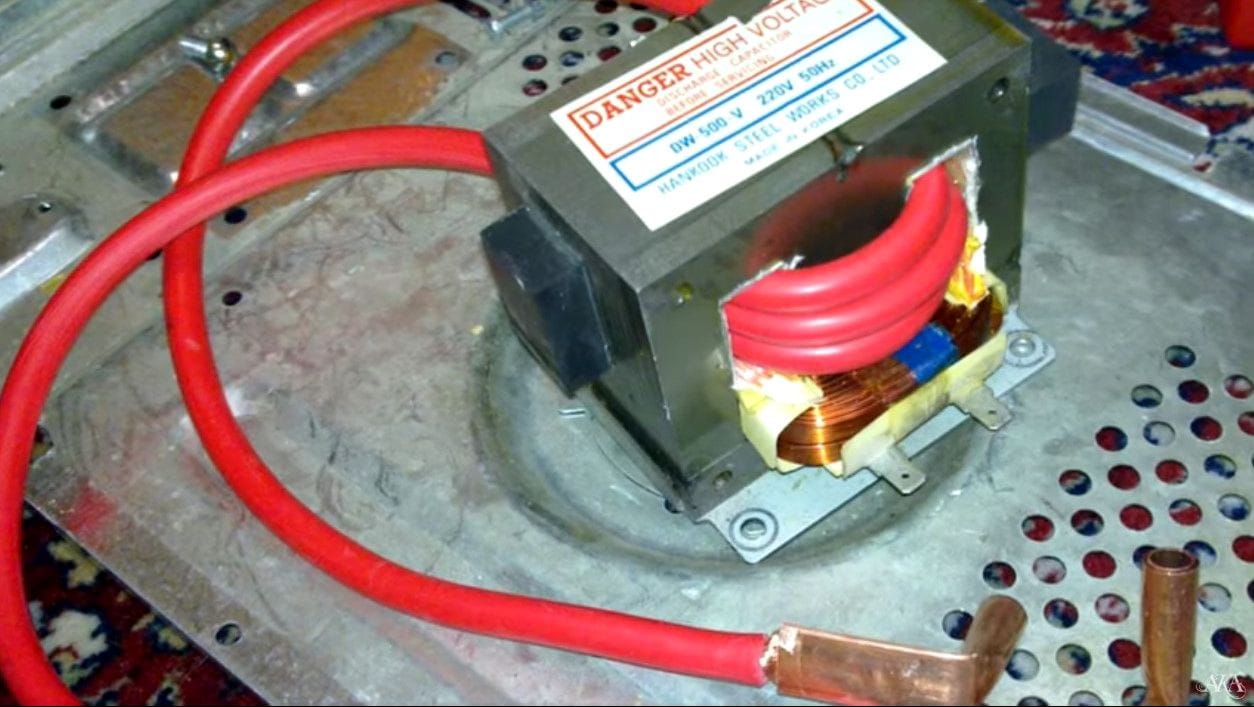 Учтите эти факторы, когда решите, какой процесс лучше всего подходит для ваших общих нужд.
Учтите эти факторы, когда решите, какой процесс лучше всего подходит для ваших общих нужд.
Сварка МИГ
| Сварка TIG
|
Сварка порошковой проволокой
| Сварка палкой
|
Какой процесс лучше всего соответствует вашим потребностям?
Определите типы сварочных работ и материалы, которые вы будете сваривать большую часть времени. Вы создаете скульптуры из металла? Собираетесь ли вы отремонтировать старый маслкар в своем гараже? Требуется ли изготовление мотоцикла, который вы купили много лет назад? Возможно, вам нужно сделать основной ремонт сельхозтехники.
Вы создаете скульптуры из металла? Собираетесь ли вы отремонтировать старый маслкар в своем гараже? Требуется ли изготовление мотоцикла, который вы купили много лет назад? Возможно, вам нужно сделать основной ремонт сельхозтехники.
Возможные проекты | Средняя толщина материала |
Кузов авто | 3/16 дюйма или меньше |
Рамы и ограждения прицепов | от 1/4 дюйма до 5/16 дюйма |
Ферма, ранчо и ландшафт | от 5/16 дюйма до 3/8 дюйма |
Толстые конструкционные элементы | Более 3/8 дюйма |
Велосипеды, газонокосилки или рамы для труб | 1/16 дюйма |
Лодки, автомобили и мотоциклы | от 1/16 дюйма до 1/8 дюйма |
Стойки охотничьи и хозяйственные | от 1/16 дюйма до 1/8 дюйма |
От общего до капитального ремонта | от 3/16 дюйма до 1/4 дюйма |
Заблаговременное выделение времени для определения проектов, которые займут наибольший процент вашей сварочной деятельности, поможет вам определить конкретную толщину металла, с которой вы, вероятно, будете сваривать чаще всего, и, в конечном итоге, поможет вам выбрать наиболее подходящего сварщика.
Пришло время уточнить детали. Давайте посмотрим, какой процесс сварки можно использовать для каждого типа металла. Имейте в виду, что многие из этих материалов также обрабатываются с использованием различных комбинаций двух или более металлов для усиления прочности и функциональности.
Металл | Сварочный процесс | ||
МИГ | Рукоять | TIG | |
Сталь | Х | Х | Х |
Нержавеющая сталь | Х | Х | Х |
Алюминиевые сплавы | Х | Х | |
Чугун | Х | ||
Хромомолибден | Х | ||
Медь | Х | ||
Латунь | Х | ||
экзотических металлов (магний, титан и т. | Х | ||
 Д.)
Д.)Какие факторы следует учитывать при определении бюджета?
Тип сварочного аппарата, который вы покупаете, должен подходить для конкретных функций, которые вам требуются, а также для проектов, над которыми вы будете работать больше всего. Подумайте о своей конечной цели и подумайте о возможностях повышения полезности сварщика.Вы хотите больше мощности или силы тока в будущем? Вы когда-нибудь захотите изучить или использовать дополнительные сварочные процессы?
Важно учитывать различные требования к силе тока и мощности, а также рабочий цикл, необходимый для достижения наиболее эффективных и экономичных эксплуатационных результатов для проектов, которые вы планируете завершить.
В дополнение к стоимости самого сварочного аппарата не забудьте включить в него расходы на принадлежности и расходные материалы, необходимые для работы вашего нового сварочного аппарата. Сюда входит защита от сварки (шлем, перчатки, куртка и т. Д.), А также газ и расходные материалы.
Сюда входит защита от сварки (шлем, перчатки, куртка и т. Д.), А также газ и расходные материалы.
Не спешите принимать решение о покупке. Найдите время, чтобы определить свои потребности. Если у вас есть вопросы или что-то неясно, Миллер может ответить на любые ваши вопросы о сварочных процессах, преимуществах, ограничениях и работе аппарата. Когда вы будете готовы сопоставить конкретную модель с задачей, хобби или бизнесом, Миллер может предложить модель или продукт, который лучше всего подходит для вас.
Miller предоставляет качественных сварочных аппаратов с 1929 года. Когда вы будете готовы совершить покупку, для нас будет честью, если вашим первым сварщиком будет сварщик Miller.
Какая машина лучше всего подходит для вас?
Теперь, когда вы лучше знакомы с каждым процессом сварки, давайте рассмотрим рекомендуемые модели, которые предлагает Миллер.
MIG / порошковая
 millerwelds.com» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» data-gtm-yt=»true» data-gtm-yt-inspected-2096594_138=»true» data-gtm-yt-inspected-2096594_168=»true»/>
millerwelds.com» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» data-gtm-yt=»true» data-gtm-yt-inspected-2096594_138=»true» data-gtm-yt-inspected-2096594_168=»true»/> - Millermatic® 141
Универсальный сварочный аппарат на 120 В для сварки проволокой диаметром 24 мм с низкоуглеродистой сталью толщиной 3/16 дюйма (0,8–4,8 мм) за один проход. - Millermatic 211
Сваривает материал толщиной от 24 до 3/8 дюйма за один проход. Штепсельная вилка с несколькими напряжениями (MVP ™) обеспечивает универсальность использования входной мощности 120 или 240 вольт.
TIG
- Diversion ™ 180
Эта модернизированная машина для сварки TIG переменным / постоянным током идеально подходит для личных нужд и имеет входную мощность 120 и 240 вольт. - Syncrowave® 210
Идеально подходит для применения в легкой промышленности и персональных пользователей, этот аппарат для сварки TIG и постоянного тока переменного / постоянного тока не снижает мощности или производительности для доступной инверторной технологии. - Dynasty® 210
Максимальная гибкость и усовершенствованный инвертор с технологией Auto-Line ™ от этого источника питания AC / DC TIG / Stick.

Рукоять
- Thunderbolt® 160 и Thunderbolt 210
Лучшие в своем классе надежные, портативные, мощные сварочные аппараты. Включает входную мощность 120 и 240 В с MVP (только Thunderbolt 160).

Многопроцессорность
Если вам нужен аппарат с несколькими сварочными функциями, подумайте о покупке многопроцессорного сварочного аппарата.Многопроцессорный сварочный аппарат позволяет использовать разные процессы, не покупая более одной машины. Если вы хотите изучить или использовать более одного процесса сварки, это может быть для вас хорошим вариантом. Мы рекомендуем
- Multimatic® 215
Универсальный и простой в использовании аппарат для сварки MIG, порошковой сваркой, сваркой TIG на постоянном и постоянном токе. Подключается к входному источнику питания 120 или 240 В и сваривает низкоуглеродистую сталь толщиной до 3/8 дюйма. - Multimatic 220 AC / DC
Получите свободу при сварке любого процесса, включая MIG, порошковую сварку, TIG на постоянном токе и ручную сварку на постоянном токе, а также дополнительные возможности сварки на переменном токе.
 com/Equipment.
com/Equipment.Часто задаваемые вопросы по технике безопасности при сварке — поражение электрическим током
Опасность поражения электрическим током
В: При каких обстоятельствах вы можете получить удар электрическим током?
A: Вы получите поражение электрическим током при прикосновении к двум металлическим предметам, между которыми есть напряжение.
В: При каком напряжении можно пораниться электрическим током?
A: 120 вольт — это обычное напряжение, которое есть в каждом доме в Соединенных Штатах.50 вольт или меньше может быть достаточно для ранения или смерти в зависимости от условий.
В: Что более опасно: переменный (переменный ток) или постоянный (постоянный) ток?
A: Как правило, переменный ток (AC) более опасен, чем постоянный ток (DC).
Q: Какие напряжения используются в процессе дуговой сварки?
A: Дуговая сварка включает в себя напряжение разомкнутой цепи (когда не сварка), которое обычно составляет от 20 вольт до 100 вольт.
В: Какие напряжения обычно встречаются внутри корпуса аппарата для дуговой сварки?
A: Напряжение внутри сварочного оборудования обычно намного выше: от 120 до 575 вольт или более.
Первичный удар электрическим током
В: Почему поражение первичным напряжением более опасно, чем вторичное?
A: Удар первичного напряжения — от 115 до 600 вольт — очень опасен, потому что это напряжение намного выше вторичного (или сварочного) напряжения сварщика.
В: Когда вы можете получить удар током первичного напряжения?
A: Вы можете получить удар от первичного (входного) напряжения, если: дотронетесь до провода или другого электрически «горячего» компонента внутри сварочного аппарата, когда вы держите свое тело или руку на корпусе сварочного аппарата или другом заземленном металле с возможностью сварщик «о.«
Q: Что нужно сделать, чтобы отключить электропитание внутри корпуса сварочного аппарата?
A: Чтобы выключить питание внутри сварочного аппарата, необходимо отсоединить входной шнур питания или выключить выключатель питания.
Q: Зачем заземлять корпус аппарата дуговой сварки?
A: Корпус необходимо заземлить, чтобы в случае возникновения проблемы внутри сварочного аппарата перегорел предохранитель, отключив питание и сообщив о необходимости ремонта.
Q: Как определить провод заземления во входном силовом кабеле?
A: Заземляющий провод входного питания имеет зеленую изоляцию или может вообще не иметь изоляции.
В: В чем разница между рабочим кабелем и проводом заземления?
A: Зеленый заземляющий провод, используемый для подключения сварочного аппарата к заземлению, отличается от рабочего кабеля (иногда называемого «сварочным заземляющим кабелем»), который является частью цепи дуговой сварки и пропускает только сварочный ток. Рабочий кабель не заземляет корпус сварщика.
Вторичный электрический шок
В: Что должно произойти, чтобы вы получили электрический шок вторичного напряжения?
A: Удар электрическим током вторичного напряжения происходит, когда вы касаетесь части сварочной или электродной цепи — возможно, оголенного участка на кабеле электрода, в то время как другая часть вашего тела касается металла, на котором вы свариваете (работа ). Чтобы получить электрический ток, ваше тело должно касаться обеих сторон сварочного контура, электрода и заготовки (или сварочного заземления) одновременно при включенной сварочной мощности.
Чтобы получить электрический ток, ваше тело должно касаться обеих сторон сварочного контура, электрода и заготовки (или сварочного заземления) одновременно при включенной сварочной мощности.
В: Когда напряжение на электроде самое высокое?
A: напряжение на электроде самое высокое, когда вы не ведете сварку (напряжение холостого хода).
Методы безопасного труда
Q: Когда стержневой электрод «электрически горячий»?
A: Штекерный электрод всегда «электрически горячий», когда сварочный аппарат включен.
Q: Как защитить себя от поражения электрическим током при сварке?
A: Изолируйте свое тело от свариваемого металла. Не опирайтесь телом, руками или ногами на заготовку (свариваемый металл), особенно если ваша одежда мокрая или обнажена голая кожа (а этого не должно быть, если вы правильно одеты). Используйте фанеру, резиновые маты или другой сухой утеплитель, чтобы стоять или лежать на нем. При сварке надевайте сухие перчатки в хорошем состоянии. Не касайтесь электрода или металлических частей электрододержателя кожей или влажной одеждой.
Не касайтесь электрода или металлических частей электрододержателя кожей или влажной одеждой.
Электроопасные зоны
В: При каких условиях дуговая сварка является электрически опасной?
A: Ситуация может быть электрически опасной, если сварка должна выполняться в электрически опасных условиях (во влажных местах или в мокрой одежде, на металлических конструкциях, таких как полы, решетки или строительные леса, в стесненных положениях, таких как сидя, на коленях или лежа. , или если существует высокий риск неизбежного или случайного контакта с заготовкой или землей).
Q: Какой тип сварочного оборудования лучше всего подходит для дуговой сварки в электрически опасных условиях?
A: Полуавтоматический сварочный аппарат постоянного тока с постоянным напряжением, ручной сварочный аппарат постоянного тока (ручной) или сварочный аппарат переменного тока с пониженным контролем напряжения.
В: Что делать, если вы получили удар электрическим током?
A: Если вы при каких-либо обстоятельствах столкнулись с поражением электрическим током, воспринимайте это как предупреждение. Прежде чем продолжить сварку, проверьте свое оборудование, рабочие привычки и рабочую зону, чтобы увидеть, что не так.Немедленно обратитесь к врачу.
Прежде чем продолжить сварку, проверьте свое оборудование, рабочие привычки и рабочую зону, чтобы увидеть, что не так.Немедленно обратитесь к врачу.
В: Что делать, если вы считаете, что с вашим сварщиком что-то не так?
A: Если вы считаете, что что-то не так, отключите сварочный аппарат от источника питания и сообщите о проблеме своему руководителю или квалифицированному электрику. Не используйте сварочный аппарат снова, пока он не будет проверен.
Сварщик для точечной сварки своими руками
Я разработал установку для точечной сварки D.I.Y, потому что мне требовался специальный сварочный аппарат для сборки моего солнечного велосипеда Maxun One. Оказалось, что установку для точечной сварки строят многие люди во всем мире, поэтому я опубликовал здесь весь проект здания.
Плата контроллера точечной сварки
Поскольку собрать электронику было непросто, я сделал плату контроллера для точечной сварки, которая продается вместе с некоторыми другими деталями.
Характеристики аппарата для точечной сварки
Аппарат для точной точечной сварки — одно из немногих устройств, где собрать самому дешевле, чем купить. Уже опубликовано много самодельных точечных сварочных аппаратов, у этого есть некоторые уникальные особенности:
- Может использоваться в двух сварочных операциях: в противоположной и в последовательной конфигурации.
- Конструкция очень проста.
- Точная регулировка силы электрода.
- Имеет прочный электрододержатель, состоящий из зажима заземления радиатора.
- Микроконтроллер Arduino используется для точной установки времени сварки.
- Создает двойной импульс, улучшающий зажим.
- Ток можно уменьшить для сварки чувствительных деталей.
Сварщик для точечной сварки своими руками, конструкция очень проста (старое изображение без контроллера)
Техника безопасности при ремонте микроволновой печи
Работать с микроволновой печью чрезвычайно опасно. Обычно НЕ переживет высокое напряжение, доступной мощности более 1000 Вт достаточно, чтобы убить вас мгновенно, как электрический стул. Пожалуйста, прочтите сначала эту статью.
Обычно НЕ переживет высокое напряжение, доступной мощности более 1000 Вт достаточно, чтобы убить вас мгновенно, как электрический стул. Пожалуйста, прочтите сначала эту статью.
Конфигурация серий точечной сварки
Сварочный аппарат для резистивной точечной сварки самодельным аккумулятором с корпусом Держатели сплошных электродов
Аппарат точечной сварки оппозитной конфигурации
Аппарат для точечной сварки в оппозитной конфигурации Аппарат для точечной сварки в оппозитной конфигурации Держатели сплошных электродов
Высокое напряжение!
Обратите внимание: плата напрямую подключена к электросети, безопасна только низковольтная часть. Вы используете на свой страх и риск .
вопросов
Если у вас есть какие-либо вопросы, задайте их на сайте Instructables.com.
Электрические характеристики
- Сварочный ток: 1100A или 400A
- Открытое напряжение: 2,6 В
- Сетевой ток во время сварочного импульса: 14A
- Ток покоя: 1,6 А
Максимальная толщина сварки
Легкие переносные пистолеты для точечной сварки имеют сварочный ток не менее 4000 А, что позволяет сваривать 2 листа низкоуглеродистой стали толщиной 1 мм.Аппарат для точечной сварки DIY просто выдает 1100 А, что отлично подходит для сварки небольших электронных деталей. Хотя я видел, что люди сваривали листы 2 x 0,75 мм с помощью таких точечных сварочных аппаратов.
Параметры сварки вкладки батареи
Приварной язычок батареи
Установки для полос из никелированной стали толщиной 0,15 мм
Чаще всего используются полосы из никелированной стали толщиной 0,15 мм, которые лучше всего свариваются. Возможно, вам придется поэкспериментировать со временем сварки и силой электродов, но начните со следующих значений:
Возможно, вам придется поэкспериментировать со временем сварки и силой электродов, но начните со следующих значений:
- Сила сварочного электрода 0.4 кг (4N)
- Время перед сваркой 50 мс
- Пауза 500 мс
- Время импульса сварки 100 мс (от 50 до 250 мс)
- Диаметр наконечника электрода 1,5 мм
- Наружное расстояние между электродами 5 мм
Примечание: стальные полосы с никелевым покрытием дешевле, чем полосы из чистого никеля, и имеют более высокое сопротивление, что упрощает сварку.
Профессиональный сварочный аппарат для батарейных отсеков
Примечания к точечной сварке
Конфигурация серииточечная сварка
Оба электрода находятся на одной стороне.Очень важно, чтобы сила обоих электродов была практически одинаковой; иначе одна сторона будет плохо сварена.
Точечная сварка противоположной конфигурации
Это наиболее часто используемый; свариваемые детали зажимают между электродами.
Измерение сварочного тока
Сварочный ток можно определить, измерив напряжение на определенном расстоянии сварочного кабеля.
Рассчитайте сварочный ток следующим образом:
I = U * диаметр [мм2] / (0.0175 * длина [м])
Для измерения сварочного тока к сварочному кабелю на расстоянии 44,5 см прикрепляются два провода. Напряжение при коротком замыкании 0,34В; поэтому максимальный сварочный ток = 0,34 В * 25 мм2 / (0,0175 * 0,445 м) = 1100 А.
Измерение сварочного тока
Двойной импульс
Двойной импульс улучшает качество сварки. Первый импульс, который короткий, смягчит металл. Второй импульс — это импульс сварки. Во время паузы между двумя импульсами части сближаются и контактируют лучше.
Время сварки
Первый импульс, импульс перед сваркой, составляет 50 мс. Второй импульс, импульс сварки, может быть установлен поворотным переключателем с шагом 50 мс. Я обнаружил, что время сварки от 50 до 250 мс во многих случаях работает нормально.
Снижение сварочного тока
Сварочный ток 1100A может быть слишком большим, поэтому рекомендуется уменьшить ток. Проволочно-обмотанный резистор мощностью 50 Вт и сопротивлением 27 Ом, включенный последовательно с сетью, снижает сварочный ток примерно до 400 А. Обратите внимание, что резистор перегружен на 120%, но импульсная перегрузка проволочного резистора WH50 позволяет это.
Обогреватель или фен в качестве силового сопротивления
Чтобы определить, какое сопротивление необходимо для получения определенного сварочного тока, я взял в качестве резисторов нагреватель и фен. Их можно комбинировать последовательно или параллельно для получения желаемого сопротивления.
Конструкция аппарата точечной сварки
Панель фанерная
Все детали смонтированы на опалубочной фанерной панели толщиной 15 мм и размером 15 см x 18 см. Обратите внимание, что силовая плата является старым прототипом и заменена новой печатной платой для точечной сварки.
Сварочный аппарат для резистивной точечной сварки с защитой от батарейки
Трансформатор для микроволновой печи
Попробуйте достать трансформатор из неисправной СВЧ-печи мощностью 800Вт … 1100Вт, чем выше, тем лучше. Обратите внимание, что в некоторых микроволновых печах высокой мощности для экономии веса вместо трансформатора используется электронный высоковольтный инвертор, их нельзя использовать:
Модуль питания высокого напряжения для микроволновой печи Panasonic
Выпилите с одной стороны вторичную обмотку пилой по металлу. Затем вытолкните обмотку из сердечника с помощью специального деревянного бруска и большого молотка.Магнитный шунт между первичной и вторичной обмотками ограничивает ток и должен быть удален:
Удалите магнитный шунт.
Используйте 3 вторичные обмотки. Их можно склеить полиуретановым клеем, смочить, чтобы он вспенился.
Снятие вторичной обмотки с трансформатора микроволновой печи Снятие вторичной обмотки с трансформатора микроволновой печи
Плечи электроды
Два электродных плеча изготовлены из U-образного алюминиевого профиля шириной 20 мм.
Соединение электродных рычагов
Смонтируйте руки вместе с помощью болта с буртиком 4 мм:
Болт с буртиком 4мм
Два алюминиевых шарнира рычага и болт с буртиком должны быть изолированы друг от друга во избежание короткого замыкания.Следовательно, отверстие под болт в правом шарнире алюминиевого рычага на 2 мм больше диаметра болта, то есть на 6 мм. Изоляция между соединениями рычагов обеспечивается эпоксидными печатными платами размером 80 x 20 мм и 16 x 20 мм.
Трение между рычагами должно быть очень низким; это создается эпоксидной доской между ними. Также между левым рычагом и фанерной панелью помещается эпоксидная плита 80 x 20 мм вместе с алюминиевой пластиной 80 x 20 мм. Затяните болт так, чтобы трение было небольшим, но зазор не был слишком большим.
Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов
Электрододержатель
Держатели электродов изготовлены из прямоугольного латунного заземляющего зажима шириной 20 мм. К сожалению, их в большинстве стран не достать, я их продаю ЗДЕСЬ. Просверлите в центре отверстие диаметром 4 мм для крепежного винта. Увеличьте отверстие для сварочного кабеля до 7 мм.
К сожалению, их в большинстве стран не достать, я их продаю ЗДЕСЬ. Просверлите в центре отверстие диаметром 4 мм для крепежного винта. Увеличьте отверстие для сварочного кабеля до 7 мм.
Зажим заземления радиатора
Эта клемма заземления доступна не во всех странах.Но на eBay есть хорошие альтернативы; поиск по «Терминальная шина заземления».
Сварочный кабель
Используйте гибкий сварочный кабель 3AWG / 25 мм 2 длиной 140 см, это позволяет использовать 3 витка. Я проверил, дает ли более толстый кабель более высокий сварочный ток, но это не так. Сварочный ток ограничивается самим трансформатором.
Поскольку сила электрода имеет решающее значение, сварочные рычаги должны иметь возможность свободно перемещаться, и их не должно препятствовать жесткость кабелей.Поэтому кабели имеют большой изгиб. Не используйте сплошной кабель, сварочный кабель гибкий и будет стоить около 15 долларов за м.
Электроды для точечной сварки
Важно использовать стержень из чистой меди.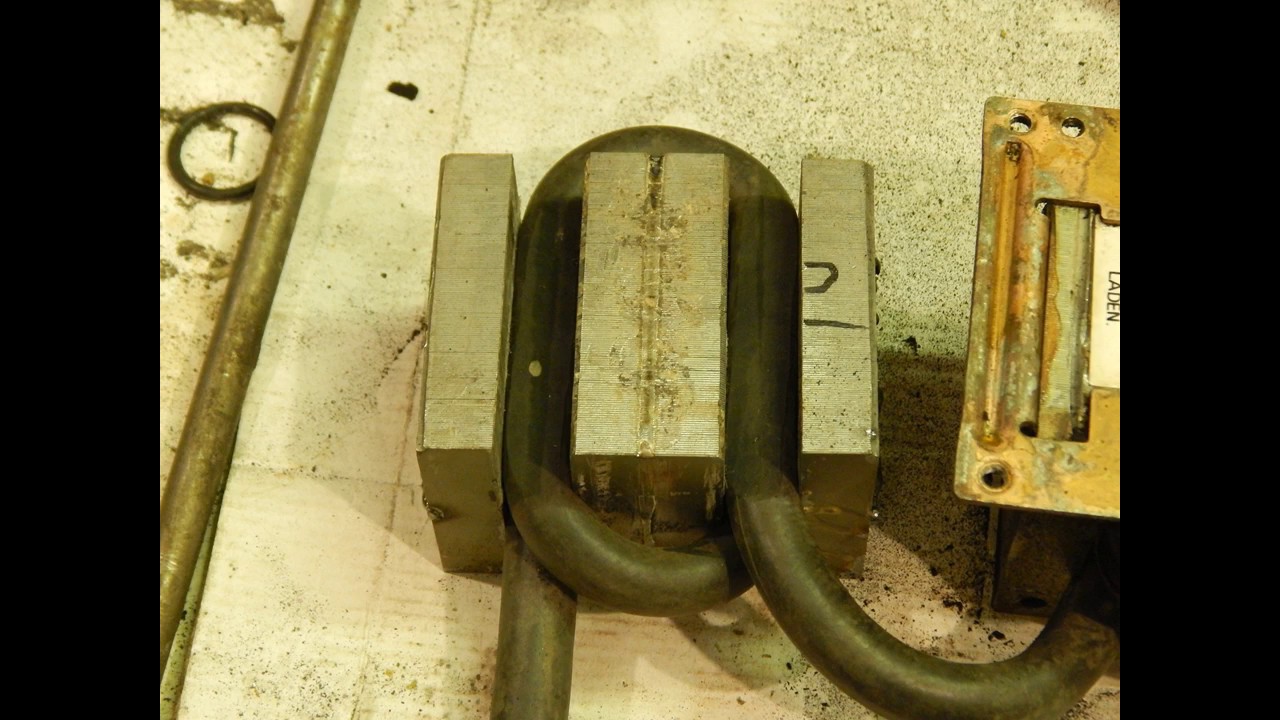 Нет латуни или электрического провода, мягко отожженного. Используйте квадратную планку того же размера, что и прорезь держателя электрода, или подпилите планку до нужного размера. Я использую наконечник диаметром 1,5 мм. Для простоты вы можете подпилить кончик электрода квадратной формы вместо круглой. Подходящие медные прутки продаю ЗДЕСЬ.
Нет латуни или электрического провода, мягко отожженного. Используйте квадратную планку того же размера, что и прорезь держателя электрода, или подпилите планку до нужного размера. Я использую наконечник диаметром 1,5 мм. Для простоты вы можете подпилить кончик электрода квадратной формы вместо круглой. Подходящие медные прутки продаю ЗДЕСЬ.
Электроды для точечной сварки Держатель электрода для точечной сварки
Периодически очищайте концы сварочных электродов наждачной бумагой.
Пружинные зажимы
Сила электрода является не менее важным параметром, чем другие параметры сварки, такие как сварочный ток и время импульса. Здесь мы используем два небольших пружинных зажима. Отрегулируйте усилие электрода, изменив положение пружинного зажима, и измерьте усилие с помощью кухонных весов:
Регулировка усилия сварочного электрода
Полностью вдавите новые пружинные зажимы пару раз.Вы можете изменить усилие зажима, согнув пружину. См. Здесь, как повторно установить пружинный зажим:
Снова установите пружинный зажим
Рычаг управления
Я использовал нейлоновую пластину толщиной 5мм, которую распил лобзиком. Могут использоваться и другие пластмассовые материалы, но алюминий может издавать звуковой сигнал.
Могут использоваться и другие пластмассовые материалы, но алюминий может издавать звуковой сигнал.
Рычаг управления
Рычаг управления
Корпус
Корпус из полистирольной панели толщиной 2мм:
Сварочный аппарат для резистивной точечной сварки с контактом батареи DIY
Сварочная тележка DIY — инструкции с HART Toolbox Видео
Где вольфрам? Где мои сварочные перчатки? Вот лишь пара вопросов, которые, кажется, ходят в магазине регулярно.Зачем? Потому что наша сварочная тележка просто не прорезала. Конечно, сварщик задержал, но не более того. Итак, мы взяли дело в свои руки и создали самодельную сварочную тележку. И не просто тележку, а полный 36-дюймовый HART ящик для инструментов с 6 выдвижными ящиками.
Сварочная тележка DIY — функции HART Toolbox
Во многих других проектах самодельных сварочных тележек, которые мы исследовали, использовались коробки меньшего размера, но это, похоже, не соответствовало тому, что нам нужно.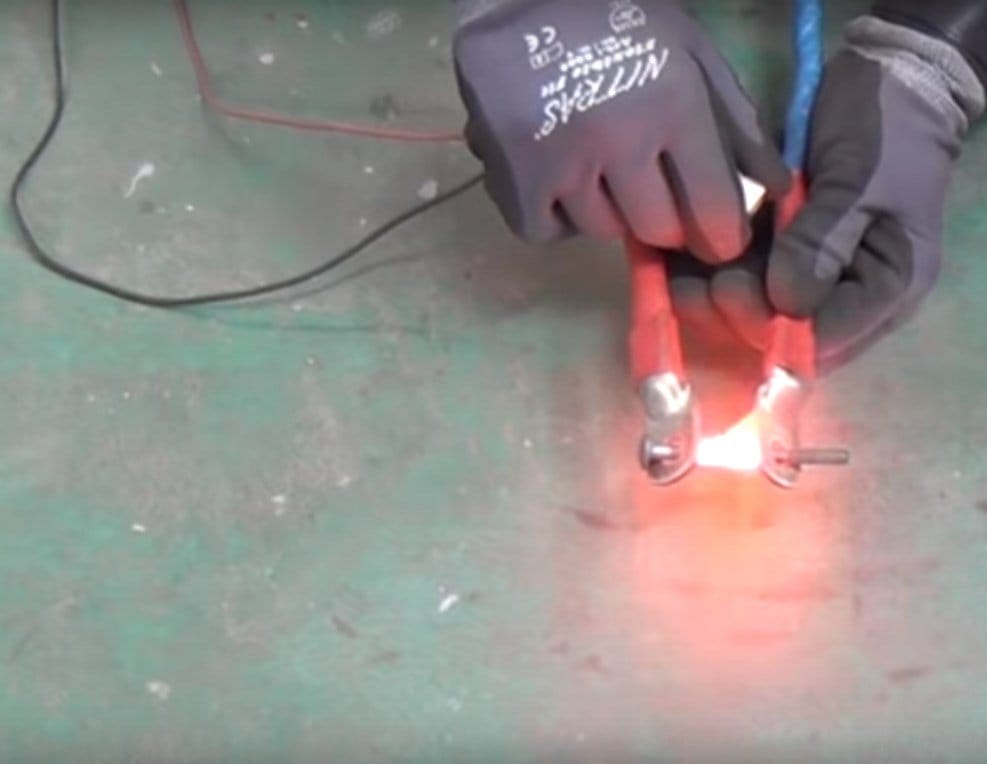 Мы не только хотели установить сварочный аппарат Miller, но также хотели установить наш плазменный резак HyperTherm 45XP, а также детали, расходные материалы и СИЗ для каждого из них.Однажды поздно вечером, прогуливаясь по Walmart, я обнаружил набор инструментов HART36TR6XD за 332 доллара. Это именно то, что я искал в коробке сварочной тележки. 36 дюймов в ширину, 24,5 дюйма в глубину и примерно 38 дюймов в высоту (стандартная высота, но мы это изменим).
Мы не только хотели установить сварочный аппарат Miller, но также хотели установить наш плазменный резак HyperTherm 45XP, а также детали, расходные материалы и СИЗ для каждого из них.Однажды поздно вечером, прогуливаясь по Walmart, я обнаружил набор инструментов HART36TR6XD за 332 доллара. Это именно то, что я искал в коробке сварочной тележки. 36 дюймов в ширину, 24,5 дюйма в глубину и примерно 38 дюймов в высоту (стандартная высота, но мы это изменим).
В 5 верхних ящиках входят направляющие на роликовых подшипниках, которые выдерживают до 100 фунтов на каждый ящик. В нижнем ящике есть двойные направляющие с каждой стороны, которые выдерживают до 200 фунтов этого ящика. Кроме того, 5-дюймовые резиновые ролики выдерживают вес более 1200 фунтов.Мы ни в коем случае не собираемся затмевать такой вес, но приятно знать, что модуль HART с этим справится. В каждом ящике также есть функция мягкого закрытия, которая не дает ящикам захлопнуться.
Создание сварочной тележки HART
Мы практически оставили в покое набор инструментов HART, кроме снятия роликов и снятия ручки. Используя одну 24-футовую палку или прямоугольную трубку 1 ″ x2 ″ 14ga и одну 20-футовую палку с плоским стержнем размером 1/8 ″ x6 ″, мы сварили экзоскелет. Создание полки спереди и сзади позволило нам повторно установить существующие ролики в этих новых местах.Это позволило опустить коробку на несколько дюймов и получить тот вид, который нам нужен. Нам очень нравится внешний вид и функциональность нашей новой сварочной тележки HART DIY. Кроме того, на набор инструментов HART 36TR6XD предоставляется гарантия сроком на 3 года.
Используя одну 24-футовую палку или прямоугольную трубку 1 ″ x2 ″ 14ga и одну 20-футовую палку с плоским стержнем размером 1/8 ″ x6 ″, мы сварили экзоскелет. Создание полки спереди и сзади позволило нам повторно установить существующие ролики в этих новых местах.Это позволило опустить коробку на несколько дюймов и получить тот вид, который нам нужен. Нам очень нравится внешний вид и функциональность нашей новой сварочной тележки HART DIY. Кроме того, на набор инструментов HART 36TR6XD предоставляется гарантия сроком на 3 года.
HART36TR6XD Технические характеристики
- Ролики 5 ″ x 2 ″ выдерживают нагрузку до 1 200 фунтов.
- Направляющие на шарикоподшипниках Soft-close выдерживают нагрузку до 100 фунтов.
- Вкладыши для ящиков
- Пара с Координационным верхним комодом с 4 выдвижными ящиками (HART36Ch5XD продается отдельно)
- Размер: 36 ″
- Ящики: 6
- Размеры: 36 ″ Ш x 24.5 ″ Г x 38,5 ″ В
- Caster Support: до 1200 фунтов.
- Поддержка слайдов: до 100 фунтов.
- Walmart Цена: 332 доллара

Сварка лазером
Лазерная сварка продолжает развиваться, и производители обращают на это внимание
Лазерная система Amada сваривает нагревательную трубку сосуда высокого давления из нержавеющей стали толщиной 0,250 дюйма.По мере того, как все больше производителей оригинального оборудования (OEM) и мастерские «подогревают» идею лазерной сварки, многие обратили свое внимание на четыре конкретных технологии:
- Сварка кольцевых балок,
- Сварка под ключ,
- Библиотеки рецептов сварки и
- Импульсная сварка.

Все больше мастерских делают решительный шаг и приобретают системы лазерной сварки — как правило, когда подходящие приложения приходят через их двери или когда требуется заменить сварку MIG и TIG.
«В наши дни люди действительно начинают увлекаться лазером, — сказал Уэс Уиллер, менеджер по продажам Alpha Laser, Мидвилл, Пенсильвания. — Лазерная сварка традиционно связана с процессами ремонта, такими как ремонт инструментов и дорогостоящий ремонт. Поскольку лазеры становятся более эффективными, люди начинают использовать их для производственной сварки.”
Но со всем выбором на рынке, это потенциально может быть «более запутанным сейчас, чем было три года назад», — сказала Трейси Рыба, старший менеджер по продукции мощных OEM-лазеров компании Trumpf Inc., Фармингтон, Коннектикут. , он отметил, что множество OEM-проектов находятся в разработке и готовятся к запуску, что свидетельствует об успехах технологии лазерной сварки. «Я думаю, что мы только начинаем раскрывать потенциал».
Основным преимуществом лазерной сварки является возможность устранения таких этапов последующей обработки, как шлифовка и чистовая обработка.
По словам Дэна Белза, менеджера по продукции FLW компании Amada America Inc., Буэна-Парк, Калифорния, в конечном счете, проявление терпения в изучении вариантов и изучении того, что они могут делать, окупается. на что он способен, это феноменально. Есть некоторые детали, на которые можно посмотреть и не убедиться, были ли они сформированы или сварены ».
Несколько аппаратов для лазерной сварки ALFLak используются для соединения вставленных труб в отверстия.Несколько рецептов на разлив
Адаптировав библиотеку предварительно запрограммированных программ из своих систем лазерной резки ENSIS, Amada America теперь применяет эту технологию для сварки.
За последние шесть лет группа из трех технических специалистов, включая Belz, совершенствовала систему сварки листового металла, идеально подходящую для соединения листов толщиной до ¼ «(6,35 мм). Платформа доступна в двух вариантах мощностью 3 кВт: M3 , со столом 15 футов (4,57 м), и M5, с двумя столами челнока 18 футов (5,49 м).
Платформа доступна в двух вариантах мощностью 3 кВт: M3 , со столом 15 футов (4,57 м), и M5, с двумя столами челнока 18 футов (5,49 м).
В этих системах технология ENSIS от Amada предлагает пользователям пять основных условий сварки, которые регулируют луч от ультратонкой формы для более толстой стали и глубокого проплавления до более плоской формы пончика для перекрытия широких зазоров.Использование более плоской формы также облегчает сварку с волнообразной сваркой.
«У нас довольно много клиентов, которые сваривают сталь толщиной до дюйма, — отмечает Белз. — Это прямо в рулевой рубке установки, а с нашей технологией мощности 3000 Вт более чем достаточно. металл, даже такой тонкий, как 0,020 дюйма [0,51 мм], а также при необходимости можно нанести присадочную проволоку ».
Платформа Amada также отлично подходит для соединения разнородных материалов: меди с нержавеющей, меди с мягкой сталью, меди с инконелем и инконелем с нержавеющей сталью.Белз и его команда также усовершенствовали соединения с подачей титановой проволоки для специального проекта.
«Мы все еще экспериментируем, хотя у нас не всегда есть столько шансов экспериментировать, как раньше, потому что у нас много проектов — клиенты присылают нам детали и просят нас сварить их и научить их, как для лазерной сварки ». Он добавил, что такая загруженность означает, что Amada пришлось временно отложить свои попытки сваривать алюминий с нержавеющей сталью.
Для предотвращения пористости Amada предлагает два типа сопел, как с первичным, так и с вторичным потоком, поэтому защитный газ всегда находится рядом с лазерным лучом.«Когда материал охлаждается, он все еще покрывается газом, поэтому вы устраняете пористость», — пояснил Белз.
Кроме того, «из-за длины волны, которую мы используем, а также скорости, зона термического влияния практически отсутствует», — добавил он. «С большинством наших деталей можно работать без перчаток сразу после их сварки».
Технология FusionLine от Trumpf — одна из двух технологий лазерной сварки «луч в луче». Управление мощностью внутренней и внешней балок помогает уменьшить разбрызгивание, одновременно улучшая скорость и качество сварки.
Между тем, Trumpf предоставляет своим OEM-клиентам около 40 рецептов для своей технологии луча в луче через программное обеспечение BrightLine Professional. «Это дает им отправную точку для наиболее распространенных материалов», — отметила Рыба. «Оттуда клиенты могут создать библиотеку и поэкспериментировать, какие варианты работают лучше». Программное обеспечение включает в себя настройки для различных материалов, толщин и стилей сварки.
Бонус луча в луче
Относительно новая концепция, которая продолжает набирать обороты, — это линейка систем лазерной обработки луча в луче.Trumpf, пионер этой технологии, предлагает два таких решения: BrightLine Weld от подразделения лазерных технологий и FusionLine от подразделения станков. Кольцевая технология и одиночное волокно доступны для использования в TruLaser Weld 5000, представленном около трех лет назад.
Рыба отметила, что одновременное использование балок внутреннего сердечника и внешнего кольца значительно снижает разбрызгивание. Это увеличивает срок службы инструментов и приспособлений и снижает потребность в чистке защитных покровных стекол, что означает увеличение времени безотказной работы.Что еще более важно, повышаются скорость и качество сварки, особенно для алюминия и меди.
Это увеличивает срок службы инструментов и приспособлений и снижает потребность в чистке защитных покровных стекол, что означает увеличение времени безотказной работы.Что еще более важно, повышаются скорость и качество сварки, особенно для алюминия и меди.
На меди внешнее кольцо действует как эффект предварительного нагрева, обеспечивая лучшую связь сердечника. Это обеспечивает стабильный процесс сварки, особенно на более низких скоростях, позволяя производить сварные швы с глубоким проплавлением и уменьшать разбрызгивание на 70–85 процентов. По его словам, благодаря предварительному нагреву меди перед сваркой BrightLine примерно в 10 раз быстрее, чем одноточечный луч. С помощью алюминия можно значительно уменьшить разбрызгивание и увеличить скорость.«Я могу увеличить мощность до 5 кВт и увеличить сварку почти в 7 раз, примерно до 35 метров в минуту», в зависимости от марки алюминия, — сказал Рыба. «Посадки с прессовой посадкой и стыковые швы работают хорошо, а сталь можно сваривать в три раза быстрее при той же мощности. При соединении алюминия с медью получается гораздо более качественный сварной шов ».
При соединении алюминия с медью получается гораздо более качественный сварной шов ».
BrightLine можно регулировать с шагом в один процент мощности, пояснил Рыба, максимум до 90 процентов для одного луча и 10 процентов для другого. Операторы также могут переключаться с ядра на ядро на 100%.Все настройки распределения мощности выполняются в окне программного обеспечения TruControl.
В волоконных лазерах Trumpf доступные диаметры внутренней и внешней сердцевины составляют 50-200 мкм, 100-400 мкм и 200-700 мкм.
В версии TruDisk Brightline оптический клин регулирует распределение мощности между двумя ядрами с помощью шагового двигателя. «Мы обнаружили, что 30–70 или 60–40, как правило, являются лучшим распределением мощности», — сказал Рыба.
«Разница в качестве между одиночным и двойным лучом очевидна», — добавил он.
«При традиционной одножильной лазерной сварке вы используете луч с плоским верхом или закругленную форму пули — обычно при сварке внахлест с большим пятном», — пояснил Рыба. «По мере того, как вы пытаетесь сваривать быстрее, замочная скважина становится нестабильной, и выходящие пары металла блокируются, поэтому приходится проталкиваться через ванну расплава и вытеснять часть этого расплава в виде брызг. BrightLine обеспечивает полугауссов центр и кольцо по внешнему краю. Это кольцо держит замочную скважину открытой и устойчивой. Профиль балки с двойным сердечником и поперечное сечение сварного шва напоминают форму шурупа для дерева, где передняя сторона внешнего кольца действует как предварительный нагрев или предварительный расплав, чтобы улучшить эффективность соединения сердечника, а задняя сторона стабилизирует замочную скважину, чтобы держать ее открытой.Стабилизация замочной скважины позволяет парам металла выходить без закупорки, уменьшая разбрызгивание на 70–97 процентов. Этот процесс также помогает предотвратить образование горячих трещин за счет замедления процесса охлаждения и немного сглаживает сварной шов ».
«По мере того, как вы пытаетесь сваривать быстрее, замочная скважина становится нестабильной, и выходящие пары металла блокируются, поэтому приходится проталкиваться через ванну расплава и вытеснять часть этого расплава в виде брызг. BrightLine обеспечивает полугауссов центр и кольцо по внешнему краю. Это кольцо держит замочную скважину открытой и устойчивой. Профиль балки с двойным сердечником и поперечное сечение сварного шва напоминают форму шурупа для дерева, где передняя сторона внешнего кольца действует как предварительный нагрев или предварительный расплав, чтобы улучшить эффективность соединения сердечника, а задняя сторона стабилизирует замочную скважину, чтобы держать ее открытой.Стабилизация замочной скважины позволяет парам металла выходить без закупорки, уменьшая разбрызгивание на 70–97 процентов. Этот процесс также помогает предотвратить образование горячих трещин за счет замедления процесса охлаждения и немного сглаживает сварной шов ».
Когда эта технология используется в пакете Trumpf FusionLine, магазины могут использовать этот узор в форме пончика для сохранения оригинального дизайна деталей, добавил Масуд Харуни, менеджер по продукции для лазерной сварки. В таких случаях пользователи концентрируют больше энергии на внешнем сердечнике, а не на сварном зазоре.
В таких случаях пользователи концентрируют больше энергии на внешнем сердечнике, а не на сварном зазоре.
Готовые решения
Trumpf продолжает оказывать помощь магазинам с помощью TruLaser Weld 5000 под ключ, продолжил Харуни. Эти клиенты «рассчитывают, что мы поможем им и предоставим параметры процесса для увеличения производства».
Система лазерной сварки Amada выполняет 8 футов (2,44 м) сварного шва на крышке машины из холоднокатаной стали 22 калибра.Система предлагается в нескольких конфигурациях в зависимости от размера и количества деталей, в первую очередь для обработки листового металла. С помощью поворотного сменного стола операторы могут загружать и выгружать материал, пока сваривается другая заготовка.
«Особенно в пищевой промышленности есть много преимуществ, потому что объем последующей обработки, необходимой для того, чтобы детали были видны, огромен», — сказал Харуни. «Большинство наших потенциальных или нынешних клиентов используют сварку MIG и хотят перейти на лазер. Они сваривают 20 минут MIG, затем проводят шлифовку от 35 до 40 минут. С помощью лазерной сварки все, что они извлекают из нашей камеры, можно отправить на нанесение покрытия или в другой процесс, не касаясь этого ».
Они сваривают 20 минут MIG, затем проводят шлифовку от 35 до 40 минут. С помощью лазерной сварки все, что они извлекают из нашей камеры, можно отправить на нанесение покрытия или в другой процесс, не касаясь этого ».
В зависимости от мощности и области применения, добавил он, система может достигать скорости от 250 до 300 изображений в минуту.С более толстыми конструктивными деталями преимущества заключаются в предварительной обработке — например, в устранении краев толстого листа для подготовки деталей к сварке MIG.
Пределы тепловложения для импульсной сварки
Для мастерских, выполняющих ремонтные и производственные работы, импульсная сварка была удобна в использовании благодаря ее способности ограничивать подвод тепла. Импульсная сварка «щадящий процесс», — пояснил Уиллер из Alpha Laser. «Традиционно лазер непрерывного действия хочет получить проникновение; импульсный лазер все еще может проникать, но его можно использовать и для почти полного отсутствия проникновения. Системы Alpha Laser, включая серию ALFlak, имеют длительность импульса от 1 до 20 мс, а нормальный диапазон составляет от 5 до 7 мс.
Системы Alpha Laser, включая серию ALFlak, имеют длительность импульса от 1 до 20 мс, а нормальный диапазон составляет от 5 до 7 мс.
Alpha Lasers заявляет, что ее импульсные волоконные лазеры и лазеры на YAG превосходны в обеспечении низких уровней проникновения и низких скоростей разбавления — смеси между основным материалом и добавленным наполнителем. В одном примере, сравнивая импульсный лазер с процессом TIG, Уиллер отметил, что лазер выполнил наплавленный сварной шов размером 0,055 дюйма (1,40 мм) с зоной термического влияния всего на 0,008 дюйма (0,20 мм) ниже сварного шва и зоной разбавления сварного шва размером около 0.006 «(0,15 мм).« Это был тест для клиента, который не понял, когда я объяснил, что лазер имеет меньшее тепловложение », — вспоминает он.« Они спросили, что не так с сваркой TIG, и я сказал: «Давайте я объясню, что вы делаете со своим основным металлом ».
Что касается понимания производителями преимуществ импульсной сварки, Уиллер подчеркивает гибкость материалов. «Мы сделали все, от соединения меди до нержавеющей стали», — пояснил он. Благодаря бериллиево-медной основе «мы постоянно наносим на нее нержавеющую сталь.Мы работали со всеми высококачественными металлами, суперсплавами, такими как инконель и стеллиты, и чугуном. Обычный мир для нас — это традиционно инструментальная сталь. Одно из самых больших приложений, которое мы видим, — это работа с любыми видами нержавеющей стали, особенно с нержавеющей сталью серии 300, которая легко деформируется и отлично работает с лазером ».
«Мы сделали все, от соединения меди до нержавеющей стали», — пояснил он. Благодаря бериллиево-медной основе «мы постоянно наносим на нее нержавеющую сталь.Мы работали со всеми высококачественными металлами, суперсплавами, такими как инконель и стеллиты, и чугуном. Обычный мир для нас — это традиционно инструментальная сталь. Одно из самых больших приложений, которое мы видим, — это работа с любыми видами нержавеющей стали, особенно с нержавеющей сталью серии 300, которая легко деформируется и отлично работает с лазером ».
Что касается замены сварочных установок для сварки TIG, недавняя лазерная система Alpha Laser, которая была продана отделу коммутации и управления крупной компании, резко снизила процент брака с 15 до 3 процентов, добавил Уиллер.Эта ставка «должна быть еще ниже, если мы сможем добиться совершенства. Это принесет огромную пользу, с меньшим объемом работы до и после — без предварительного нагрева или постобработки — и должно значительно сократить общее время цикла ».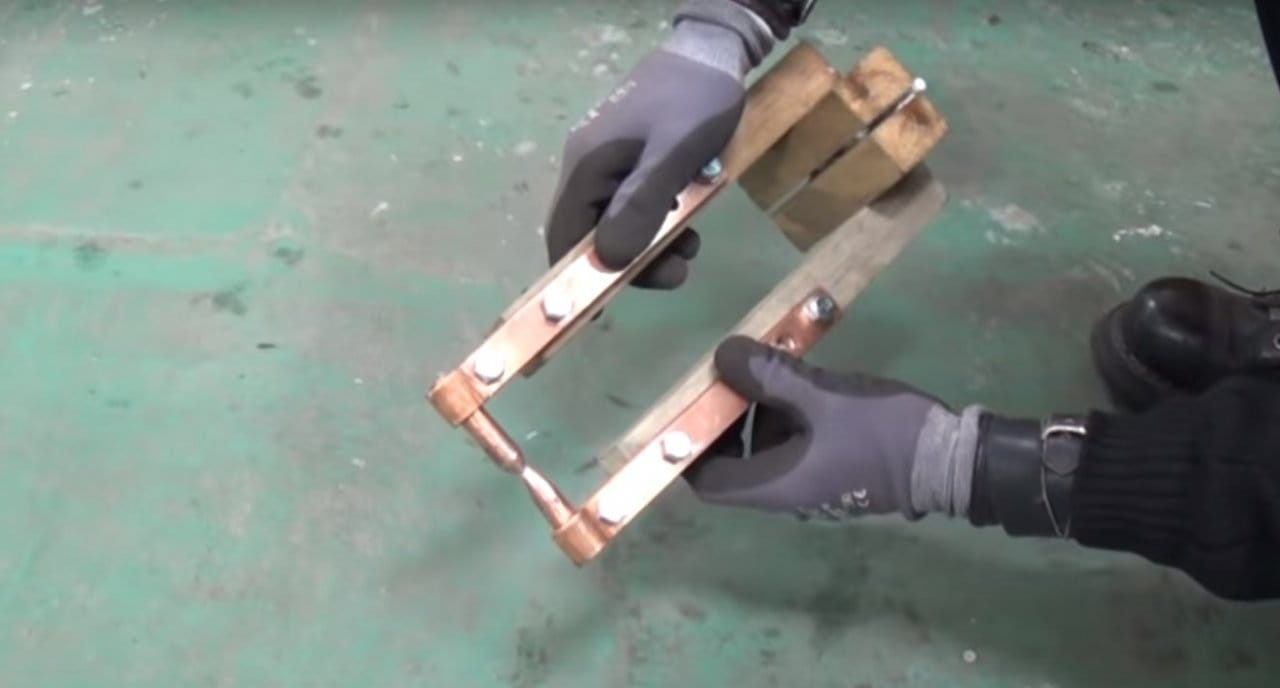 Еще одно применение в бумажной промышленности — сварка детали длиной 30 футов (9,14 м) с 6000 труб внутри. Есть даже некоторые разговоры о том, что одна импульсная лазерная система может заменить пару линий пайки.
Еще одно применение в бумажной промышленности — сварка детали длиной 30 футов (9,14 м) с 6000 труб внутри. Есть даже некоторые разговоры о том, что одна импульсная лазерная система может заменить пару линий пайки.
Перспектива магазина
Когда резина попадает в дорогу, а точнее, когда луч попадает в металл, некоторые магазины создают впечатляющий репертуар для лазерной сварки.
Около 10 лет назад Phoenix Laser, Мидвилль, Пенсильвания, решила использовать немецкие Alpha Lasers и создала Alpha Laser U.S., чтобы служить дилером компании в Северной Америке. С тех пор Phoenix расширила свой ассортимент инструментов и штампов до лазерной наплавки и закалки. Когда-то Мидвилль был мировой столицей орудий труда, отмечает Уилер, с примерно 300 магазинами в радиусе 50 миль от штаб-квартиры Феникса. Сейчас у Феникса четыре места, в том числе в Канзас-Сити, Кайахога-Фолс, Огайо, и Бруквилле, Индиана., среди которых распространено более 20 систем лазерной сварки.
Ремонт инструментов и штампов с помощью лазеров является «сверхточным, со сверхнизким тепловложением благодаря отсутствию предварительного или последующего нагрева», — сказал Уиллер.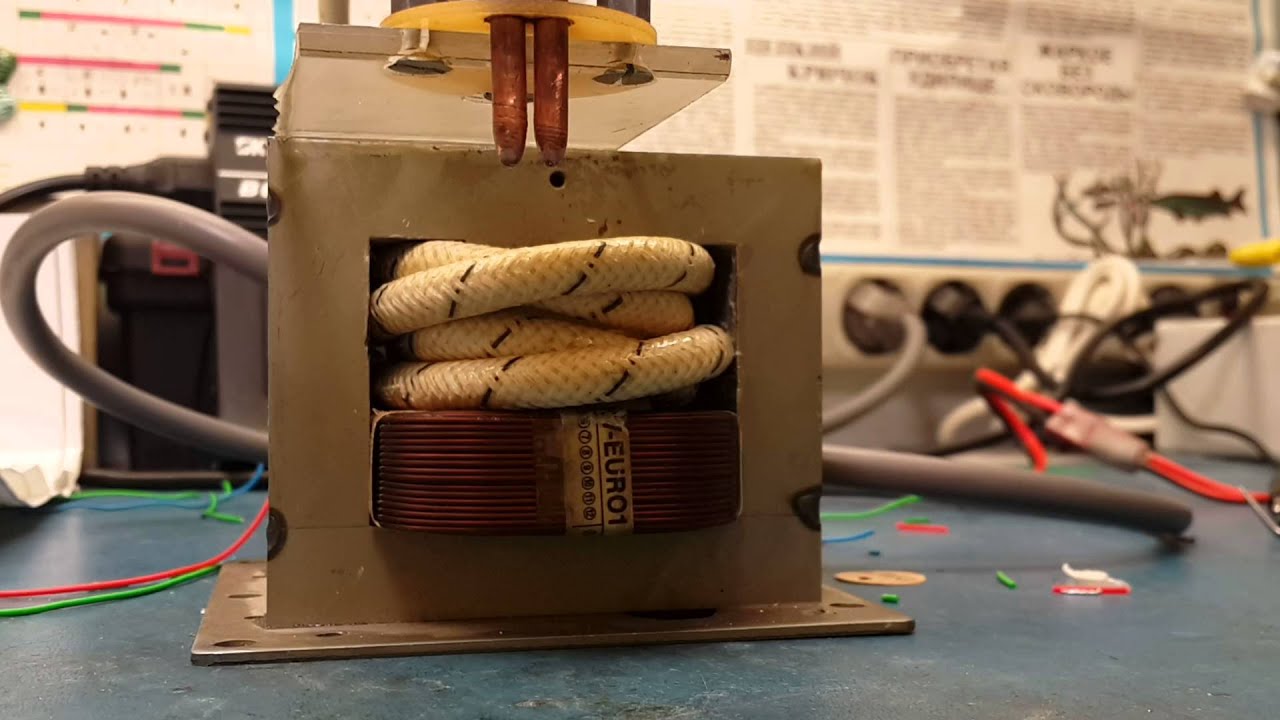 «Мы можем сделать часть за 10 минут».
«Мы можем сделать часть за 10 минут».
Phoenix недавно выполнил пробный запуск некоторых больших контейнеров, используя импульсную сварку швов. Поскольку стенки были особенно тонкими, возникло беспокойство по поводу слишком большого количества тепла, выделяемого при сварке TIG или CW лазером.
Одним из самых преданных пользователей Alpha Laser является компания Chicago Welding and Fabrication, которая недавно приобрела установку мощностью 300 Вт.Компания Chicago Welding начала свою деятельность в области лазерной сварки около 15 лет назад, вспоминает главный операционный директор Гэри Уэлтер, но современные аппараты были ненадежными. Начиная с ремонта пресс-форм и штампов, компания добавила в свой репертуар медицинскую и производственную сварку.
Первоначально лазерная сварка привлекала ограниченная зона термического влияния и отсутствие «побочного ущерба», — отметил он, — в конечном счете, «способность делать то, что иначе вы не смогли бы сделать». При этом он отметил, что для некоторых проектов вначале требуется комбинация TIG и лазерной сварки для деликатных участков.
Уилтер вспоминает, что после того, как сначала он испытал крутой период обучения работе с более старыми системами, он отдает предпочтение таким компаниям, как Alpha Laser, которые «помогают вам делать все». Благодаря прецизионным деталям, которые используются в процессах Chicago Welding, «мы свариваем под микроскопом» и даже располагаем цехом для микрообработки. Благодаря универсальности и точности импульсных YAG-лазеров, его компания может обрабатывать такие вещи, как сложные медицинские детали из специализированных нержавеющих сталей, которые деформируются при сварке TIG.
И хотя лазерная сварка идет медленнее, он добавил, «вы не получаете ни деформации, ни тепла.«По мере того, как появляются вакансии, очень важно правильно подобрать лазер, соответствующий возможностям лазера, чтобы предложить клиентам самое быстрое, экономичное и лучшее решение. И когда работа сделана правильно, его 300-ваттный Alpha Laser сделает свою работу. «Нам очень нравится эта машина, — сказал он.
Немного мудрости в сварке
После интенсивного периода усовершенствования и расширения возможностей систем сварки листов Amada, Belz стремится посоветовать небольшим цехам, как заставить процесс работать на них. «С самого начала мы рассчитывали, что 99 процентов наших клиентов будут OEM-производителями», — напомнил он.Однако оказывается, что «большинство наших клиентов — это мастерские, которые много занимаются сваркой», хотя следующие несколько установок в его списке предназначались для OEM-производителей. «OEM-производителям потребовалось немного больше времени, чтобы адаптироваться к нему, но [теперь] они видят выгоду».
Среди производителей он выделяет два типа: сварочные и сварочные.
Первые «вероятно, сваривают 90 процентов своей продукции. У них есть сварщики, они разбираются в сварке, с ними легко работать, потому что они увидят, что мы делаем, они поймут это.Мы заходим, устанавливаем, обучаем их, а потом они нас вышвыривают и говорят: «Мы позвоним вам, когда вы нам понадобитесь».
Но для сварочных цехов «это проблема для них, потому что они не могут найти сварщиков или тратят слишком много времени на постобработку». Чтобы эти клиенты чувствовали себя комфортно со сваркой, «мы смотрим на их детали, смотрим на их CAD-ы и вносим некоторые изменения, чтобы они были плотнее и лучше подогнаны».
Этот этап модернизации имеет решающее значение для успеха, продолжил Белз. «У нас много клиентов, которые хотят научиться проектировать, чтобы оптимизировать лазерную сварку.У других есть существующие продуктовые линейки, и мы смотрим, какая часть или части вызывают наибольшую боль. Обычно их довольно много ».
После того, как процесс сварки был разработан, протестирован, апробирован и установлен, практически вся постобработка исключается. Детали могут идти «прямо в окрасочную камеру: больше не нужно шлифовать сварные швы». В конце концов, «одни клиенты хотят использовать его для определенных частей и ничего больше, в то время как другие хотят использовать его для всего. Вы должны отсортировать это ».
Вы должны отсортировать это ».
Стоит отметить, что в прошлом году Национальный институт стандартов и технологий представил свой трехлетний проект по сбору данных по наиболее фундаментальным аспектам лазерной сварки.Эти данные используются разработчиками компьютерных моделей для моделирования лазерной сварки, чтобы дать производителям больше контроля над процессом.
Проект иллюстрирует ключевой момент: лазерная сварка — особенно в отношении контроля брызг, трещин и пористости при максимальном увеличении производительности — находится в стадии разработки, несмотря на большие успехи во многих отраслях промышленности.
Сварка: снижение рисков при сварке
Если сварка является частью вашей рабочей деятельности, вы должны провести оценку рисков, чтобы определить, какие меры необходимы для контроля рисков от воздействия сварочного дыма.
- Обычные сварщики будут выполнять сварку большую часть своей смены и выполнять различные виды сварки и другие связанные с ними работы в один и тот же день, в зависимости от требований их работы. Воздействие сварочного дыма на них будет регулярным, длительным или интенсивным. Им потребуется адекватный контроль, чтобы защитить их от риска развития профессиональных заболеваний легких.
 Воздействие сварочного дыма на них будет регулярным, длительным или интенсивным. Им потребуется адекватный контроль, чтобы защитить их от риска развития профессиональных заболеваний легких.
Воздействие сварочного дыма на них будет регулярным, длительным или интенсивным. Им потребуется адекватный контроль, чтобы защитить их от риска развития профессиональных заболеваний легких.- Спорадические сварщики будут выполнять сварку нечасто, если это связано с их основной производственной операцией.Инженерные средства контроля дыма обычно не требуются для периодической сварки, выполняемой реже одного раза в неделю и продолжающейся менее 1 часа. В таких ситуациях убедитесь, что имеются средства защиты органов дыхания (СИЗ) и хорошая общая вентиляция для контроля воздействия сварочного дыма. Но вы также должны позаботиться о защите окружающих и обеспечить эффективную общую вентиляцию для удаления и рассеивания сварочного дыма.
- Например, автомеханик, носящий RPE с хорошей общей вентиляцией на рабочем месте, время от времени выполняющий короткие сварочные работы на автомобиле со сломанным опорным кронштейном выхлопной системы, будет соответствовать минимальным требованиям.
- Например, автомеханик, носящий RPE с хорошей общей вентиляцией на рабочем месте, время от времени выполняющий короткие сварочные работы на автомобиле со сломанным опорным кронштейном выхлопной системы, будет соответствовать минимальным требованиям.

Без контроля рабочие будут подвергаться воздействию сварочного дыма. В этом видео показаны типичные выбросы дыма, возникающие при сварке MIG.
Ваша оценка должна учитывать такие факторы, как:
- Процесс сварки, объем работ и уровень образовавшегося дыма
- размер свариваемой детали
- свариваемый металл (низкоуглеродистая, нержавеющая и др.)
- Расходные материалы, используемые в процессе сварки
При снижении воздействия любого опасного вещества принципы контроля основываются на приоритетном подходе.По возможности следует рассмотреть возможность отказа от сварки, используя методы холодного соединения:
- крепеж механический (болты, заклепки и т. Д.), Или
- клеи (такие технологии постоянно развиваются)
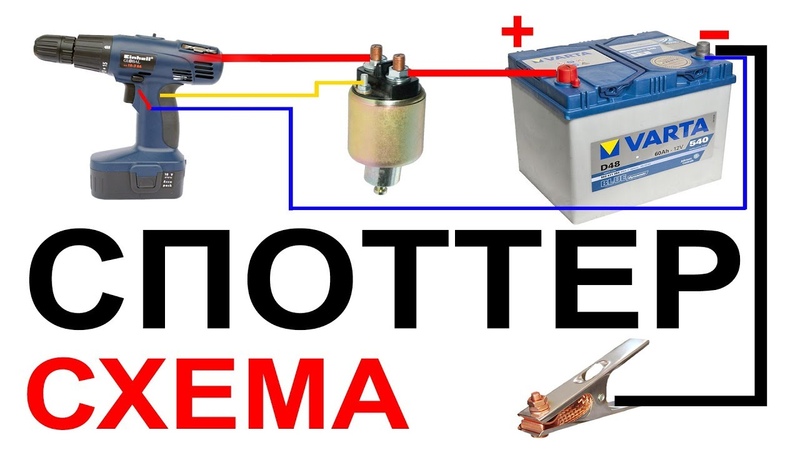 Д.), Или
Д.), ИлиЕсли вы не можете исключить сварку, рассмотрите:
- сокращение объема сварки
- с использованием расходных материалов, которые выделяют меньше дыма
- с использованием процесса сварки, который производит меньше дыма
- убедиться, что металл был должным образом очищен и подготовлен
- автоматизация или механизация процесса или работы
- с использованием других технических средств управления, таких как LEV
LEV для наиболее распространенных видов ручной сварки
Самый эффективный способ уменьшить сварочный дым — улавливать его у источника, защищая сварщика и предотвращая распространение дыма.
Для адекватного контроля воздействия сварочного дыма по возможности следует использовать подходящий LEV. Они могут отличаться в зависимости от сварочной деятельности.
Извлечение на горелке
Извлечение на горелке может быть очень эффективным для сварки MIG, и вам следует оценить, подходит ли он для вашей задачи.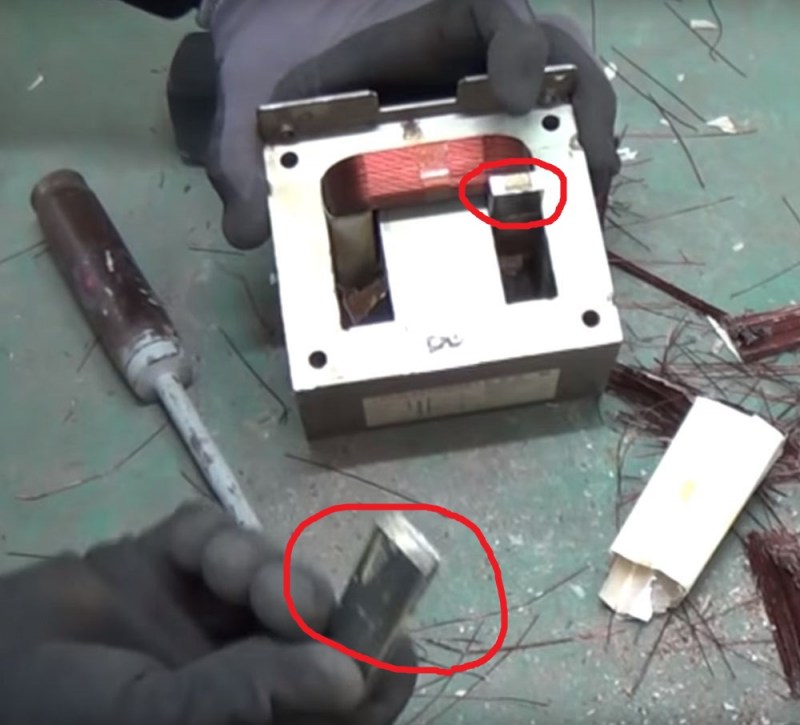 Современные, сделанные на заказ, высокоэффективные сварочные пистолеты со встроенным вытяжным устройством на горелке могут обеспечить действительно хороший контроль.
Современные, сделанные на заказ, высокоэффективные сварочные пистолеты со встроенным вытяжным устройством на горелке могут обеспечить действительно хороший контроль.
Скамейки выдвижные
Вытяжные столы — хороший выбор для средних и небольших сварочных работ, которые можно перенести на верстак.При сварке более крупных изделий могут быть подходящими вытяжные кабины, достаточно большие, чтобы вмещать обрабатываемую деталь, при этом она установлена на поворотном столе, чтобы дым отводился к вытяжке в задней части кабины. На этом видео показана извлеченная скамья.
 youtube.com/embed/Sep6NrKp7m0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Sep6NrKp7m0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Передвижной LEV
Подвижные блоки LEV с кожухами с поворотным рычагом требуют, чтобы рабочие правильно устанавливали кожухи и перемещали кожух во время работы. Для некоторых задач требуются специальные вытяжки.
Видео выше показывают, как выглядит хороший контроль, когда для контроля экспозиции используется LEV.Инструмент выбора BOHS поможет вам выбрать подходящий уровень LEV для вашего рабочего места.
Когда LEV разряжается в рабочей зоне, удаляемый воздух необходимо фильтровать, чтобы уменьшить содержание твердых частиц до незначительной концентрации.
Вытяжной воздух, выходящий за пределы рабочей зоны, должен покидать здание на достаточно высоком уровне, чтобы обеспечить его рассеивание. Также может применяться экологическое законодательство.
Публикация HSE «Контроль переносимых по воздуху загрязняющих веществ на рабочем месте» дает руководство по планированию, проектированию, вводу в эксплуатацию и испытанию эффективных УЭУ.
Информационный бюллетень COSHH по основам WL3 Контроль сварочного дыма дает больше рекомендаций.
Средства защиты органов дыхания (СИЗ)
Если вы не можете добиться адекватного контроля с помощью одного только LEV, или обеспечить LEV практически невозможно, вы должны предоставить своим работникам подходящие средства защиты органов дыхания (RPE). Также учитывайте любых других рабочих, подвергающихся воздействию сварочного дыма, принимая во внимание уровень общей вентиляции и исключая незащищенных людей в зонах сварки.
На этой фотографии показано, что, хотя сварщик работает в зоне захвата, остается остаточный риск в виде неуловленных твердых частиц, и поэтому потребуются дополнительные средства защиты от повреждений.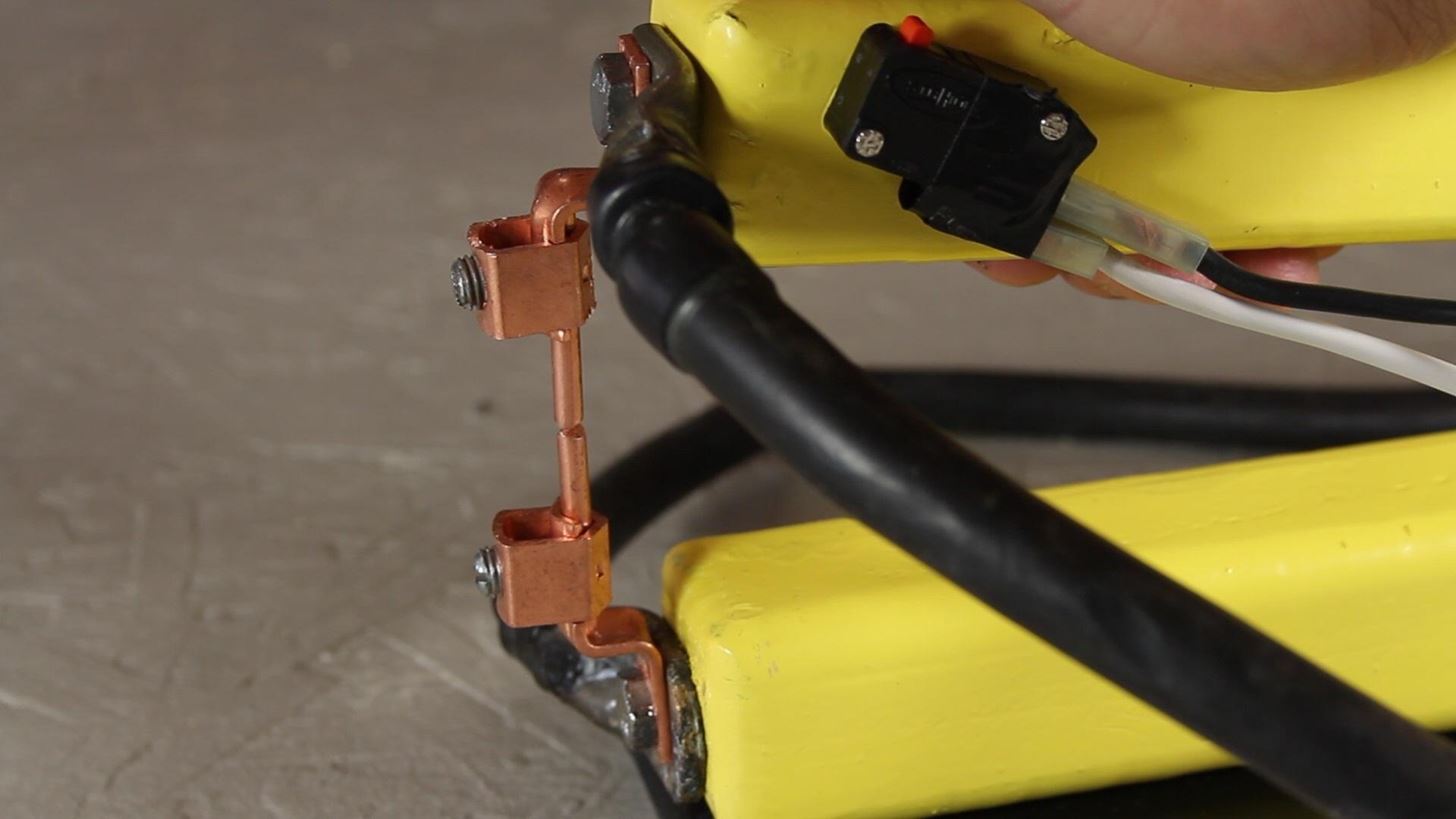
Невозможно положиться на LEV для эффективного улавливания сварочного дыма при работе на открытом воздухе. Таким образом, для любой сварки на открытом воздухе вы должны предоставить подходящие СИЗ и учитывать защиту окружающих.
Респиратор с приводом или респиратор с подачей воздуха, сочетающий в себе защиту органов дыхания, глаз и лица с APF не менее 20, является лучшим вариантом для сварщиков.В противном случае, если используется плотно прилегающий RPE, носить его будет неудобно, что приведет к ослаблению или снятию RPE рабочими.
Для работы, продолжительностью не более одного часа, плотно прилегающая одноразовая маска FFP3 или многоразовая полумаска с фильтром P3 может быть достаточной для защиты от твердых частиц, если пользователь чисто выбрит, но эти фильтры для твердых частиц не защитят рабочих от сварочных газов, содержащихся в дыме.
RPE должен подходить каждому владельцу. Испытания на посадку устройств с плотно прилегающими торцевыми уплотнениями гарантируют, что выбранное оборудование подходит для каждого рабочего.
У вас должна быть программа управления СИЗ, которая включает:
- Тестирование подходящей лицевой посадки
- запас запчастей например аккумуляторы и фильтры
- чистое хранение СИЗ, когда они не используются
- совместимость с другими средствами индивидуальной защиты (СИЗ), которые вы предоставили для данной задачи, например, сварочный козырек
Публикация HSE по защите органов дыхания на работе дает больше указаний.
Прочие рабочие в районе
Рабочие, работающие с автоматизированными или механизированными сварочными аппаратами, или другие работники поблизости, вряд ли будут нуждаться в СИЗ, если:
- Эффективная общая вентиляция обеспечивает быстрое удаление дыма и сквозную тягу для рассеивания и удаления дыма, образующегося при сварке. В большинстве сварочных цехов потребуется механическая общая вентиляция, поскольку естественной вентиляции через открытые двери и окна недостаточно для рассеивания дыма, образующегося при выполнении работ.

- они могут видеть образующиеся пары, но работают достаточно далеко, чтобы они не находились рядом с источниками дыма, и в воздухе не остается дымки
Может оказаться невозможным иметь систему LEV в роботизированных ячейках, способную улавливать весь дым.Таким образом, расстояние, на котором могут работать операторы, становится одним из основных факторов при принятии решения о необходимости общей механической вентиляции. В механической общей вентиляции используются вентиляторы, установленные на потолке или высоко на стене, для вытяжки воздуха из комнаты и всасывания чистого воздуха для рассеивания переносимых по воздуху загрязняющих веществ.
Точечная контактная сварка
При контактной точечной сварке образуется гораздо меньше дыма, чем при других сварочных процессах, таких как сварка MIG. Хорошей общей вентиляции обычно достаточно для удаления сварочного дыма в процессе точечной сварки сопротивлением низкой интенсивности, когда сварка производится на чистом металле без покрытия. Защита глаз необходима для защиты от брызг. Лист WL3 COSHH Essentials дает больше советов по борьбе с дымом.
Защита глаз необходима для защиты от брызг. Лист WL3 COSHH Essentials дает больше советов по борьбе с дымом.
Предотвращение возникновения дуги с помощью сварочных завес
Назначение сварочной завесы или экрана — защита прохожих и ближайших рабочих от света сварочной дуги.
Огнестойкие, тяжелые брезентовые экраны очень распространены, но многие люди предпочитают видеть, не сваривает ли кто-то внутри. Это означает, что многие экраны сделаны из «полупрозрачного» пластика.Эти полупрозрачные экраны позволяют вам видеть достаточно, чтобы знать, что кто-то занимается сваркой, но материал отфильтровывает вредные части света. Если нет необходимости видеть сварщика или для защиты между сварочными площадками, следует использовать более темные или непрозрачные экраны и занавески.
Сварочные завесы и экраны должны соответствовать британскому стандарту BS EN ISO 25980 или, по крайней мере, обеспечивать такой же уровень защиты, как этот стандарт. Некоторые поставщики сварочного оборудования могут называть это EN ISO 25980.
Некоторые поставщики сварочного оборудования могут называть это EN ISO 25980.
Стандарт не определяет какой-либо конкретный цвет, он просто требует, чтобы занавес достиг определенного уровня производительности. Это означает, что подходящие шторы могут быть разных цветов и уровней «темноты». Авторитетный поставщик должен иметь возможность подтвердить, соответствует ли штора британскому стандарту. На данный момент HSE не известно о каких-либо прозрачных сварочных шторах, соответствующих BS EN ISO 25980.
Средства индивидуальной защиты (СИЗ)
Избегайте воздействия прямого и отраженного ультрафиолетового (УФ) света и инфракрасных лучей, надев защитную одежду и используя сварочные экраны.По возможности используйте покрытие темного цвета для уменьшения бликов.
Для защиты от брызг при сварке надевайте соответствующую одежду, закрывающую руки и ноги, и используйте подходящие перчатки. Надевайте защитные очки при скалывании шлака или при очистке сварных швов проволочной щеткой во время подготовки или окончания работы.
Специальные средства защиты глаз, включая фильтры для сварщиков (для предотвращения образования дуги), должны соответствовать соответствующим британским и европейским стандартам. Существуют стандарты, касающиеся ударопрочности, сварочных фильтров с автоматическим затемнением и фиксированных фильтров.Авторитетные поставщики сварочного оборудования помогут сделать правильный выбор.
Портативная система лазерной сварки для ручной сварки
LightWELD Часто задаваемые вопросы (FAQ)
Какова максимальная толщина материала, который можно сваривать?
Для нержавеющей стали, оцинкованной стали, низкоуглеродистой стали и алюминия вы можете сваривать одностороннюю сварку до 4 мм и до 10 мм, двустороннюю — медь, одностороннюю сварку до 1 мм и двустороннюю сварку до 2 мм.
Может ли LightWELD сваривать разнородные металлы или детали разной толщины?
Да, вы можете легко сваривать разнородные металлы, например медь, нержавеющую сталь или алюминий, а также детали разной толщины для всех типов сварных соединений: тройников, стыков, углов, внахлестку и кромок.
А как насчет вертикальной сварки или сварки вверх ногами?
Light WELD отлично справляется как с вертикальной сваркой, так и с перевернутой сваркой, поскольку обычно отсутствуют расходные материалы и образуются минимальные брызги, что делает сварку безопасной и простой в любом положении.
Действительно ли LightWELD быстрее, чем сварка MIG и TIG?
Да, Light WELD Скорость перемещения до четырех раз выше, чем при использовании традиционных методов, кроме того, крепление проще или не требуется, а шлифовка или шлифование после сварки также не требуется или значительно сокращается — все это увеличивает производительность, в то время как минимизация переделок.
Что такое рабочий цикл?
Вы можете запустить Light WELD при 100% рабочем цикле при максимальной мощности лазера 1500 Вт.
Лазерный луч постоянно или может быть импульсным?
Light WELD предлагает пять режимов работы в соответствии с вашими потребностями:
- Непрерывная волна — лазер постоянно включен для максимального проникновения и скорости перемещения
- Импульсный режим — лазерные импульсы производят меньше энергии для более медленной сварки с меньшим тепловложением
- Режим прихваточного шва — для создания одинаковых прихваточных швов
- Режим Stich — используется для повторяющихся прихваток или сварных швов внахлест
- Режим высокой пиковой мощности — короткие импульсы большой мощности, используемые для проникновения в отражающие металлы
Действительно ли LightWELD так легко освоить?
Да, по сравнению со сваркой MIG и TIG, освоение которой может занять целую жизнь, новые пользователи Light WELD могут выполнять высококачественные сварные швы всего за несколько часов.
Элементы управления выглядят запутанно, как мне узнать, что нужно настроить?
Light WELD поставляется с предварительно загруженными параметрами сварки, оптимизированными для наиболее распространенных материалов и толщин. Вы можете увеличить или уменьшить мощность в соответствии со скоростью движения и желаемым проникновением, а также сохранить эти настройки и вызвать их по мере необходимости.
Что такое сварка качанием?
Сварка с колебанием приводит к колебаниям луча вперед и назад с различной частотой для получения более широких швов, более эстетичных сварных швов и деталей с плохой подгонкой.Light WELD поставляется с оптимизированными, предварительно запрограммированными параметрами вобуляции и позволяет «на лету» контролировать сварку вобуляцией до 5 мм с регулируемой частотой до 300 Гц.
Есть лист данных?
Да, вы можете скачать его здесь.